萃取塔轉子軸加工制作
2015-01-25 05:32:24南京麥馳鈦業(yè)有限公司陳月香
河北農機 2015年5期
南京麥馳鈦業(yè)有限公司 陳月香
1 簡介
該設備主體材料及內部轉子材料均為哈氏合金C276,該材料焊接時會產(chǎn)生一定量的收縮,塔內轉子軸屬于細長軸,輕質物料通過定環(huán)上的孔改善分布效果。該設備外徑Φ406.4mm,塔體總長13m,為方便運輸分3節(jié),內部轉子轉軸為減輕自身重力、降低生產(chǎn)成本而將主軸區(qū)設計成管軸,端部與聯(lián)軸器連接處為實心軸。轉子的制造難度有兩個方面:一是確保轉子軸的直線度;二是盡量降低動環(huán)造成的偏心距。為克服上述問題,需要控制以下環(huán)節(jié):轉子軸的直線度及壁厚的均勻性;動環(huán)的水平度、壁厚一致性及安裝的精確性。
2 加工方案
2.1 原材料
管軸采購時,為保證管軸坯料質量,對供應商提出以下要求:管材同心度≤0.5mm,壁厚偏差+0.5mm,直線度≤L/1000mm;同時對做轉子軸上動環(huán)板材的厚度也作出相關要求:厚度±0.1mm。
2.2 加工步驟
2.2.1 動環(huán)
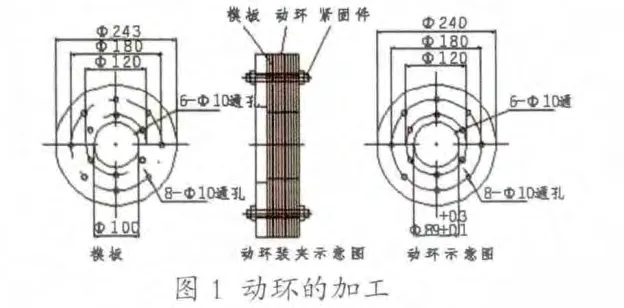
由于動環(huán)厚度t=3.18mm,動環(huán)采用水刀切割下料,內外徑各留3mm車削加工余量。將動環(huán)坯料平放在平臺上檢測動環(huán)的平面度,動環(huán)坯料平面度偏差≤0.5mm,對于超差的動環(huán)坯料進行校平。用不銹鋼板制作一件模板,模板厚度t=15mm,如圖1所示:將所有動環(huán)坯料與模板以外圓為基準裝夾固定,以模板上分布孔位置為基準鉆孔、去毛刺。按圖1示意,用4件M10的螺桿穿過分布孔并用M10的螺母固定,裝夾模板,車削加工動環(huán)的內外徑,內徑為89±0.2mm,外徑為240±0.5mm。
2.2.2 軸加工
如圖2所示,管軸兩端為實心軸,且軸上有鍵槽,為防止在銑鍵槽過程中導致管軸彎曲變形,故先精加工管軸端部實心軸,并加工好鍵槽。因塔體不在我公司加工,為保證每段管軸的長度,在每段軸下實心軸長度留5mm余量,鍵槽、螺紋孔相應增加5mm余量。實心軸插入管軸長度為50mm,此處外徑與管軸端部內徑實配。管軸加工前先測量管軸的直線度,此工作可在車床上通過測量跳動值來完成,跳動值不得大于2mm,否則應校直。為保證管軸與實心軸的同心度,管軸端部60mm范圍內的內徑尺寸車加工與實心軸插入端實配,并做好裝配記號。
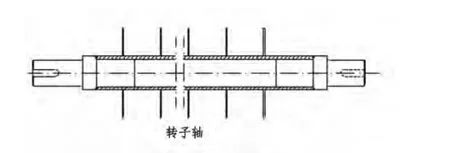
圖2 轉子軸結構
2.2.3 組裝控制
實心軸與管軸組裝、點焊后,在距離管軸端部80mm處鉆1個Φ10mm的孔,通過此孔向管軸內部通入氬氣,保證管軸焊接時內部不被氧化,實心軸與管軸焊接時嚴格控制焊接電流及焊接層間溫度。管軸與實心軸焊接成型后對此軸再次校直。動環(huán)與轉軸焊接時動環(huán)定位采用圖3工裝,進行斷續(xù)焊,每段焊縫長度為20mm。動環(huán)與轉軸焊接成型后對轉軸再次校直,直線度≤L/1000mm。
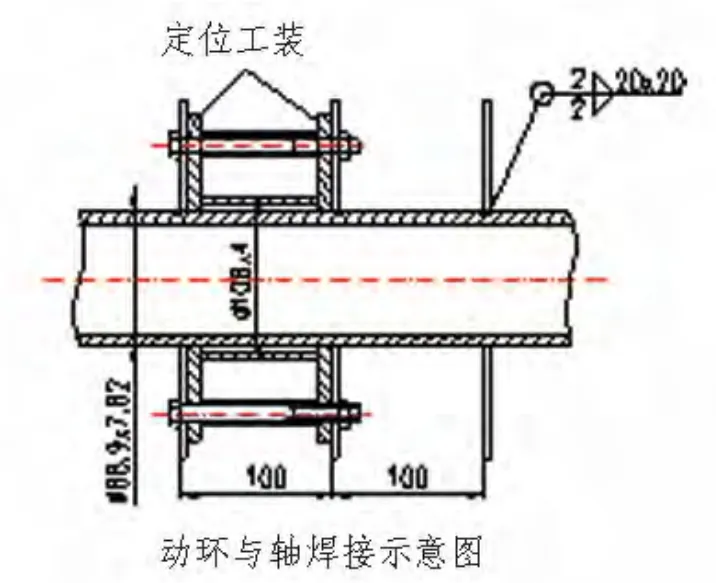
圖3 轉子軸加工定位
3 靜平衡試驗
將帶動環(huán)的軸逐段進行靜平衡試驗,做到隨遇而止。發(fā)現(xiàn)不平衡時應通過在軸與動環(huán)結合面焊接增重方式達到靜平衡。
[1]JB/T4745-2002.鈦制焊接容器[S].國家經(jīng)濟貿易委員會,2003.
[2]路秀林,王者相.攪拌設備(化工設備設計全書)[M].化學工業(yè)出版社,2004.
[3]HG/T20569-2013.機械攪拌設備[S].化學工業(yè)部出版社,2013.
