120t轉爐冶煉中CO濃度變化指導作用的探討
2015-02-10 09:37:20趙廣諳
新疆鋼鐵 2015年1期
趙廣諳
(新疆八一鋼鐵股份有限公司)
1 前言
某煉鋼廠120t轉爐原工藝設計為恒槍變壓操作,供氧強度范圍在2.8~3.2 m3/(t·min),冶煉時間控制在800s以內。生產鋼種包括管線鋼、壓力容器鋼、汽車板用鋼等。在冶煉過程中煉鋼工憑經驗進行判斷,如對于火焰的判斷依舊以顏色、形狀以及特定的時間為依據,并以此確定轉爐爐內冶煉狀態。經驗煉鋼易受很多客觀因素的影響,如原材料、供氧設備、爐型,甚至還有個人的精神狀態等,經驗煉鋼穩定性差且波動大,對生產的順行、作業活動的標準化有不利的影響。煉鋼工的培養需要很長的時間,沒有標準化的操作參數,只能在實踐中依靠師傅的引導以及個人的悟性去學習,因此優秀的煉鋼工一直很缺乏。轉爐煉鋼工對于冶煉過程憑經驗控制,其所感知的內容都是轉爐爐內反應的結果。分析認為轉爐爐內冶煉過程發生了碳氧反應,CO濃度的變化就是爐內碳氧反應的具體表征,文章探索通過CO濃度的變化指導煉鋼工操作,以實現轉爐生產的穩定控制。
2 轉爐工藝特點
轉爐公稱容量120t。
供氧條件:氧氣射流速度2.0馬赫;供氧強度2.8~3.2 m3/(t·min)。
頂吹氣體的介質:氧氣純度99.99%。
除塵方式:濕法除塵、RD喉口/環縫調節。
CO濃度監測采用激光實時監測。
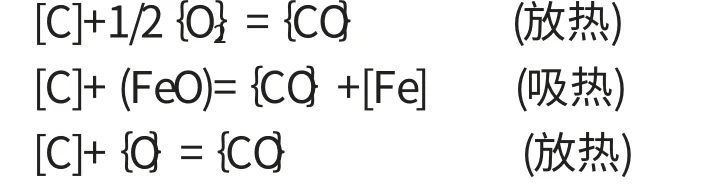
氧氣頂吹轉爐內存在著直接傳氧與間接傳氧兩種途徑[1]。直接傳氧是氧氣被鋼液直接吸收,其反應過程是:

間接傳氧是氧氣通過熔渣傳人金屬液中,氧氣頂吹轉爐傳氧以間接傳氧為主。其反應式為:(FeO)=[FeO]、[FeO]=[Fe]十[O];
氧化物分解壓越小,元素越易氧化。在煉鋼溫度下,常見氧化物的分解壓排列順序:

