柴油機曲軸再制造鍍前處理工藝研究
2015-01-29 02:15:02錢海峰雷衛寧唐從順劉維橋
電鍍與環保 2015年5期
錢海峰, 雷衛寧, 唐從順, 劉維橋, 談 衡
(1.江蘇理工學院 機械工程學院,江蘇 常州213001;2.江蘇理工學院 化學與環境工程學院,江蘇 常州213001)
0 前言
曲軸是柴油機最重要的零部件之一。由于長期在高速運轉、交變負荷和高密度負載的條件下工作,曲軸表面易損傷,因而對其性能要求很高。曲軸制造工藝復雜、周期長、價格昂貴,其制造成本約占一臺柴油機的10%~20%[1]。對曲軸進行再制造,提高廢品的利用率并降低成本,對促進資源循環利用具有重要的現實意義。電刷鍍技術是曲軸再制造的常見方法之一,鍍前處理是其重要環節[2-4]。與鋼質曲軸不同,失效的球墨鑄鐵曲軸表面含有大量石墨或孔洞,鍍前處理過程復雜,要求很高。處置不當會造成鍍層與基體結合力不高,甚至出現開裂、脫落等現象,嚴重影響再制造質量。目前這方面的工藝研究還不充分。本文以QT700-2材質的某型柴油機曲軸再制造為對象,對其電刷鍍前處理工藝進行研究,探索簡潔、高效的鍍前處理新工藝。
1 實驗
傳統的表面預處理主要包括除銹、清洗、修整、除油四個步驟[5-6]。球墨鑄鐵經傳統的表面預處理法處理后,依然存在著細微的雜粒和油層,而且加工條紋明顯,晶體組織不锃亮,嚴重影響鍍層的效果,如圖1所示。
本課題組在傳統的表面預處理技術上,增加了電凈和活化兩個步驟。電凈用于去除基體表面的微觀油污,活化則用于去除基體表面的膜層和碳元素微粒。
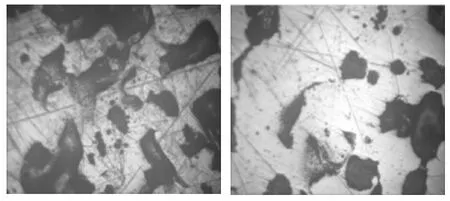
圖1 球墨鑄鐵經傳統表面預處理法處理后的表面形貌
1.1 實驗原理
電凈是以電化學原理為基礎,將試件與堿性電凈液分接兩極,并用電凈液擦拭工件表面的過程[7]。不同材質的基體,電凈液的配方和配制方法不同。本實驗采用的是陰極電凈,工件表面與陰極相接,發生還原反應,并伴有氫氣析出,其反應式為:

