基于PLC的固定式壓縮機站控系統(tǒng)
2015-01-13 02:19:26湯雪松
化工自動化及儀表 2015年9期
關(guān)鍵詞:系統(tǒng)
陳 曦 湯雪松
(河北工業(yè)大學(xué)控制科學(xué)與工程學(xué)院,天津 300130)
隨著科學(xué)技術(shù)的發(fā)展,自控系統(tǒng)已經(jīng)廣泛應(yīng)用于化工生產(chǎn)的各個領(lǐng)域[1~4]。在工業(yè)生產(chǎn)過程中除了要保證產(chǎn)品質(zhì)量外,還要保證生產(chǎn)過程的安全和高效。化工生產(chǎn)的原材料常為有毒氣體或液體,所以安全性需要極大的保障,這就要求在生產(chǎn)過程中各級監(jiān)控環(huán)節(jié)能夠?qū)崟r監(jiān)控各項生產(chǎn)指標(biāo),控制系統(tǒng)精確地控制裝置各環(huán)節(jié)的正常運行,并在發(fā)生故障時及時報警。
筆者基于S7-200PLC設(shè)計某固定式壓縮機站的自控系統(tǒng),在實際工程中用于叔碳酸的生產(chǎn)控制[5]。
控制系統(tǒng)的機械部分主要是固定式壓縮機站,采用YB3-315M-6-90KW型防爆電機,用于驅(qū)動泵機、風(fēng)機及壓縮機等傳動機械,保障系統(tǒng)中潤滑油壓力、排氣壓力及排氣溫度等在正常工作范圍內(nèi),該電機在工作時的噪音低、振動小。電氣部分由非標(biāo)啟動柜和機上控制元件組成,電源采用三相五線380V(AC)/50Hz。
由于該控制系統(tǒng)用于化工生產(chǎn)過程,工作環(huán)境惡劣,因而選用工作穩(wěn)定且抗干擾能力強的S7-200PLC作為控制核心。顯示部分則選用TD200。
