工裝設計對冷板焊接質量的影響
2014-12-27 05:24:20尹恩懷安占軍
科技視界 2014年5期
關鍵詞:設計
尹恩懷 安占軍 李 超
(中國電子科技集團公司 第二十研究所,陜西 西安710068)
0 引言
隨著雷達等電子設備逐漸向小型化、集成化發展,各種元器件的集成度越來越高,封裝密度越來越大,導致電子設備的熱流密度急劇上升。傳統的風冷技術已無法滿足高熱流密度器件的散熱需求,需采用更為高效的液冷冷卻技術,而液冷冷卻技術的關鍵部件為液冷冷板,其質量的高低直接影響到整部雷達工作的可靠性[1-3]。液冷冷板通常采用先機械加工再真空釬焊的方法成形,但由于冷板焊前裝配、定位不當,真空釬焊過程中容易出現流道堵塞問題。目前,為適應雷達等產品的小型化發展趨勢,冷板和流道的設計尺寸均在不斷減小,上述問題表現的愈加突出。工裝設計被公認為影響真空釬焊質量的一項重要因素[4-5],高焊接質量的產品需要合理的工裝設計。因此,本文重點研究工裝設計類型對冷板焊接質量的影響。
1 試驗方法
1.1 實驗材料
實驗所選母材為3A21鋁合金,釬料為0.1mm厚的Al-Si-Mg箔材。工裝采用的材料為1Cr18Ni9Ti。
1.2 冷板結構
冷板分為槽板和蓋板,其流道形貌局部圖見圖1所示,流道截面尺寸為2×3mm。冷板蓋板為為3mm的板材。
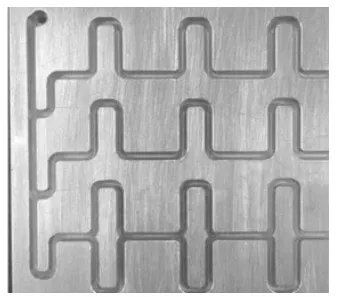
圖1 冷板流道結構示意圖
1.3 工裝設計與焊接結構裝配
本實驗設計剛性工裝和柔性工裝兩種類型。剛性工裝即為螺釘緊固式工裝,其夾緊固定方式為螺釘旋緊方式。由于其耐熱性遠遠高于待焊件,而線膨脹系數又遠低于待焊件,因此焊接加熱過程中往往忽略工裝的膨脹,視其為剛性不變,但實際上會因為待焊件的膨脹而出現少許變形。柔性工裝即C-型彈簧片壓緊式工裝,利用彈簧片的收縮力將工件夾緊,使工件在焊接過程中的受壓狀態基本保持不變。冷板焊接裝配按照自上而下的順序為:不銹鋼墊板、冷板槽板、焊料、冷板蓋板、不銹鋼墊板,見圖2(a)和(b)所示,分別為采用柔性工裝和剛性工裝裝配的焊接結構示意圖。
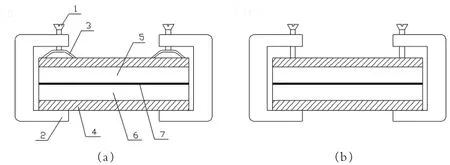
圖2 柔性工裝與剛性工裝裝卡后示意圖
1.4 真空釬焊
設備采用中國電子科技集團公司第二研究所生產的ZHS-120鋁真空釬焊爐。工作真空度為3×10-3Pa;升溫速率控制在約10℃/min,經過300℃、400℃、和550℃時各保溫30min,待爐溫升至600℃時,保溫10min;工件隨爐冷卻至150℃時,取出冷至室溫。
2 試驗結果與討論
2.1 冷板工業CT分析
對采用兩種工裝焊接后的冷板進行了外觀和內部流道分析。圖3(a)為采用柔性工裝焊接的冷板外觀照片,可以看出釬料鋪展均勻,無明顯的焊接缺陷,焊縫外觀質量較高。圖3(b)為采用柔性工裝焊接冷板的工業CT影像,冷板通道內部無雜物及釬料堆積。圖4(a)為采用剛性工裝焊接的冷板外觀照片,由圖可知釬料外溢嚴重。圖4(b)為采用剛性的U-型工裝焊接的冷板工業CT影像,冷板通道內部出現多處堵塞,見圖4(b)中箭頭所指部位。
