動力鋰電池蓋帽焊接夾具設計
2015-01-09 09:43:56孫海燕苗雅麗
電焊機 2015年8期
孫海燕,苗雅麗
(濟源職業技術學院,河南濟源459000)
動力鋰電池蓋帽焊接夾具設計
孫海燕,苗雅麗
(濟源職業技術學院,河南濟源459000)
針對動力鋰電池蓋帽的焊接設計了多工位夾具,由上料部分、壓緊部分和下料部分組成。氣缸為壓塊提供壓緊動力,上料夾緊,實現激光焊接,下料實現手動和自動聯動控制,能提高生產效率及穩定性。
電池蓋帽;激光焊接;通用夾具
0 前言
激光焊接是一種精密焊接方式,影響焊接質量的主要因素除了激光器的種類選擇和工藝探索以外,制約激光焊接進一步發展的是焊接夾具的研發,夾具的精確程度與激光焊接的質量高低緊密相關[1-4]。夾具的性能既影響生產率,又直接關系到產品的質量[5-6]。
動力電池蓋帽作為動力電池的重要組成部分,其焊接質量的好壞直接影響動力電池的整體性能[7-8]。為提高加工效率及保證焊接質量的穩定性,設計了一種專用電池蓋帽焊接夾具,能夠保證較高的焊接效率和較好的焊接效果,且該夾具通用性強,一套夾具可焊接多種規格的動力電池蓋帽。
1 焊接總體設計
1.1 焊接產品描述
所焊接產品由A、B兩部分組成,A為鋁、B為鎳合金(可被磁鐵吸附),如圖1a所示。焊接方式為點焊,一共12個焊點,如圖1b所示。需要將A和B連接在一起,承受12 kg以上的拉力。
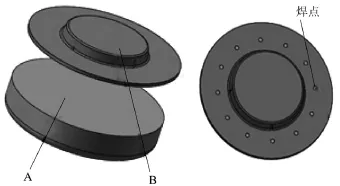
a產品示意b焊點示意圖1 焊接產品各部分細節
1.2 焊接機構總體設計
為提高焊接效果,采用脈沖激光作為焊接熱源,激光束經過高速x、y振鏡片傳輸,對所需焊點進行高效定位焊接,整體機構如圖2a所示。為了便于調試,振鏡部分與手動升降機構固定,可以通過手動升降機構對振鏡與工件的相對高度進行調節,便于焊接夾具的安裝,如圖2b所示。
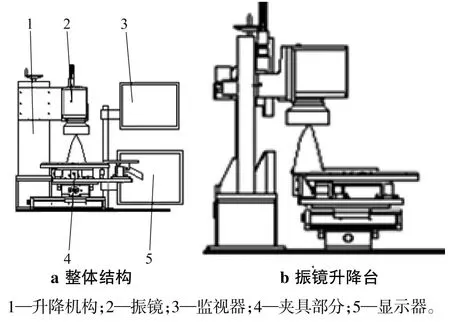
圖2 總體機構
2 焊接夾具設計
2.1 夾具機構總體設計
夾具總體結構如圖3所示,主要由上料轉盤夾具、壓緊部分、下料部分、傳感器、XY線性模組等組成,整體安裝在焊接振鏡正下方。夾具操作流程如圖4所示,焊接作業時,人工將產品(事先粘接好的半成品)放入上料轉盤夾具6內,夾具按照圖中所示方向旋轉,夾具每次旋轉一個工位停頓一次,此時壓緊部分7開始向下運動并夾緊電池蓋帽,同時壓緊部分的氣缸磁性開關檢測到信號,給激光指令開始出光焊接。焊接完成后壓緊部分7向上運動松開電池蓋帽,下料部分8將焊接好的產品通過吸附的方式下料,然后轉盤旋轉到下一個工位。
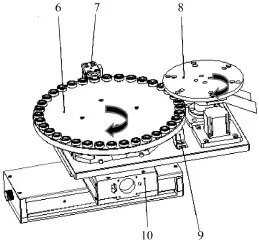
6—上料轉盤夾具;7—壓緊部分;8—下料部分;9—傳感器;10—XY線性模組。圖3 夾具部分總體機構
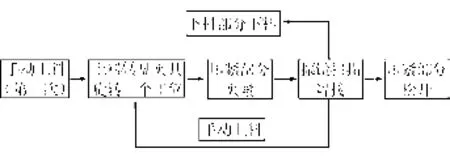
圖4 夾具操作流程
2.2 夾具細節
夾緊夾具主要由上料轉盤和壓緊部分組成。上料轉盤分別由轉盤、隨行夾具、電動旋轉臺組成,為了提高生產效率,共設計36個隨行夾具,每個隨行夾具固定在轉盤上,由步進電機驅動電動旋轉,如圖5a所示。
壓緊部分由壓塊和帶滑臺氣缸組成,當上料轉盤夾具旋轉到指定位置后,壓緊部分向下運動,壓緊產品,壓塊由紅銅制成。壓塊與產品接觸部分為鏤空設計,避免夾具對激光束的遮擋,如圖5b所示。
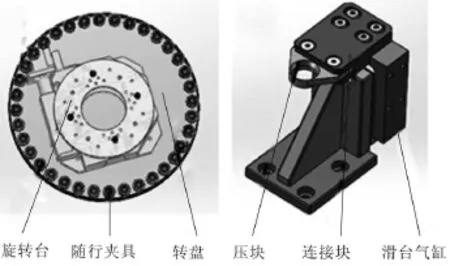
a上料轉盤夾具b壓緊部分組成圖5 焊接夾具機構
隨行夾具嚴格按照電池蓋帽的結構進行三維仿形設計,保證與電池蓋帽的貼合度。為了保證定位精度,隨行夾具通過螺釘和定位孔固定在轉盤上,如圖6a所示;壓緊部分內連接塊和滑臺氣缸固定在一起,連接塊和壓塊通過螺釘固定在一起。壓塊和連接塊為鑲嵌式設計,可以進行快速更換,如圖6b所示。圖6c為夾緊夾具的剖示圖。