系統(tǒng)的現(xiàn)場數(shù)據(jù)采集、控制和顯示部分的結(jié)構(gòu)如圖1所示。CPU226的接線如圖2 所示。系統(tǒng)采用壓力變送器測量潤滑油壓力、冷卻水壓力和排氣壓力,信號被轉(zhuǎn)換為4~20mA(DC)輸出,用于監(jiān)控潤滑油壓力和冷卻水壓力穩(wěn)定在0.0~1.0MPa,1~4級排氣壓力分別穩(wěn)定在0.0~0.6MPa、0.0~2.0MPa、0.0~6.0MPa、0.0~16.0MPa。系統(tǒng)采用溫度變送器測量潤滑油的溫度和排氣溫度,信號也轉(zhuǎn)換為4~20mA(DC)輸出,監(jiān)控潤滑油溫度穩(wěn)定在-50~150℃,1~4級排氣溫度分別穩(wěn)定在-50~250℃、-50~250℃、-50~250℃、-50~250℃。系統(tǒng)采用ABB變頻器控制壓縮機,在啟動環(huán)節(jié),通過變頻器代替自耦變壓器,以減少電動機啟動電流對輸電線路的影響;在運行環(huán)節(jié),當(dāng)上述過程變量發(fā)生改變時,可通過變頻器的動態(tài)調(diào)頻使各變量穩(wěn)定在設(shè)定范圍;在停車環(huán)節(jié),變頻器設(shè)置為積分停車,實現(xiàn)電機緩慢停車以保護電機自身安全[6]。
2 控制策略
正常狀態(tài)按下電機運行按鈕,控制回路得到220V(AC)電壓,壓縮機開始工作,站控系統(tǒng)也開始監(jiān)控現(xiàn)場的工況。通過S-16AD模塊采集現(xiàn)場數(shù)據(jù),并將壓力及溫度等模擬信號轉(zhuǎn)換成數(shù)字信號送入PLC處理,在CPU得到實時數(shù)據(jù)后通過程序中的PID模塊計算現(xiàn)場氣動閥的開度控制各級壓力,通過控制現(xiàn)場加熱器來控制各級溫度,保證整個系統(tǒng)工作在設(shè)定范圍[7]。
