基于FGB法的船體曲面拼板焊接工藝研究
2015-01-01 02:23:28鞠理楊劉建峰
船舶與海洋工程 2015年5期
鞠理楊,喻 軍,劉建峰
(1. 江蘇科技大學船舶與海洋工程學院,鎮江 212003;2. 上海外高橋造船有限公司,上海 200137)
0 引 言
隨著我國焊接技術的迅速發展,各大企業不斷推廣自動化焊接來提高生產質量和效率,因此各行各業對于高質量、高效率自動化焊接技術的需求越來越迫切。在船體曲面結構建造中,因受胎架條件的限制,通常不能把工件進行翻轉施工,大多采用CO2陶質襯墊單面焊雙面成形來完成,由于受焊接變形、焊工技能、焊接材料及性能等多種因素的影響,該方法使焊工勞動強度相對較大、耗費工時多,質量可靠性與焊工技能關聯大,輔助材料多等實際情況。
1 FGB法焊接工藝
1.1 FGB法起源和應用價值
FGB法(柔性玻璃纖維熱固焊劑襯墊焊接)是近年來從日韓引入國內的高效焊接工藝,主要應用于曲面鋼板的拼接以及船體建造中船臺合攏階段,甲板、內底板大焊縫的焊接。其特點是簡便、省力及材料成本相對較低。FGB法焊接工藝脫胎于FAB(柔性石棉襯墊焊)法焊接工藝,FAB襯墊是日本在1974年研制成功的,在造船和橋梁等施工現場獲得實用后,證明能有效地提高焊接效率,并可顯著減少焊工勞動強度。將 FAB法襯墊改換為柔性玻璃纖維襯墊,在曲面板拼板時應用這種自動化焊接工藝。有效降低焊接殘余應力和變形,大幅減少船體曲面板材焊接裝配過程中用來定位的臨時馬板的使用,提升自動化焊接率,減少焊后打磨修整工作量,從而減低人員勞動強度,縮短胎位周期,進而實現降低生產成本,提高生產效率的目的。表1詳細說明了FGB法對比原CO2氣體保護焊的優勢。

表1 曲面外板一般FCAW焊與FGB焊變形對比
1.2 國內應用
江南造船廠1981年引進FAB-1型襯墊和US-43焊絲、PF1-45焊劑、RR-2金屬粉等焊接材料。經過工藝認可試驗,取得ZC(中國船舶檢驗局)和LR(英國勞氏船級社)的認可。自1982年起,先后在16000t煤輪、27700dwt以及20000t散貨船等多艘船舶的內底縱橫對接縫上得到了應用。所用鋼材為D級低碳鋼,焊縫總長大于1000m,總合格率達到99%。
FGB法焊接工藝不同于在平直板上應用較多的FAB焊接工藝,它對焊縫加工精度的要求非常高,坡口間隙要求在0~3mm。因此,如果曲面板拼板時安裝定位的精度控制水平達不到要求,就很難將FGB法應用在胎架上的曲面外板上。圖1為曲面板拼板定位精度控制示意圖。在曲面外板拼板時傳統的CO2氣體保護焊容易產生焊接收縮變形和角變形,造成外板安裝線和底線不重合或者是焊縫附近板的上拱,降低曲面外板拼板焊接的精度,嚴重影響焊接產品的質量,需要加放焊接余量或者提前在胎架上加放一定的反變形來平衡焊后變形[1]。

圖1 曲面板拼板定位精度控制示意
在國內,由于受焊接技術以及精度控制水平的影響,FGB法焊接目前還未在曲面外板焊接上得到應用。目前的曲面拼板焊接方法主要還是CO2氣體保護焊和傳統的埋弧自動焊,由于產生焊接變形,因而往往需要用大量的臨時馬板來定位。而且,傳統的方法效率較為低下,成本較高。而在國外焊接技術先進的國家,由于精度管理水平較高,焊接變形預測水平高,因而焊接余量控制得很好,已經可以取消臨時馬板,實現更為高效的曲面外板拼板焊接。圖2為傳統的曲面外板焊接工藝對比FGB法焊接工藝。

圖2 中國和韓國船廠曲面外板拼板焊接
2 焊接過程數值仿真
采用ANSYS中熱——結構耦合單元,建立模型,定義約束條件,采取“生死單元”的方法施加溫度載荷,來模擬 FGB法焊接工藝中鐵粉融化的過程,尋找到計算代價較小,適用于工程計算的合理方法對平板焊接進行數值模擬。圖3為溫度場計算過程中各個時間點的溫度云圖。表2為焊件的各項物理參數,焊接工藝參數主要參照FAB焊接工藝參數并作一定修改來確定。表3為焊接工藝參數。

