27SiMn 工程油缸筒體摩擦焊接技術(shù)研究
2015-01-23 11:52:26馮旭劉杰
電大理工 2015年3期
關(guān)鍵詞:焊縫
馮旭 劉杰
1 遼寧裝備制造職業(yè)技術(shù)學(xué)院(沈陽(yáng) 110161) 2 三一重型裝備有限公司(沈陽(yáng) 110027)
熱軋27SiMn 中碳合金結(jié)構(gòu)鋼管是國(guó)內(nèi)外油缸制造企業(yè)廣泛選用的材料,油缸筒體和缸底環(huán)縫焊接常采用埋弧焊、混合氣體保護(hù)電弧焊以及窄間隙氣保焊等方法,上述方法都存在熔合不良、氣孔等缺陷。 通過(guò)油缸產(chǎn)品的焊接結(jié)構(gòu)分析,認(rèn)為該環(huán)縫特別適合摩擦焊接方法,且摩擦焊具有高效率、高品質(zhì)、節(jié)能環(huán)保等特點(diǎn),在油缸產(chǎn)品焊接領(lǐng)域具有極大的推廣應(yīng)用價(jià)值。
具體技術(shù)研究工作分兩個(gè)階段進(jìn)行:前期焊接工藝分析及設(shè)計(jì)并進(jìn)行焊接試驗(yàn);后期焊接接頭焊后熱處理、焊接接頭力學(xué)性能、金相、硬度檢驗(yàn)及分析。
1 焊接接頭的型式設(shè)計(jì)
油缸的制造工藝過(guò)程是先進(jìn)行缸筒內(nèi)壁、缸底粗精加工,然后進(jìn)行缸筒、缸底裝配焊接,焊接后不再進(jìn)行內(nèi)孔加工。眾所周知,摩擦焊接頭有內(nèi)外翻邊,焊后需去除翻邊,由于工藝要求不能進(jìn)行二次加工,因此需要特別設(shè)計(jì)油缸環(huán)縫摩擦焊接的接頭形式。

圖1 油缸試件摩擦焊接頭結(jié)構(gòu)示意圖
設(shè)計(jì)的特殊接頭形式如圖1 所示,試件缸筒為φ 240 壁厚22 mm。為了將缸筒和缸底摩擦焊接時(shí)內(nèi)壁產(chǎn)生的飛邊去除并將其保留在容削槽內(nèi),對(duì)飛邊體積和容削槽體積進(jìn)行了計(jì)算。圖2 為飛邊和容削槽體積計(jì)算尺寸圖。
內(nèi)壁飛邊體積:

D1:油缸外徑尺寸240 mm
D2:油缸內(nèi)徑尺寸196 mm
L1:油缸焊接總的變形量,依據(jù)設(shè)計(jì)要求設(shè)定總的變形量為14 mm。

圖2 飛邊及容削槽體積計(jì)算尺寸
說(shuō)明:由于在內(nèi)壁和外壁產(chǎn)生的飛邊量基本相同,所以總的變形量的1/2 變?yōu)楹附訒r(shí)內(nèi)壁產(chǎn)生的飛邊量。
積削槽體積:
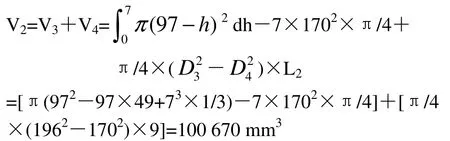
經(jīng)過(guò)計(jì)算,當(dāng)變形量為14 mm 時(shí),容削槽體積100 670 mm3略小于內(nèi)壁飛邊的體積105 416 mm3,經(jīng)計(jì)算當(dāng)變形量為12.70 mm 時(shí),內(nèi)壁飛邊的體積和容削槽的體積相等。通過(guò)調(diào)整焊接變形量,完全可以將飛邊切除并保留在容削槽內(nèi)。

表1 HSMZ-200 混合型摩擦焊機(jī)技術(shù)參數(shù)
2 焊接工藝試驗(yàn)
試 驗(yàn) 設(shè) 備 采用哈爾濱焊接研究所自主研制的HSMZ-200 混合型連續(xù)驅(qū)動(dòng)摩擦焊機(jī),摩擦焊機(jī)的技術(shù)參數(shù)如表1 所示,摩擦焊接工藝參數(shù)如表2。經(jīng)計(jì)算缸筒和缸底的焊接面積為15 060 mm2,在摩擦焊機(jī)焊接參數(shù)范圍內(nèi),HSMZ-200 混合型連續(xù)驅(qū)動(dòng)摩擦焊機(jī)中碳合金結(jié)構(gòu)鋼的焊接面積可達(dá)17 000 mm2。