從以上氧化物分解的順序可以看出,轉爐冶煉時分為前期硅錳氧化期、中期碳氧反應期、后期脫碳去夾雜期[2]。通過煉鋼工經驗控制氧槍槍位、供氧強度以及渣料量的加入時機逐步進行冶煉過程。因為轉爐內是多相反應,因此鐵水中元素的氧化順序還與其濃度有關,所以吹煉開始元素氧化順序為Fe、Si、Mn、P、C等。
轉爐冶煉過程槍位的控制是促使爐內反應的重要手段[3]。當采用硬吹時,氧氣流股對熔池的沖擊力大,形成的沖擊深度較深,沖擊面積相對較小,因而產生的金屬液滴和氧氣泡的數量也多,氣—熔渣—金屬乳化充分,爐內的化學反應由于硬吹加快爐內溫度升高促使反應速度快,特別是脫碳速度加快,大量的CO氣泡排出,熔池攪動強烈,并且伴有大量煙塵產出。
在軟吹時,氧氣流股對熔池的沖擊力減小,沖擊深度變淺,沖擊面積加大,反射流股的數量增多,對于熔池液面攪動有所增強,爐內升溫均勻,脫碳速度緩慢,因而對熔池內部的攪動相應減弱,爐內煙塵量降低[4]。
3 CO濃度變化的實際應用
轉爐煉鋼工對冶煉過程操作都是依據感官所能感知到的內容來調整,感知的內容都是爐內反應的結果。這種感知因人而異,現場多種因素疊加,造成轉爐煉鋼工對于冶煉控制不穩定。轉爐爐內冶煉過程伴隨著碳氧反應的過程,CO濃度的變化就是爐內碳氧反應的具體表征。
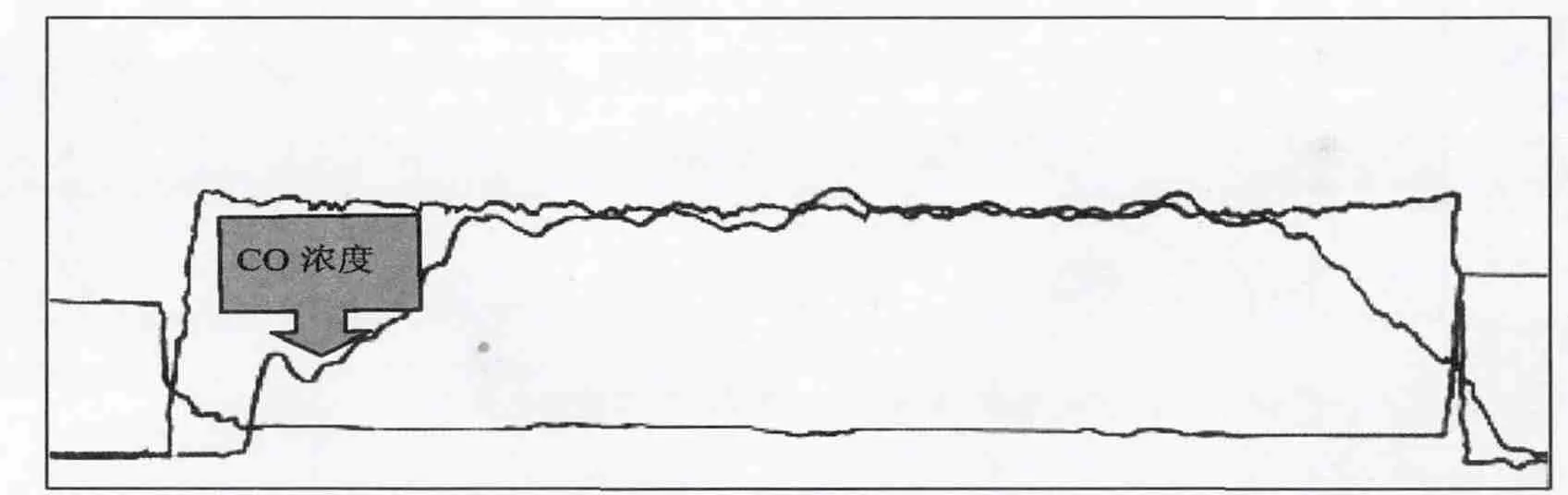
圖1 冶煉過程中爐內CO濃度曲線跟蹤畫面
由圖1可以看出“CO濃度”是隨著冶煉過程時間的推移而變化的,變化的原因是轉爐內化學反應在進行。通過“CO濃度”的變化指導煉鋼工冶煉過程操作,將真實的反應出冶煉過程爐內反應狀況,根據反應狀況,結合多年積累的經驗,通過調整供氧強度、氧槍槍位進行冶煉作業。煉鋼工可以通過CO濃度的變化及時調整轉爐冶煉操作,進一步提升冶煉操作水平。
3.1 冶煉過程爐渣“返干”的判斷