表2 焊件各項熱物理參數

表3 焊接工藝參數
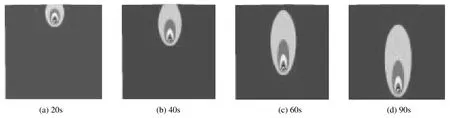
圖3 焊接過程的溫度云圖
圖4 將結果放大50倍之后的變形
從圖3可知,焊接熱源的溫度場分布形狀基本不變,呈橢圓形分布,熱量主要集中在橢圓形熱影響區的前部。從 20s,40s,60s,90s的溫度云圖中可以看出隨著焊接熱源的移動,熱影響區的位置也在不斷地變化,逐漸從焊接薄板的一端向另外一端移動。由于熱量累積的影響,焊接板的整體平均溫度也逐漸升高,直到達到準穩態。其最高溫度也逐漸增加到2130℃。圖4為焊接變形。由圖可知,因為起止端未加引熄弧板,模型處于自由狀態,電流不穩定,所以電弧處于不穩定狀態,焊縫起止端變形較大[2]。
3 FGB法焊接工藝試驗
3.1 前期準備
本次實驗采用16mm、18mm、21mm三副不同厚度的試件進行對接焊試驗,具體尺寸見表4。
FGB法埋弧自動焊通常坡口形式為 V型坡口,角度45~50°,本次試驗根據現場生產需要,坡口角度為 40°;坡口的清理要求規定必須將焊接坡口及坡口兩側各寬20mm范圍內的氧化物、水分、油污等清除干凈。焊件裝配時板材必須放平整,裝配間隙最大不能超過3mm。需要點焊對試件進行定位,在裝配定位焊時,不允許有氣孔、夾渣、裂紋、焊穿等焊接缺陷。試件采用尺寸為 250mm×300mm的彈性引熄弧板,板厚與母材相同或-2~2mm。另外對于預熱溫度的規定要求是當周圍環境溫度低于0℃時需要進行預熱。
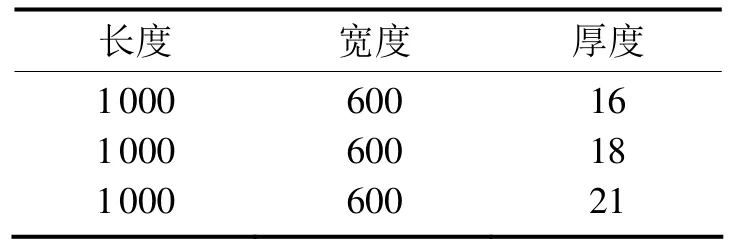
表4 工件尺寸 單位:mm
3.2 焊接襯墊安裝和焊道布置
焊接試板裝配完成之后要進行襯墊的安裝及鐵粉的鋪設。FGB法是將軟襯墊黏貼在鋼板接縫反面,正面實施埋弧自動焊,因此 FGB法選用的襯墊必須是專用的、特殊的襯墊。在安裝襯墊時,需要特別注意襯墊與焊接試板的背面緊密黏合,并且襯墊與襯墊的銜接處應相互無間隙,防止在焊接過程中造成襯墊與襯墊銜接處的焊縫焊穿等現象。襯墊安裝見圖5,焊接過程和試件成形見圖6。
鐵粉應均勻地平鋪在焊接試件的坡口內,鐵粉的鋪設厚度要求見表5。

