基于V N U C的導向軸數控仿真加工
2014-12-24 07:23:46羅雪梅
科技視界 2014年6期
羅雪梅
(中國石油工程機械有限公司第四石油機械廠 電控所,湖北 荊州434020)
在數控加工過程中,為了檢查數控程序的正確性,傳統上采用試切法進行檢驗,但這種方法費工費料,代價昂貴,使生產成本上升,增加了產品加工時間和生產周期。隨著數控技術的發展,以及計算機技術在工業領域的廣泛應用,人們開始研究能逐步代替試切法的計算機仿真方法,研究試切環境模型化,并完成仿真計算和圖形顯示等,并最終實現了數控加工計算機仿真軟件的開發與應用,北京斐克科技有限公司開發的VNUC數控加工仿真系統就是其中之一。
本文以VNUC仿真軟件對導向軸的仿真加工為例,介紹該零件在仿真加工過程中的毛坯裝夾、刀具選擇安裝、對刀及動態仿真等關鍵技術環節,以指導類似產品的數控仿真加工。
1 數控仿真加工準備
1.1 零件工藝分析
加工零件結構及尺寸如圖1所示,該零件是典型的軸類零件,結構比較簡單,采用外圓加工的方式進行加工。
1.2 刀具整備
該零件只需采用外圓切削加工,選取刀尖半徑0.8,刀具長度60,D號刀片,J型刀柄。
1.3 毛坯準備
根據零件的最大尺寸,長度方向為118,直徑為80,確定毛坯為直徑82,長度150的圓柱型。
1.4 數控程序準備
數控程序的編寫可以依靠CAM軟件進行自動編程,然后進行修改。對于結構簡單的零件,也可以利用手工編程。本文研究的導向軸可以利用手工編程,得到程序如下:
%
O0001
T0101
M03 S800;
G00 X82.Z10.;
G71 U7.0 R1.0;
G71 P050 Q110 U0.4 W0.2 F2.S500.;
N050 G00 X20.0 Z2.0;
G01 Z-50.0 F10.;
G01 X30.0 F10.;
G01 Z-56.0 F10.;
G03 X40.0 Z-61.0 R5.0;
G01 W-10.;
G02 X60.0 W-10.0 R10.0;
G01 W-15.0;
G01 X65.0;
N110 G01 W-10.0;
G70 P050 Q110;
G00 X50.0 Z50.;
T0202
M03 S800;
G00 X62.Z-96.;
G01 X58.0 F10.;
G01 X57.0 F10.;
G00 X62.;
G00 X82.Z10.;
M05;
M02;
%
2 數控仿真加工
首先在開始/程序菜單中打開“數控加工仿真系統”,進入系統登錄界面,點擊“快速登錄”進入系統主界面。
2.1 機床選擇
點擊菜單“機床/選擇機床…”,在選擇機床對話框中控制系統選擇FANUC,機床類型選擇車床并按“確定”按鈕。并完成機床回零,先使X軸回零,再使Z軸回零。
2.2 毛坯裝夾
點擊菜單“零件/定義毛坯…”,在定義毛坯對話框中修改毛坯尺寸,包括長度和直徑,按確定按鈕。點擊菜單“零件/放置零件…”,在選擇零件對話框中,選取名稱為“毛坯1”的零件,并按確定按鈕,界面上出現控制零件移動的面板,可以用其移動零件,此時點擊面板上的退出按鈕,關閉該面板,零件毛坯已放置在機床工作臺面上。
2.3 導入NC程序
數控程序可以通過記事本或寫字板等編輯軟件輸入并保存為文本格式文件,也可直接用FANUC系統的MDI鍵盤輸入。
2.4 安裝刀具
點擊菜單“機床/選擇刀具”在“車刀選擇”對話框中根據加工方式選擇所需的刀片和刀柄,確定后退出。
2.5 對刀
2.5.1 平端面
在手動(jog)狀態下,讓刀具靠近毛坯并主軸打開正轉。進給速率減慢,+X方向退刀。點擊“Offset Setting”進入坐標系設定補正里面在G01行里面輸入“Z0”并自動“測量”。如圖2所示。
2.5.2 試切直徑
在手動(jog)狀態下,讓刀具靠近毛坯并主軸打開正轉。進給速率減小一點。試切直徑,并+Z方向退刀。主軸停轉,點擊主菜單里面“工具”。點擊“測量”,利用軟件的測量功能把式切直徑測量出來,再把試切直徑輸入到補正里面。如圖3所示。

圖2 平端面

圖3 試切直徑
2.6 仿真加工
確定機床位置后,輸入工件中心坐標,就可以開始仿真加工了。此時將操作面板的MODE旋鈕切換到AUTO模式,點擊Start按鈕,仿真機床就開始自動加工,加工過程如圖4所示。加工完畢的效果圖如圖5。
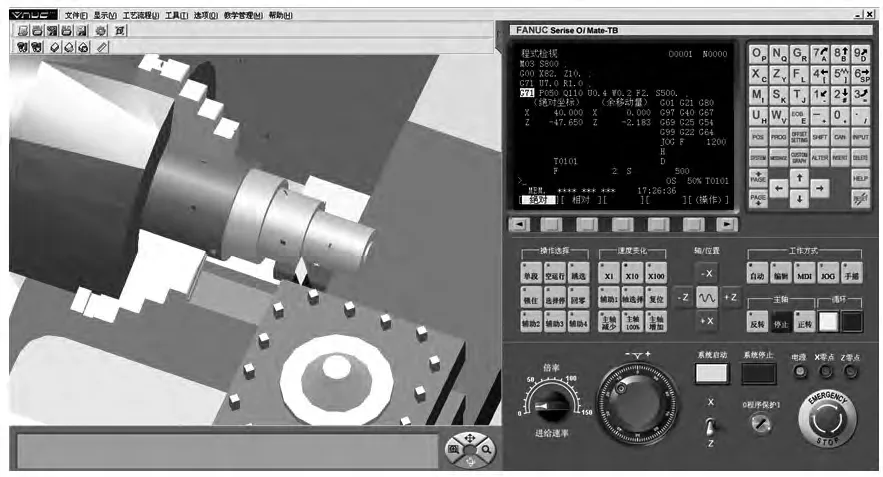
圖4 加工過程示意圖

圖5 加工完畢后的效果圖
3 結語
本文通過設置合理的參數,利用VNUC數控加工仿真軟件實現了導向軸的數控加工代碼驗證,并模擬了該零件在FANUC系統機床上的操作及加工過程,在仿真軟件的推廣、生產質量保障、機床效率提高等方面具有十分重要的意義。
[1]韓偉娜,李欣玉.基于VNUC的虛擬數控機床仿真加工[J].北華航天工業學院學報,2010(06).
[2]陳國慶,沈先君.數控機床仿真在數控教學中的應用[J].科教文匯,2007(30).
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
商業評論(2014年9期)2015-02-28 04:32:41