下料部分由轉盤、軸承座、同步輪、步進電機、滑道及擋板等組成,轉盤上開孔,孔內鑲嵌強磁鐵,下料轉盤轉過工位吸附起焊接好的產品,當轉盤吸附的產品轉到滑道位置時,被擋板擋住,當轉盤繼續旋轉時,由于產品被擋住而脫離磁鐵,此時會從轉盤上掉落從而進入滑道滑出,下料夾具主視圖如圖7a所示,圖7b為下料夾具俯視圖,圖7c為下料部分刨示圖。
下料部分采用磁鐵吸附產品,根據理論和經驗相結合選取直徑12 mm,厚度5 mm的磁鐵。圓形磁鐵磁感線分布為中間強,四周弱。當磁鐵吸附焊接好的產品后在轉盤的帶動下被擋板擋住從而脫離磁場中心區域,在產品自身重力作用下掉下來,經由料道滑落,實現自動下料。

圖7 夾具下料部分機構
3 結論
(1)配合激光焊接,設計電池蓋帽焊接夾具,該夾具設計簡單,易加工,可操作性強。
(2)通過定位銷等對焊接位置進行定位,滑臺氣缸對工件夾緊,起到定位夾緊功能,成功的實施激光焊接。
(3)該夾具系統生產效率高,生產質量穩定,提高了實際生產的效益。
[1]鄭啟光,辜建輝,王濤,等.激光深熔焊接的熔池行為與焊接缺陷的研究[J].激光技術,2000,24(2):90-94.
[2]梅麗芳,陳根余,金湘中,等.車用鋁合金光纖激光搭接焊的研究[J].中國激光,2010,37(8):2091-2097.
[3]彭彪.光纖激光器在工業加工領域的全方位表現[J].激光技術與應用,2008(2):5-7.
[4]王長生,薛小懷,樓松年.薄板焊接變形的影響因素及控制[J].焊接技術,2005,34(4):66-68.
[5]李紹炎.一種可調式精密環縫凸焊夾具設計[J].機械工程師,2009,(4):110-112.
[6]陳玉華,柯黎明,徐世龍,等.超薄不銹鋼片的微激光焊接工藝研究[J].材料工程,2008(11):28-31.
[7]唐琛明,王興威,沙永香,等.動力型18650鋰離子電池的過充電性能[J].電源技術,2007,31(11):885-887.
[8]陳守平,張軍,方英民,等.動力電池組特性分析與均衡管理[J].電池工業,2003,8(6):265-271.
Weld fixture design of power lithium battery blocks
SUN Haiyan,MIAO Yali
(Jiyuan Vocational and Technical College,Jiyuan 459000,China)
In this paper,a general-purpose fixture of welding for combination of power lithium battery blocks was designed.The fixture was assembled by material-applying part,clamping part and product-sending out part.The air cylinder provided the compaction power for the briquetting.Turned the manual and automatic control of feeding,clamping,laser welding,blanking into reality,improved the production efficiency and stability.
super capacitor;laser welding;general-purpose fixture
2015-03-20;
2015-04-26
孫海燕(1973—),女,河南濟源人,副教授,碩士,主要從事機械設計與制造、機電一體化技術方面的教研工作。
TG431
B
1001-2303(2015)08-0126-03
10.7512/j.issn.1001-2303.2015.08.27
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