活化的原理是通過電化學作用活化表層金屬,并除去微觀層次的膜層和雜質,使鍍層能夠更容易與基體結合。活化時電壓反接,活化分初次活化和二次活化。初次活化是為了去除基體表面的氧化層,采用酸性活化液,工件表面發生氧化反應和部分溶解反應;二次活化是為了去除基體表面的炭黑層,采用有機活化液。
初次活化反應式:
二次活化反應式:

1.2 實驗材料與工藝流程
1.2.1 預處理液預處理液包含電凈液和活化液。本課題組對其進行了部分改進,具體配方見表1。
1.2.2 試件與儀器
本實驗采用QT700-2材質的球墨鑄鐵,其尺寸為20mm×20mm×2mm。
實驗儀器:DSD-200-S 型刷鍍電源,金相顯微鏡,S-3400型掃描電鏡,HXD-1000TMS/LCD 型數字式顯微硬度計,UMT-2型球盤式磨損試驗機。
1.2.3 實驗方法
工作電壓、鍍筆相對速度和處理時間等因素均影響預處理質量。電凈電壓不宜過高,本實驗采用12V 和14 V 的電壓。考慮到電凈效率和散熱狀況,鍍筆相對速度為6m/min,避免速度過快,電流不穩定。電凈時間為60s。
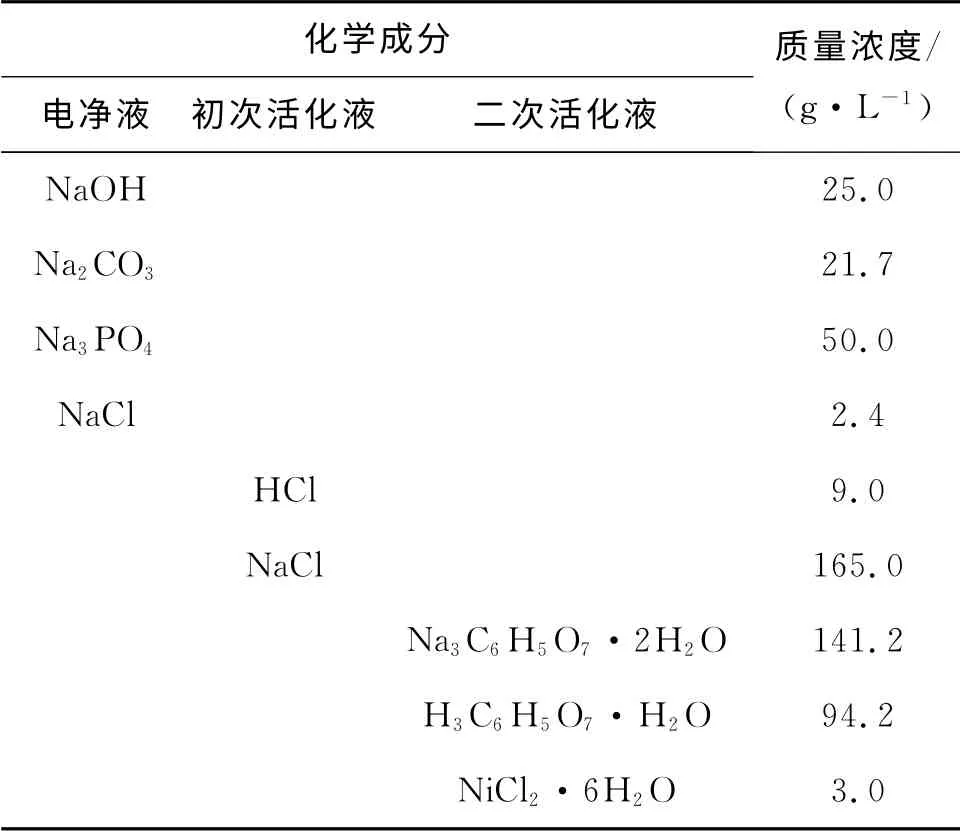
表1 預處理液配方
初次活化時,根據電壓和時間分別進行三組實驗:電壓分別為6V、10V、14V,每組實驗的時間為5s、10s、15s、20s、30s、60s。
二次活化時同樣做三組實驗:電壓分別為14V、16V、18 V,每組實驗的時間為20s、40s、60s、80s、100s、120s。活化時鍍筆相對速度為6m/min。
2 結果與討論
2.1 電凈后的表面形貌
電凈后球墨鑄鐵的表面形貌,如圖2所示。與圖1相比,電凈后的表面更加锃亮、潔凈,金相組織清晰。但電凈只是去除微觀表面的油污,并沒有改變表面的金相組織。