表5 鐵粉鋪設厚度

圖5 FGB法襯墊安裝

圖6 焊接進行過程和試件成形
3.3 試驗數據分析
在焊后24h對焊接的橫向收縮變形和垂向變形進行測量,并將測量結果與有限元計算結果進行對比,得出相應的曲線圖(見圖7、8、9)。
由圖7~9可知:焊后在焊縫附近產生了明顯的收縮變形和角變形,這是由于焊縫的冷卻收縮造成的。對于16mm、18mm和21mm的板,板越厚,變形越小。由曲線圖分析:試驗數據與計算數據整體趨勢一致,局部有一定的誤差,計算數據整體偏小,這是因為高溫下材料物理參數的不準確以及實驗時焊接電流的不穩定造成的[3]。試驗證明:FGB法造成的焊后變形很小,且不需在曲面板上加焊夾具“馬板”進行定位,可以應用到現場曲面外板的拼板焊接。
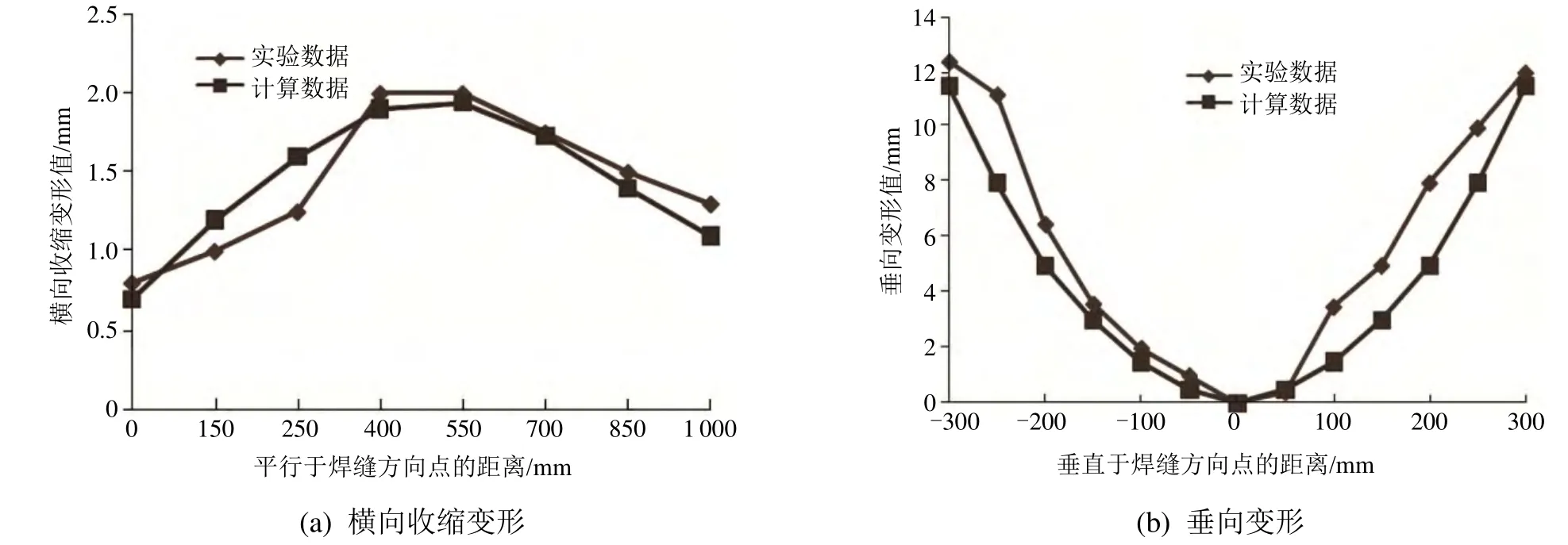
圖7 16mm板變形曲線
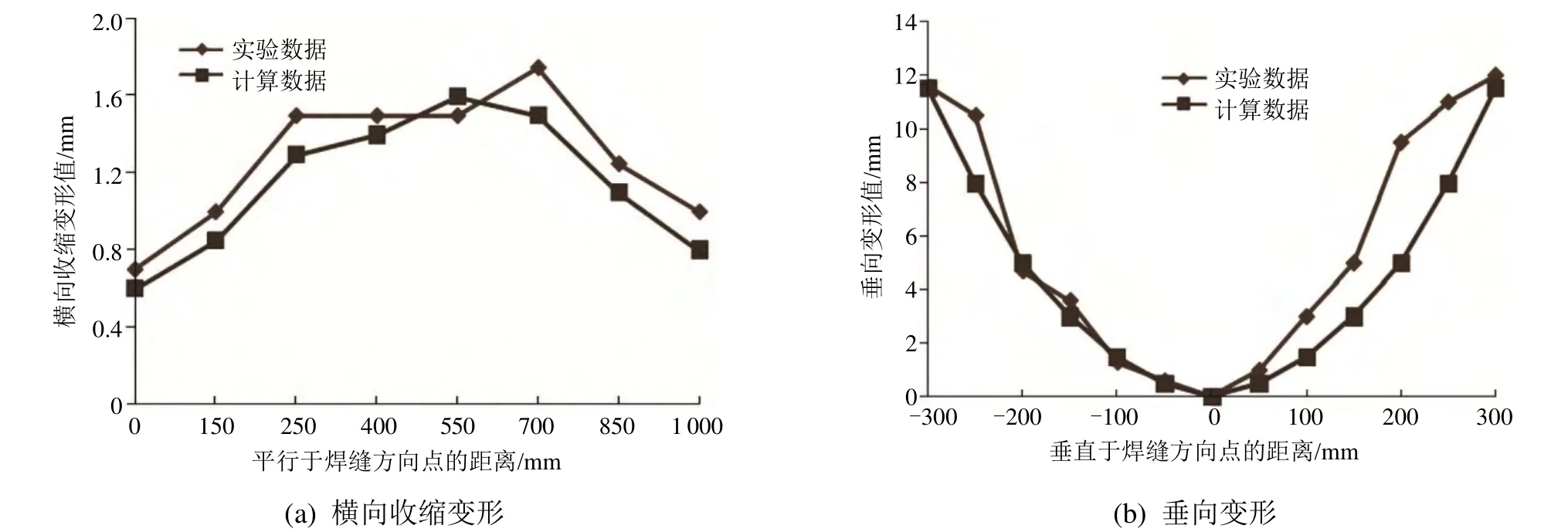
圖8 18mm板變形曲線
圖9 21mm板變形曲線
4 實船曲面外板焊接FGB法應用
針對FGB法的應用,在船廠進行了現場焊接試驗。FGB法曲面拼板焊接時并沒有使用傳統的“馬板”,焊接自動化水平得到了很大的提升。盡管在現場焊接過程中出現局部未成型等一些問題,但是不妨礙對整條焊縫焊接變形的測量。在焊縫中心兩側50mm處各劃一直線,每隔2m一個肋位,在每檔肋位上取一個測點,共5個,焊接完成,焊道冷卻后測量兩點間的距離。得出變形數據見表6。
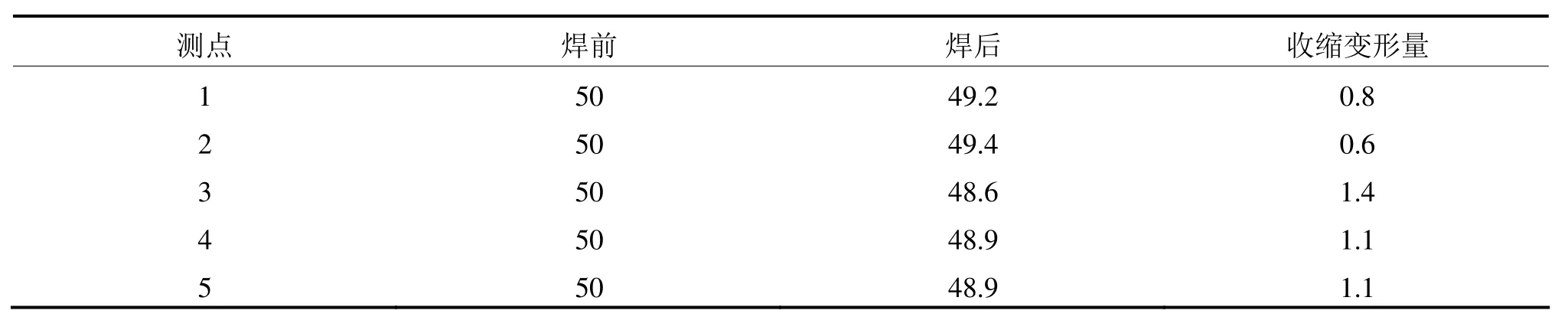
表6 FGB法現場焊接變形測量數據 單位:mm