在轉爐吹煉中,造成爐渣“返干”現象的主要原因是供氧量小于碳氧反應所耗氧量,由于冶煉過程槍位及供氧強度的變化造成爐渣大量結坨,鋼水表面部分裸露在氧槍流股范圍內,使得“CO濃度”急劇上升。首先爐渣“返干”在冶煉過程中經常發生,爐渣“返干”不但造成冶煉化渣困難,去除有害雜質能力大幅度下降,還會造成氧槍結冷鋼,嚴重時造成惡性生產事故;其次長時間“返干”會造成轉爐大噴濺、燒搶等安全事故[5]。目前轉爐操作中爐渣“返干”都是通過火焰形狀、亮度、聲音等判斷,不但判斷不準確而且延遲效應嚴重[5]。CO濃度趨勢反饋見圖2。
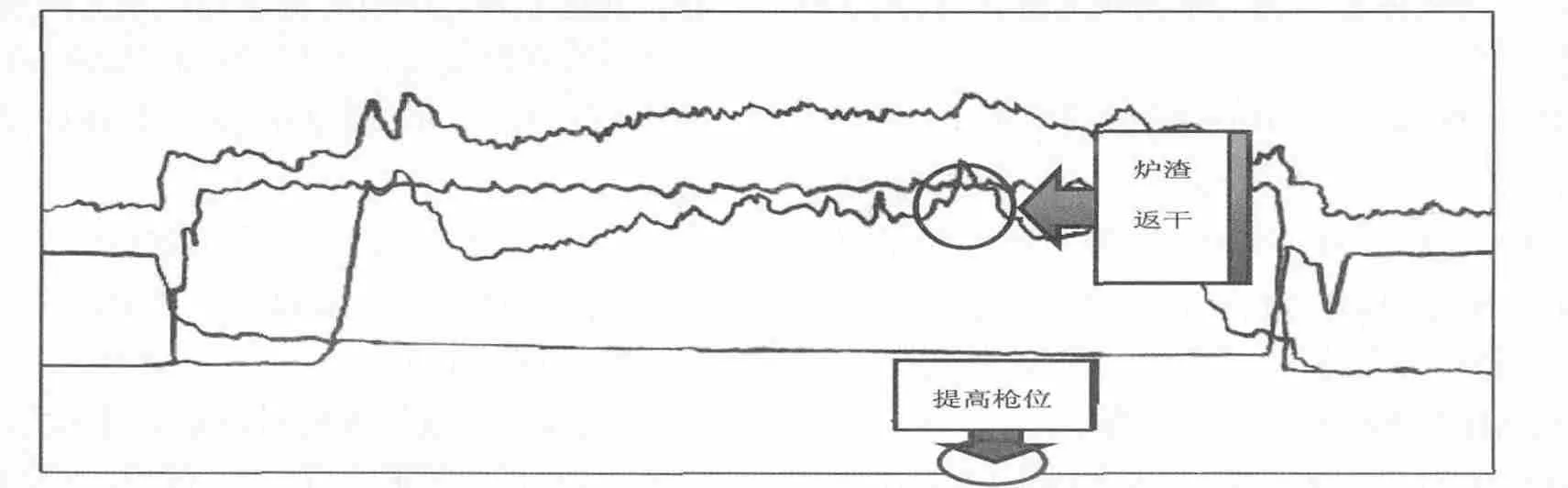
圖2 爐渣“返干”時爐內CO濃度變化曲線
通過圖2可以發現,由于爐渣“返干”造成爐渣結坨部分鋼水直接暴露在氧槍流股范圍內,氧氣流股直接與鋼水中的碳發生反應,CO濃度急劇上升[6]。此時煉鋼工發現曲線異常后只需要提高槍位,加入化渣材料即可迅速解決爐渣“返干”問題,從CO濃度曲線觀測在達到峰值后提高槍位緩解了爐渣“返干”。
3.2 開吹槍位的確定
轉爐冶煉開始前需進行量槍作業,目的是確定轉爐氧槍在爐內有合適的槍位,槍位一旦確定后對于轉爐冶煉過程操作有極大的幫助,合適的化渣時間、碳氧反應對于冶煉過程都有極大幫助,見圖3。
通過前期“CO濃度”產生速度判斷開吹槍位是否合適。轉爐冶煉前期為硅錳氧化期,硅錳氧化期伴隨著溫度的升高逐步進入碳氧反應期,因此通過判斷碳氧反應期的開始時間確定開吹槍位高或低[6]。開吹槍位低碳氧反應提前,開吹槍位高碳氧反應開始滯后。根據跟蹤數據150~180s的碳氧反應發生時間滿足工藝需要。合適的碳氧反應發生時間能幫助冶煉過程化渣、中期爐渣化透不產生噴濺、后期終渣做粘確保終點穩定。

圖3 冶煉周期內爐內CO濃度變化曲線
3.3 冶煉周期的確定
轉爐冶煉過程是個化學反應的過程,通過碳氧反應的進行不斷產生CO氣泡,并伴隨著去除鐵水中的有害雜質,冶煉過程需要時間,合適的冶煉時間不但對于生產組織有很大幫助,而且對于冶煉過程鋼水終點控制的穩定有極大助力。