表 2 摩擦焊接工藝參數(shù)
采用上述摩擦焊接工藝參數(shù)對(duì)三組試件進(jìn)行焊接。第一組試件焊接時(shí)缸筒和缸底中心發(fā)生偏心,且由于2 級(jí)摩擦位移設(shè)定過(guò)小,摩擦產(chǎn)熱不夠沒(méi)有形成良好的摩擦塑性層,出現(xiàn)焊接熔合不良,第二、三組試件焊接成功,內(nèi)飛邊完全容留在容削槽內(nèi)。
3 摩擦焊縫力學(xué)性能及硬度檢驗(yàn)和分析
試件2 進(jìn)行了焊后直接檢驗(yàn)和經(jīng)650℃高溫回火熱處理后檢驗(yàn),從兩組試件上分別取1 個(gè)拉伸試樣、3個(gè)沖擊試樣以及1 個(gè)彎曲試樣,并在PLL-30 萬(wàn)能試驗(yàn)機(jī)上進(jìn)行力學(xué)性能試驗(yàn),其中拉伸試樣與沖擊試樣力學(xué)性能檢測(cè)結(jié)果如表3、表4。彎曲試樣按照d=4a彎曲180°,兩組試件制取的彎曲試樣表面均未發(fā)現(xiàn)裂紋等缺陷,說(shuō)明試件的塑性滿足要求。
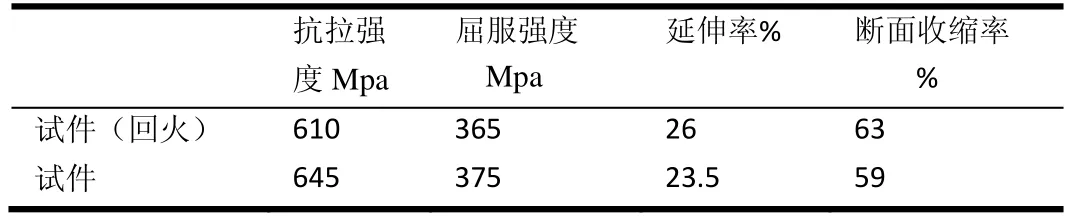
表3 拉伸試驗(yàn)數(shù)據(jù)

表4 沖擊試驗(yàn)數(shù)據(jù)
從表3可以看出摩擦焊接態(tài)和摩擦焊接加650℃高溫回火熱處理后的試件抗拉強(qiáng)度基本一致,并且其它參數(shù)差別也不大,說(shuō)明回火后焊縫的力學(xué)性能改善不是很明顯。兩組試件均斷裂在母材側(cè),但摩擦焊接加650℃高溫回火熱處理后的試樣拉伸時(shí)收縮比較均勻,而摩擦焊接態(tài)的試件出現(xiàn)多處頸縮,并且摩擦焊接態(tài)試樣在焊縫附近經(jīng)過(guò)腐蝕后可以看出焊縫與母材顏色差別較大,而經(jīng)過(guò)650℃高溫回火熱處理后的試件焊縫與母材顏色差別不大。將試件沿軸向剖開(kāi),制取尺寸為22 mm×15 mm×10 mm 的顯微硬度試樣。
以焊縫為中心,從焊縫至兩側(cè)母材每隔2 mm 打一點(diǎn),共七點(diǎn),以壁厚中心為起點(diǎn),向內(nèi)壁、外壁兩個(gè)方向每隔3 mm 打一點(diǎn),共七點(diǎn),在試樣面積區(qū)域內(nèi)共取7×7 個(gè)網(wǎng)狀顯微硬度點(diǎn)。圖4 為顯微硬度試驗(yàn)點(diǎn)分布圖和顯微硬度值圖,表5 為顯微硬度數(shù)值。