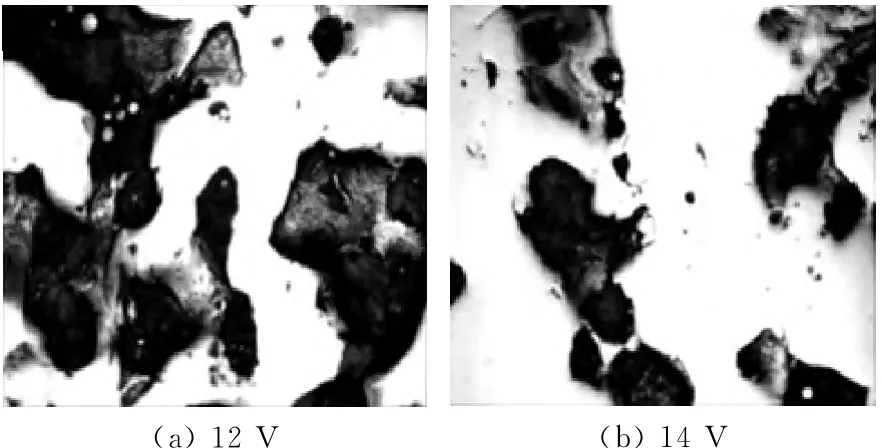
圖2 電凈后球墨鑄鐵的表面形貌
2.2 初次活化后的表面形貌
選擇6V 電壓時,隨著活化時間的延長,表面膜層逐漸消失,同時表面的機加工條紋被腐蝕,金屬晶體組織發黑。選擇10V 電壓時,隨著活化過程的進行,表面膜層也逐漸消失,但活化20s后金相組織就已經發黑,變化也漸漸停止。選擇14V 電壓時,在15~20s之間鑄鐵表面變化最明顯,20s后表面明顯變黑,并有重新鈍化的跡象,同時鑄鐵件升溫明顯,容易造成表面氧化,形成循環,不易控制。
電壓不變時,隨著活化時間的延長,活化效果明顯,但活化至一定時間后,變化不再顯著;有效活化時間隨電壓的升高而縮短;在相同的活化時間內,活化效果隨電壓的升高而變得明顯。這是因為升高電壓,鑄鐵表面的電化學溶解速度加快,氣泡增多,剝離作用明顯,但電壓過高,也會導致散熱慢,降低活化效率。
圖3為三組電壓下活化20s時的表面形貌。通過分析初次活化的表面形貌并考慮后續的活化處理,得出酸性活化液的最佳活化工藝為:電壓10V,時間20s。此時基體表面的膜層及機加工條紋基本被腐蝕掉,滲碳體和球狀石墨暴露在表面,導致表面不平整,嚴重影響鍍層質量,需要二次活化來除炭黑。
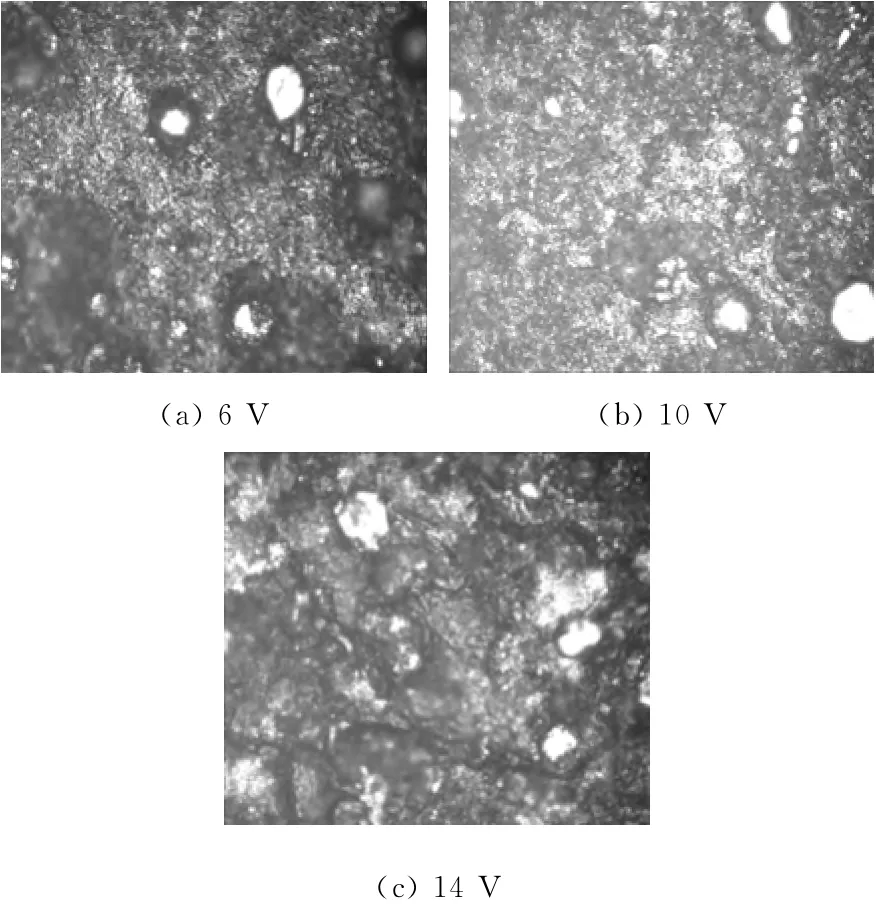
圖3 三組電壓下活化20s時的表面形貌
2.3 二次活化后的表面形貌
選擇14V 電壓時,隨著活化時間的延長,表面的炭黑層逐漸消失,但變化并不明顯。選擇16V 電壓時,隨著活化過程的進行,表面的炭黑層逐漸消失,锃亮明顯;若活化時間繼續延長,黑色痕跡仍一直存在。選擇18V 電壓時,隨著活化時間的延長,表面的炭黑層逐漸消失,锃亮明顯;當活化時間達到80s時,表面的炭黑層基本消失,且明顯好于14V和16V 時的;但隨著活化時間繼續延長,黑色重新顯現。這是因為基體因電壓升高及熱量過高而引起表面輕度腐蝕,同時伴有活化液晶體析出。