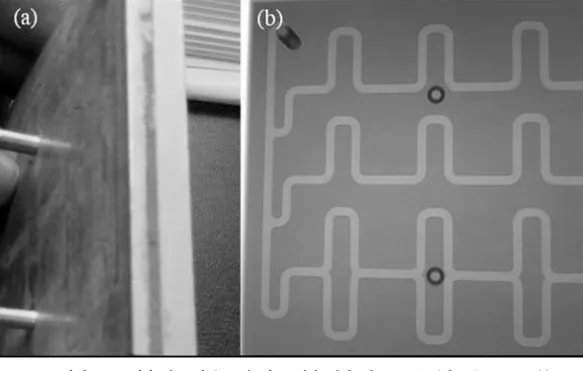
圖3 采用柔性工裝焊接冷板的外部形貌和工業CT影像
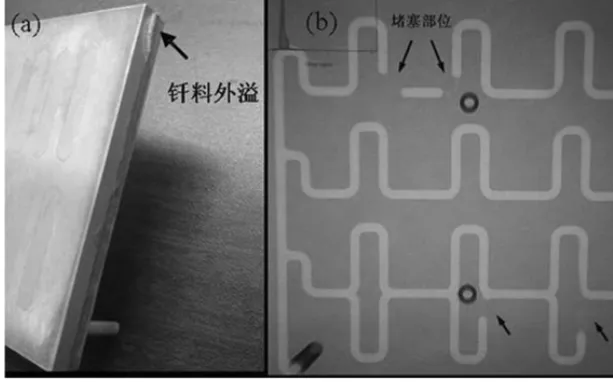
圖4 采用柔性工裝和剛性工裝焊接冷板外部形貌和工業CT影像
2.2 水壓實驗結果
對于采用柔性工裝焊接的冷板,流道內沒有出現堵塞及焊料堆積現象,需進一步進行水壓測試,驗證其水密性,測試參數要求:0.8 MPa,保壓30min。實驗結果表明:在規定的壓力和保壓時間下,冷板無滲水、漏水現象,判斷試驗件全部合格。
2.3 工裝設計對冷板質量的影響分析
在冷板的焊接工裝設計中,需要考慮不同材料受熱變形問題。按照兩種材料熱膨脹系數計算產生的膨脹量差。計算公式為:
ΔL=L×ΔT×Δα=L×ΔT×(α2-α1)
其中:ΔL是熱膨脹產生變化的膨脹量差;L是夾持距離,這里取10 mm;ΔT是釬焊溫度減去室溫,這里取580℃;α1和α2分別是被夾持件和夾持件的平均線膨脹系數(/K)。
本實驗剛性工裝材質選用耐熱不銹鋼,牌號為:1Cr18Ni9Ti,其線膨脹系數為18×106/K,而鋁合金的線膨脹系數為25×106/K。由于線膨脹系數的不同,冷板在焊接過程中受熱膨脹,經計算在焊接溫度的膨脹量為0.04mm,說明冷板所受到的夾持力隨焊接溫度的升高而不斷增加,當溫度升高到釬料熔點時,熔融釬料在較大夾持力作用下將沿著焊縫流動,進而流向冷板外部或流道內部,由圖4(a)顯示釬料向冷板外部流動出現釬料塊,圖4(b)顯示釬料向流道內部流動導致流道堵塞。通過對比,采用柔性的C-型工裝焊接的冷板,由于冷板的受熱膨脹量可以隨著柔性的C-型工裝變形而得到有效釋放,焊接過程中的夾持力幾乎保持不變,焊接成形后沒有出現明顯的釬料流動現象,可以有效避免流道堵塞問題。
3 結論
由于不銹鋼的線膨脹系數大于鋁合金,所以剛性工裝在受熱膨脹過程中產生較高的夾持力,引起液體釬料流向冷板外部和流道內部,最終導致冷板堵塞;柔性工裝由于夾持力變化不大且均勻,受冷板熱膨脹的影響較小,沒有出現釬料向流道內堆積和外溢現象,經水壓0.8 MPa,保壓30min測試冷板無泄漏。
[1]宋君.相控陣雷達冷板的加工技術研究[J].電子機械工程,2002,18(3):59-62.
[2]張兆光.固態有源相控陣雷達冷卻技術探討[J].現代雷達,1996,18(1):88-95.
[3]安占軍.冷板加工工藝研究[C]//第十七屆全國釬焊及特種連接技術交流會論文集:394-395.
[4]賈建中.真空鋁釬焊夾具設計淺析[J].電子機械工程,2005,21(1):49-51.
[5]馮展鷹.鋁合金毫米波構件真空釬焊工藝[J].電子機械工程,2010,26(6):45-47.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