表5 顯微硬度值
4 摩擦焊縫金相組織檢驗(yàn)和分析

圖5 斷口形貌
應(yīng)用掃描電鏡對(duì)焊態(tài)和回火熱處理試樣的拉伸斷口、沖擊斷口觀察,圖5 為拉伸試樣斷口和沖擊試樣斷口形貌。拉伸試樣斷裂在母材,斷口韌窩和解理混合斷口,并出現(xiàn)二次裂紋,為韌性斷裂,韌窩淺,韌性較差。沖擊試樣在焊縫處斷裂,斷口為解理斷口。
制取摩擦焊后工件的金相試樣,并在光學(xué)顯微鏡下對(duì)母材、焊縫中心、過(guò)渡區(qū)、正火區(qū)組織進(jìn)行觀察分析。金相組織形貌見(jiàn)圖6。
27SiMn 母材為塊狀鐵素體+珠光體,有帶狀特征,見(jiàn)圖6a;焊縫區(qū)為先共析鐵素體+鐵素體魏氏組織+珠光體,見(jiàn)圖6b;兩側(cè)距焊縫中心線3-6 mm 區(qū)域?yàn)檎饏^(qū),組織細(xì)小的鐵素體+珠光體,見(jiàn)圖6d;位于焊縫區(qū)和正火區(qū)之間的為不完全正火區(qū),不足1 mm 寬度,組織為鐵素體+較破碎的珠光體,見(jiàn)圖6c。焊縫界面為一條較直的線,未見(jiàn)夾雜、氣孔與未焊透現(xiàn)象。但是,由于魏氏組織的存在,導(dǎo)致焊縫沖擊韌性變差,沖擊功降低。
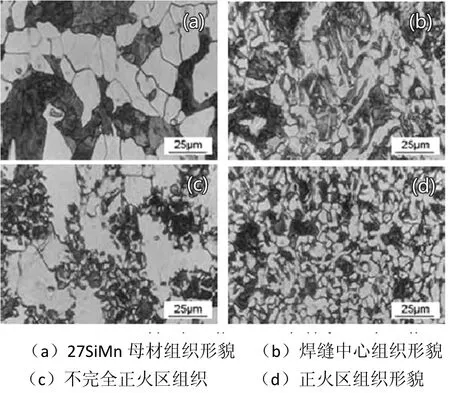
圖6 焊態(tài)焊縫組織形貌
5 魏氏組織的消除
魏氏組織是因摩擦焊接過(guò)熱使奧氏體粗化,在較快的冷卻速度條件下形成的特殊組織。可以通過(guò)優(yōu)化焊接工藝參數(shù),適當(dāng)降低焊縫區(qū)熱量輸入,減少或不產(chǎn)生魏氏組織。對(duì)存在魏氏組織的焊接件采取兩種方案消除魏氏組織:(1)650℃高溫回火熱處理,保溫30min,爐冷到450℃空冷;(2)910℃正火熱處理,保溫15 分鐘,空冷。這兩種熱處理方案獲得的焊縫組織如圖7 所示。
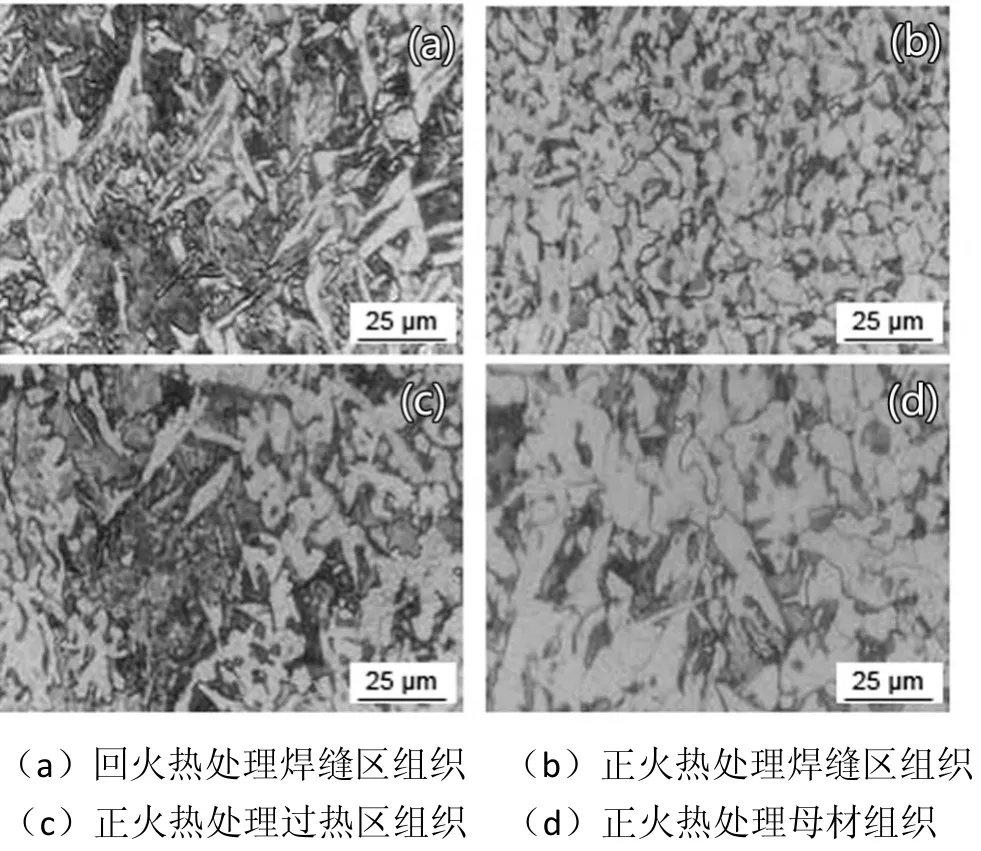
圖7 焊縫熱處理后組織形貌
通過(guò)對(duì)650℃回火熱處理后金相組織觀察,焊縫區(qū)、過(guò)熱區(qū)、正火區(qū)、過(guò)渡區(qū)和母材金相組織與摩擦焊后金相組織相比,除珠光體有輕微球化外,未見(jiàn)明顯變化,以圖7a 回火熱處理后焊縫區(qū)金相形貌為例。由此可見(jiàn),回火熱處理對(duì)魏氏組織的消除和組織改善沒(méi)有明顯效果。