由表6可知,現場焊接的變形數據較小。雖然是手工測量,準確度較低,但是總體上來說,可以說明FGB法焊接引起的收縮變形大約在1mm。比實驗室的試驗數據小很多,這主要是由于生產現場板的體積和重量較大,由于遠端板的重力較大,對角變形形成了約束,所以角變形非常小,由角變形引起的那一部分橫向收縮可以忽略不計[4]。
5 結 語
FGB法焊接工藝具有焊后變形小、焊接效率高等優點。對于一般常用的CO2氣體保護焊來說,需要加放一定的余量或者反變形來平衡焊后變形。而FGB法可以完全不需要通過調整胎架的方式加放反變形[5]。關于焊縫收縮補償量,建議:板厚小于18~20mm單邊加0.5mm的補償量,大于此板厚的建議不放補償量。也可以根據實際測量加放,或在兩次劃線時處理。
綜上所述,在曲面外板拼板焊接時使用 FGB工藝可以提升焊接自動化水平,焊接效率提升明顯,節約輔助材料。不會新增加焊接設備,可以利用常用的埋弧自動焊焊機,值得國內船廠推廣和應用。
[1] 唐東紅. 工藝系統變形分析及精度控制技術研究[J]. 機床與液壓,2008 (1): 70.
[2] 紀卓尚,等. 船舶制造工藝力學[M]. 北京:國防工業出版社,2005.
[3] 劉玉君,李艷君. 確定焊接反變形的數值模擬及規律分析[J]. 船舶力學,2008 (2): 277.
[4] 楊 振,劉建峰. 溫度場變化對船塢搭載精度控制的影響研究[J]. 船舶與海洋工程,2013 (3): 16-20.
[5] 徐 東,楊潤黨,王文榮,等. 船體結構焊接變形預測與控制技術研究進展[J]. 艦船科學技術,2010 (1): 132.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