經過金相觀察和分析,球墨鑄鐵經有機活化液二次活化后,疏松的球狀石墨在高電壓下被氧化成CO2,并以氣體形式脫離基體,使金屬晶體組織顯露出來。宏觀上看,表面潔凈,呈銀灰色,黑色消除。圖4為三組電壓下活化80s時的表面形貌。每組實驗在活化80s時效果最明顯,且電壓越高,活化效果越好。于是得到二次活化的最佳工藝條件為:電壓18V,時間80s。
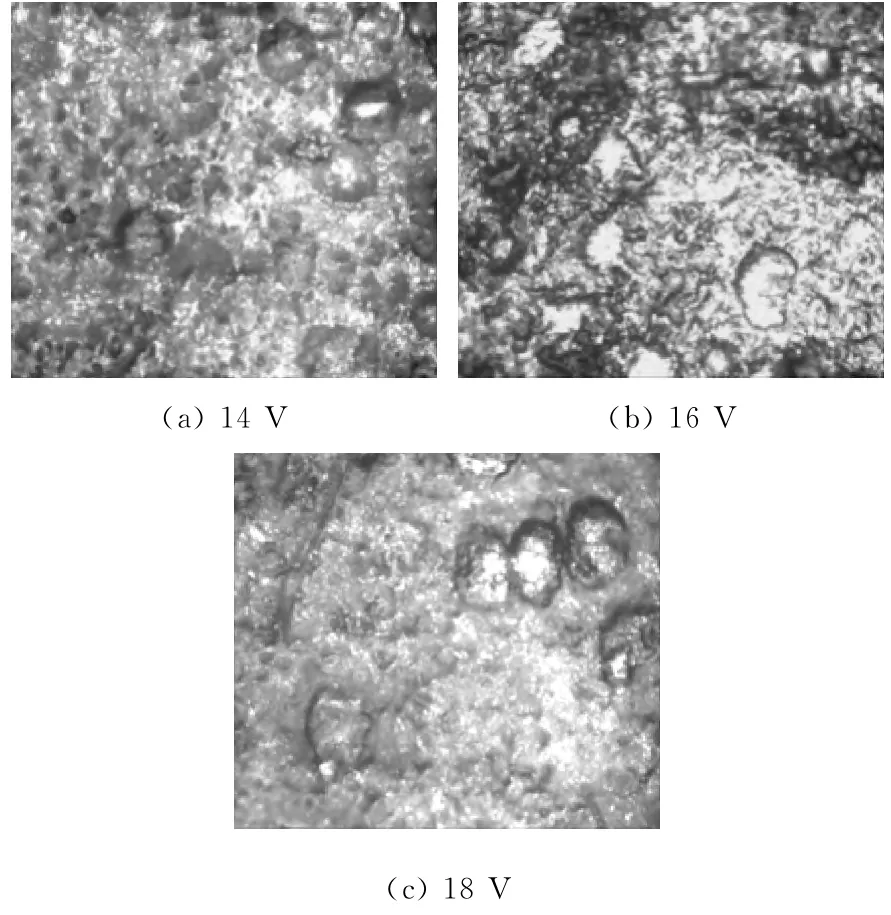
圖4 三組電壓下活化80s時的表面形貌
3 改進預處理后刷鍍層的性能
經過改進后的表面預處理工藝,嚴格按照電刷鍍的工藝規范,并創造良好的刷鍍環境,在鑄鐵件表面制備鎳-鎢合金鍍層。圖5為不同表面預處理工藝對鎳-鎢合金鍍層表面形貌的影響。由圖5可知:經過預處理的鍍層外觀良好,表面平整光滑;而缺少預處理的鍍層則易出現開裂、起皮等不良現象。
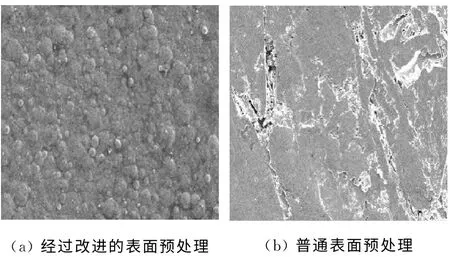
圖5 不同表面預處理工藝對鎳-鎢合金鍍層表面形貌的影響
3.1 硬度
在一定的電壓下,刷鍍時間越長,鎳-鎢合金鍍層越厚,硬度也越大。本課題組采用8 V、10 V、12V電壓,鍍層厚度為50μm、100μm、150μm 的樣品進行正交試驗,并對每個試樣取三組硬度數據,取平均值。統計分析得出:8V 電壓下,50μm 厚的鍍層的硬度為3 873 MPa;12V 電壓下,150μm 厚的鍍層的硬度達到6 104 MPa。而普通球墨鑄鐵的硬度一般在1 400~2 500 MPa之間,所以經過預處理后制備的鎳-鎢合金鍍層在硬度上可滿足再制造曲軸的要求。
3.2 耐磨性
合金鍍層對曲軸表面起到保護和強化作用,耐磨性是其中一個重要指標。采用UMT-2型球盤式磨損試驗機對上述正交試驗樣品和基體樣品進行磨損試驗,并對表面凹痕SEM 成像,結果如圖6 所示。由圖6可知:普通球墨鑄鐵表面的凹痕較深且粗糙,而鎳-鎢合金鍍層表面的凹痕較淺,證明鎳-鎢合金鍍層與基體具有很強的附著力,可以有效地提高球墨鑄鐵的耐磨性。同時拉伸性能也得到了很大的提高,滿足再制造曲軸的要求。