圖7b 為910℃正火熱處理后焊縫區(qū)金相組織形貌,為鐵素體+珠光體,尚可見(jiàn)原來(lái)魏氏組織鐵素體(呈片狀鐵素體)痕跡,較摩擦焊后組織和650℃回火熱處理的金相組織細(xì)化;910℃正火熱處理后的過(guò)熱區(qū)金相組織見(jiàn)圖7c,為鐵素體+珠光體,可見(jiàn)原來(lái)粗大奧氏體晶粒和魏氏組織鐵素體(呈大片狀鐵素體)痕跡;910℃正火熱處理后母材金相組織見(jiàn)圖7d,為鐵素體+珠光體,較原始母材細(xì)化。由此可見(jiàn)通過(guò)910℃正火熱處理,焊縫區(qū)、過(guò)熱區(qū)魏氏組織明顯消除,只殘留一小部分,并且母材的組織明顯細(xì)化,正火熱處理對(duì)改善接頭組織具有明顯效果。由于正火熱處理保溫時(shí)間短,仍可見(jiàn)魏氏組織的痕跡,通過(guò)適當(dāng)延長(zhǎng)保溫時(shí)間,魏氏組織應(yīng)當(dāng)完全可以消除。此外,相信910℃正火熱處理的工程油缸焊縫的力學(xué)性能應(yīng)當(dāng)優(yōu)于摩擦焊后和650℃高溫回火熱處理后焊縫的力學(xué)性能。
6 結(jié)論
(1)對(duì)于φ240 壁厚22 mm 大截面27SiMn 鋼管試件,通過(guò)哈爾濱焊接研究所自主研制的HSMZ-200 型摩擦焊機(jī)成功實(shí)現(xiàn)焊接。
(2)27SiMn 油缸環(huán)縫焊接試件摩擦焊接接頭具有高于母材的強(qiáng)度,所以拉伸試驗(yàn)試件斷在母材一側(cè)。
(3)焊縫界面為一條較直的線,未見(jiàn)夾雜與未焊透。焊縫兩側(cè)正火區(qū)晶粒明顯細(xì)化。
(4)焊縫區(qū)與過(guò)熱區(qū)存在魏氏組織,導(dǎo)致其韌性下降,通過(guò)910℃正火熱處理可以大部分消除魏氏組織并得到較細(xì)的鐵素體+珠光體組,適當(dāng)延長(zhǎng)正火保溫時(shí)間,以徹底消除魏氏組織
(5)接頭形式可將內(nèi)壁飛邊去除并將其保留在容削槽內(nèi)。
[1]中國(guó)機(jī)械工程學(xué)會(huì)焊接分會(huì).第1卷焊接方法及設(shè)備[M].北京:機(jī)械工業(yè)出社社,2001.
[2]陳祝年.焊接工程師手冊(cè)[M].北京:機(jī)械工業(yè)出社社,2002.
[3]曹朝霞.特殊焊接技術(shù)[M].北京:機(jī)械工業(yè)出社社,2009.
[4]邱葭菲.焊接方法與設(shè)備使用[M].北京:機(jī)械工業(yè)出社社, 2012.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07