為了實現(xiàn)現(xiàn)場氣動環(huán)節(jié)的快速動作,氣動閥PID參數(shù)要選取合理,此處PID參數(shù)整定是通過衰減曲線法得到的,整定成4∶1的衰減曲線。具體整定方法:先去掉積分和微分作用,將用純比例控制的比例帶整定為4∶1曲線,記下此時的比例帶δs和振蕩周期Ts,通過表1給出的經(jīng)驗公式進行計算。
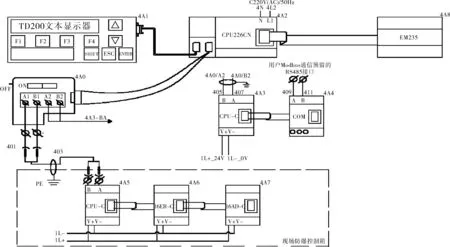
圖1 現(xiàn)場數(shù)據(jù)采集、控制和顯示控制系統(tǒng)結(jié)構(gòu)示意圖
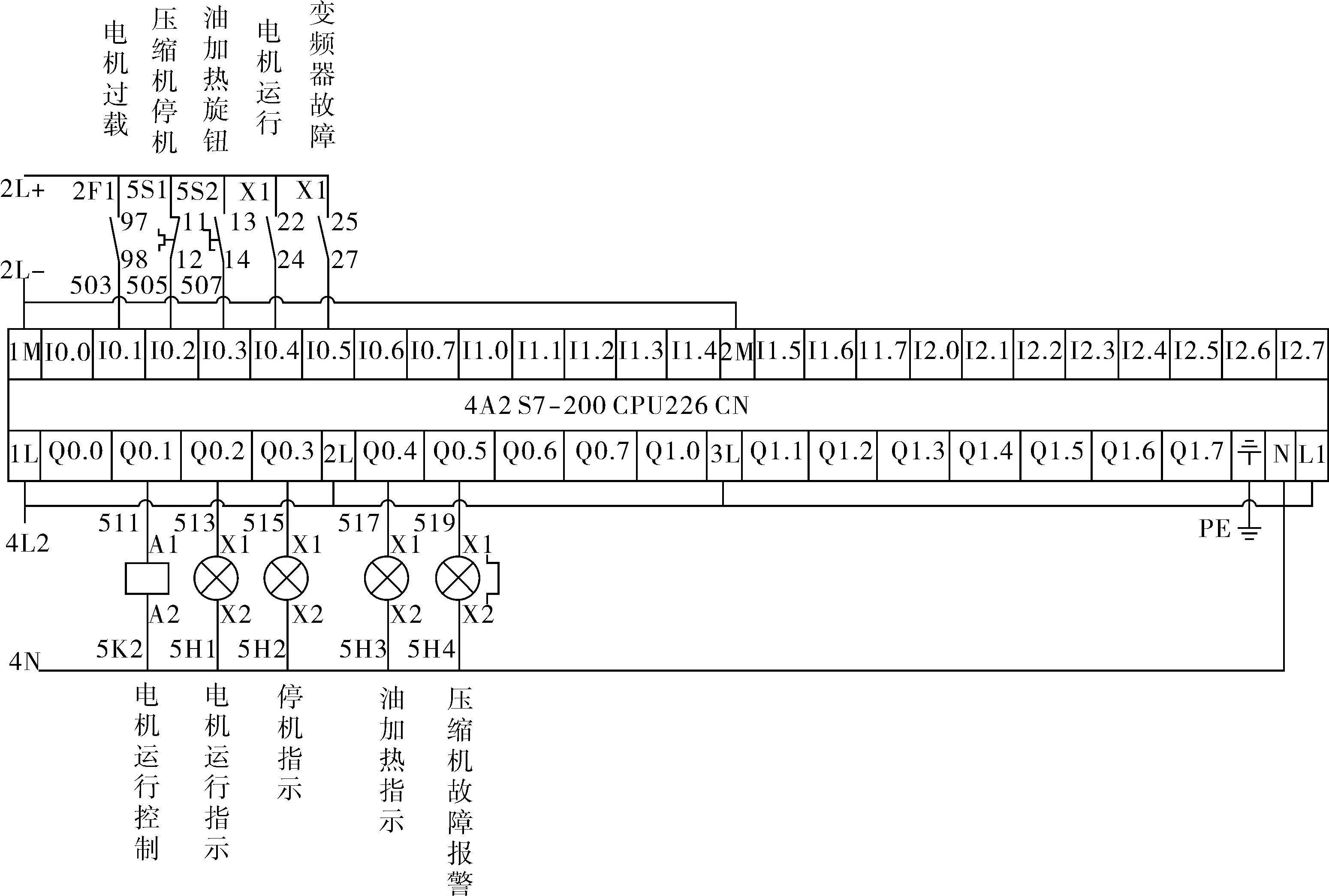
圖2 CPU226接線示意圖
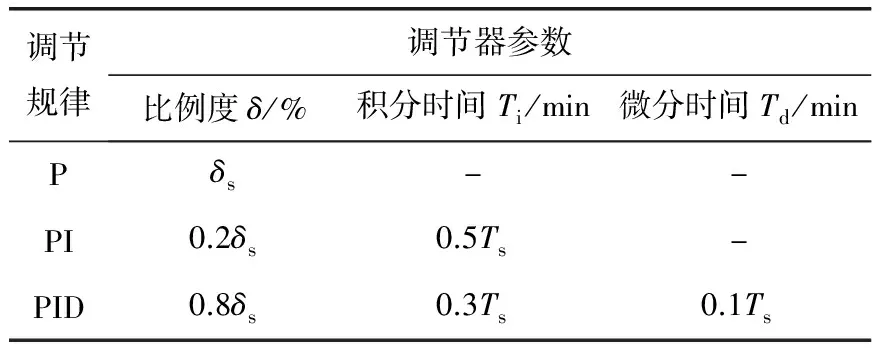
調(diào)節(jié)規(guī)律調(diào)節(jié)器參數(shù)比例度δ/%積分時間Ti/min微分時間Td/minPδs--PI0.2δs0.5Ts-PID0.8δs0.3Ts0.1Ts
3 主程序
系統(tǒng)程序主要部分包括主程序、主站程序和子程序。控制系統(tǒng)主程序流程如圖3所示,粗略分為啟動系統(tǒng)、數(shù)據(jù)采集、參數(shù)比較、數(shù)據(jù)處理和動作控制5個部分。
子程序包括開關(guān)量控制、模擬量控制、加熱、翻頁、計時及數(shù)據(jù)采集等模塊。主程序通過調(diào)用各子程序完成控制任務(wù),主站程序完成地址分配。圖4中,采集模塊用于現(xiàn)場信號采集,計時模塊用于記錄設(shè)備上電后工作的時長,開關(guān)量控制模塊用于處理現(xiàn)場按鈕的信號,模擬量控制模塊處理現(xiàn)場采集信號,顯示、賦值、翻頁處理或顯示TD200的信號。