冶煉過程的平穩需要通過對供氧強度及氧槍槍位的控制,達到爐內反應平穩,且脫碳速度有節奏、有序,平均脫碳速率0.30~0.32%/min,CO濃度曲線平滑。冶煉較為平穩狀態下CO濃度變化見圖4。

圖4 冶煉較為平穩情況下爐內CO濃度變化曲線
3.4 半自動曲線模型
轉爐冶煉過程以往通過火焰判斷爐內狀況的冶煉方式,完全由煉鋼工通過碳氧反應觀察的,由于感官認知的能力不盡相同,使得每位關鍵崗位人員通過經驗判斷爐內狀況的能力有高低,造成轉爐冶煉作業無標準參考。為此通過長時間的觀測“CO濃度”曲線變化規律,并解讀經驗煉鋼“可意會不可言傳”的技能,幫助煉鋼過程平穩。
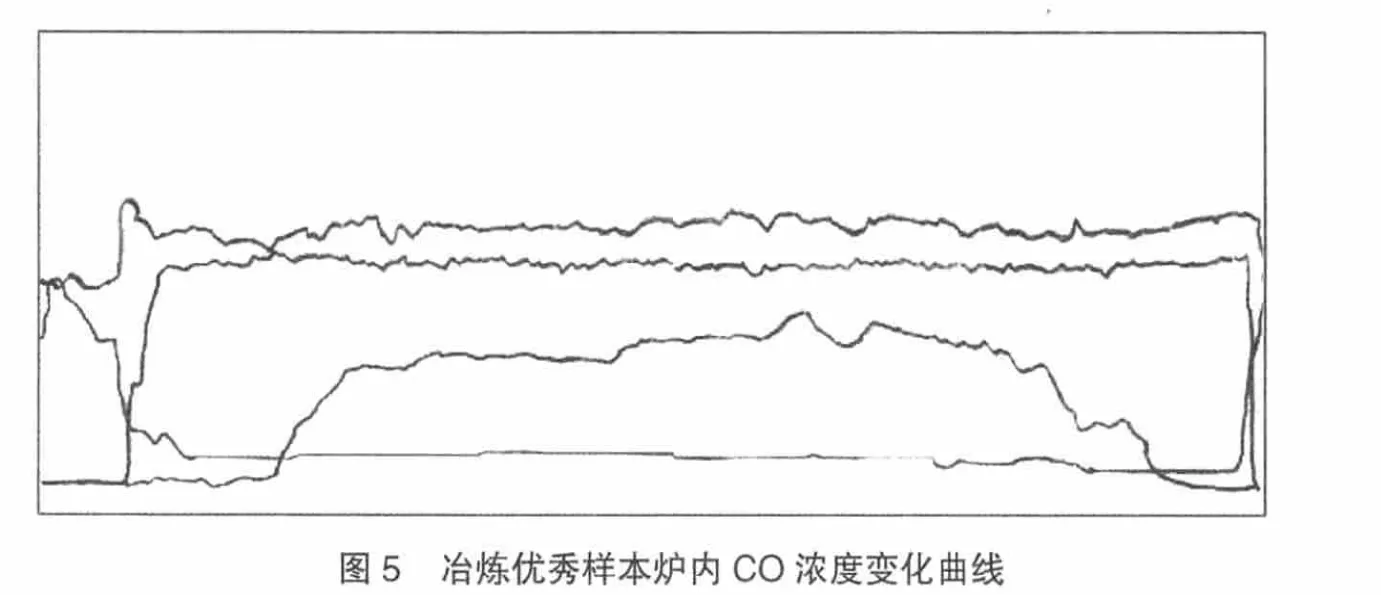
結合標準化操作,前期收集優秀的“CO濃度”曲線變化樣本,并建立數據庫,對于相同類型或相近類型的爐次進行曲線參考冶煉,越趨于優秀樣本冶煉過程便越平穩,并根據實際情況每周對優秀樣本的選擇進行調整,確保“CO濃度”曲線是最佳操作參考曲線(見圖5),優秀樣本采集標準見表1。

4 結束語
采用“CO濃度”曲線實時監控轉爐冶煉過程化學反應,并對轉爐煉鋼工操作提供參考,不但使得冶煉過程平穩,轉爐噴濺降低而且轉爐終點命中率顯著提高達15%。由于終點命中率提高轉爐吹損降低1%,鋼鐵料消耗降低2kg/t,預計全年可降低成本一千萬以上。
[1]黃希祜.鋼鐵冶金原理[M].北京:冶金工業出版社,2006,371.
[2]魏壽昆.冶金過程熱力學[M].上海:上海科技出版社,1980,37~40.
[3]李文超.冶金熱力學[M].北京:冶金工業出版社,1985,28~37.
[4]梁連科.冶金熱力學和動力學[M].沈陽:東北大學出版社,1996,42~58.
[5]陳家祥.鋼鐵冶金學(煉鋼部分)[M].北京:冶金工業出版社,1990.
[6]王莜留.鋼鐵冶金學(煉鋼部分)[M]..北京:冶金工業出版社,1991.