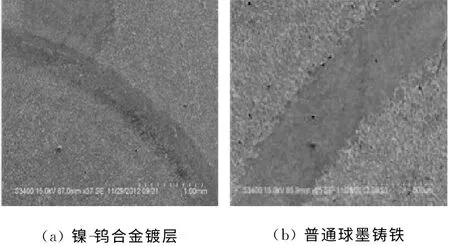
圖6 球墨鑄鐵試樣表面凹痕的SEM圖像
4 結語
(1)適當的電凈電壓可以有效去除球墨鑄鐵表面的油污,一般控制在10~15V,電凈時間為60s。
(2)采用改進后的酸性活化液進行初次活化,其酸性降低,但仍能保持良好的電導率和活化能力。適當增加活化電壓和時間,能明顯提高活化效果,但如果時間過長、電壓過大,會對基體表面產生一定的腐蝕。初次活化的最佳工藝參數為:電壓10V,活化時間20s。
(3)二次活化采用有機活化液去除表層的碳元素。提高電壓,能加快活化速度;電壓不變的情況下,活化時間過長也會輕度腐蝕基體。最佳的活化參數為:電壓18V,活化時間80s。
(4)改進表面預處理工藝后,鎳-鎢合金鍍層的性能明顯提升,可滿足再制造曲軸的要求。
[1]王麗梅.淺談我國汽車發動機再制造技術的現狀與發展[J].中國新技術新產品,2009(6):130-131.
[2]徐濱士.再制造工程基礎及其應用[M].哈爾濱:哈爾濱工業大學出版社,2005:232-252.
[3]徐濱士.再制造工程與自動化表面工程技術[J].金屬熱處理,2008,33(1):9-14.
[4]柳泉,劉奎仁,韓慶,等.AZ31鎂合金離子液體鍍鋁前處理[J].中國有色金屬學報,2011,21(9):2111-2116.
[5]步華,杭東良.鋅合金壓鑄件的鍍前處理[J].材料保護,2004,37(1):55-56.
[6]包春江,王瑞麗.電刷鍍表面預處理工藝研究[J].表面技術,2010,39(3):78-81.
[7]朱荻.電化學原理[M].北京:北京航空航天大學出版社,2008:286-295.