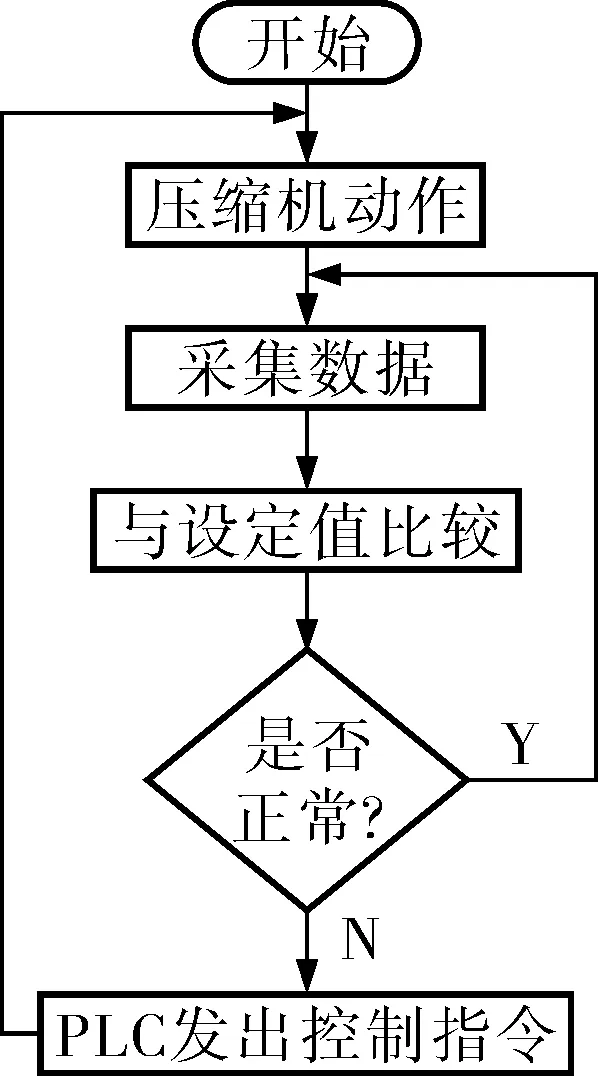
圖3 主控流程
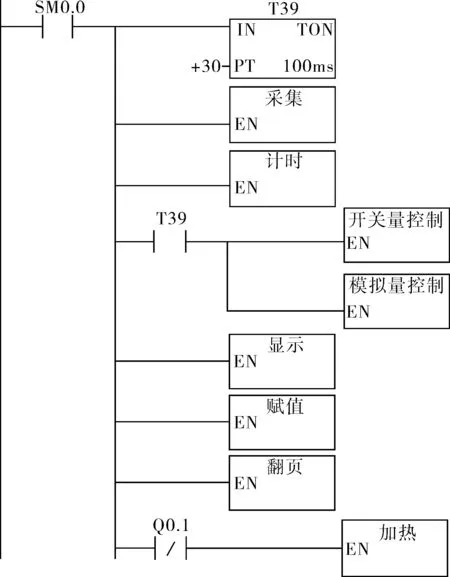
圖4 子模塊邏輯程序
4 結(jié)束語
筆者設(shè)計的固定式壓縮機站控系統(tǒng),結(jié)構(gòu)合理、能夠自動控制并調(diào)節(jié)整個生產(chǎn)過程,控制性能可靠,調(diào)節(jié)也及時高效。在有機酸的實際生產(chǎn)過程中,該系統(tǒng)實現(xiàn)了各環(huán)節(jié)的自動控制與調(diào)節(jié),保證了生產(chǎn)過程的安全、穩(wěn)定,提高了企業(yè)生產(chǎn)效率。
[1] 向曉漢,陸斌.西門子PLC高級應(yīng)用實例精解[M].北京:機械工業(yè)出版社,2010.
[2] 彭琳.化工廠蒸汽平衡的控制方案研究[J].石油化工自動化,2014,50(5):22~24.
[3] 郁漢琪.電氣控制與可編程控制器應(yīng)用技術(shù)[M].南京:東南大學(xué)出版社,2009.
[4] 郭洲,荊瀟.壓縮機系統(tǒng)回路中平衡壓力的計算研究[J].石油化工自動化,2014,50(4):28~30.
[5] 蔣文娟,朱安邦.壓縮機遠(yuǎn)程監(jiān)控系統(tǒng)的設(shè)計與實施[J].自動化博覽,2004,21(3):22~23.
[6] 崔堅.西門子工業(yè)網(wǎng)絡(luò)通信指南[M].北京:機械工業(yè)出版社,2005.
[7] 金飛,許飛云.壓縮機組遠(yuǎn)程監(jiān)測與故障診斷系統(tǒng)及其應(yīng)用[J].機械制造與自動化,2003,23(3):61~63.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32