煤粘結指數測定影響因素探討
2015-02-10 09:37:00吳琨鄭麗魏風英
新疆鋼鐵 2015年1期
關鍵詞:影響
吳琨,鄭麗,魏風英
(寶鋼集團八鋼公司制造管理部)
1 前言
煤的粘結指數是表征煙煤粘結性的主要參數,是判斷煙煤粘結性和結焦性的重要指標。一些企業將煤粘結指數指標作為原燃料采購煤對外結算的重要依據。某鋼鐵企業2012~2013年有數十家煤廠提供進廠煤,根據煤粉品種不同,煤的粘結指數也從30到100不等。由于廠家多,粘結指數測定范圍波動大,經常有廠家及生產部門提出復檢異議。因此,是否準確測定進廠煤種的粘結指數,真實反映進廠煤質量,直接影響客戶的結算和焦炭質量,對提高企業的生產效益和經濟效益具有雙重意義。
2 粘結指數的測定原理
粘結指數測定是將一定質量的試驗煤樣和專用無煙煤,在規定的條件下混合,快速加熱成焦,所得焦塊在一定規格的轉鼓內進行強度檢驗,以焦塊的耐磨強度即抗破壞力的大小來表示試驗煤樣的粘結能力。因此,煙煤粘結指數實質上是試驗煙煤樣在受熱后,煤顆粒之間或煤粒與惰性組分顆粒間結合牢固程度的一種度量,是各種特征和化學變化的最終結果,簡記G指數,通常稱為G值。
3 影響粘結指數G值的因素
影響粘結指數準確測定的因素較多,涉及取樣、制樣和分析等操作環節。針對粘結指數測定中遇到的問題進行了大量的試驗,經過分析、歸納、總結,探究影響煙煤粘結指數的原因。
3.1 進廠煤不同種類粘結指數G值的測定
實驗分別在相同條件下,按照統一取樣方法隨機對5種進廠焦煤用同一標準取樣。并對所取煤樣的粘結指數進行了14批次的測定,試樣種類依次編為JM-1、JM-2、JM-3、JM-4 JM-5,各批次G值見表1,G值波動曲線見圖1。
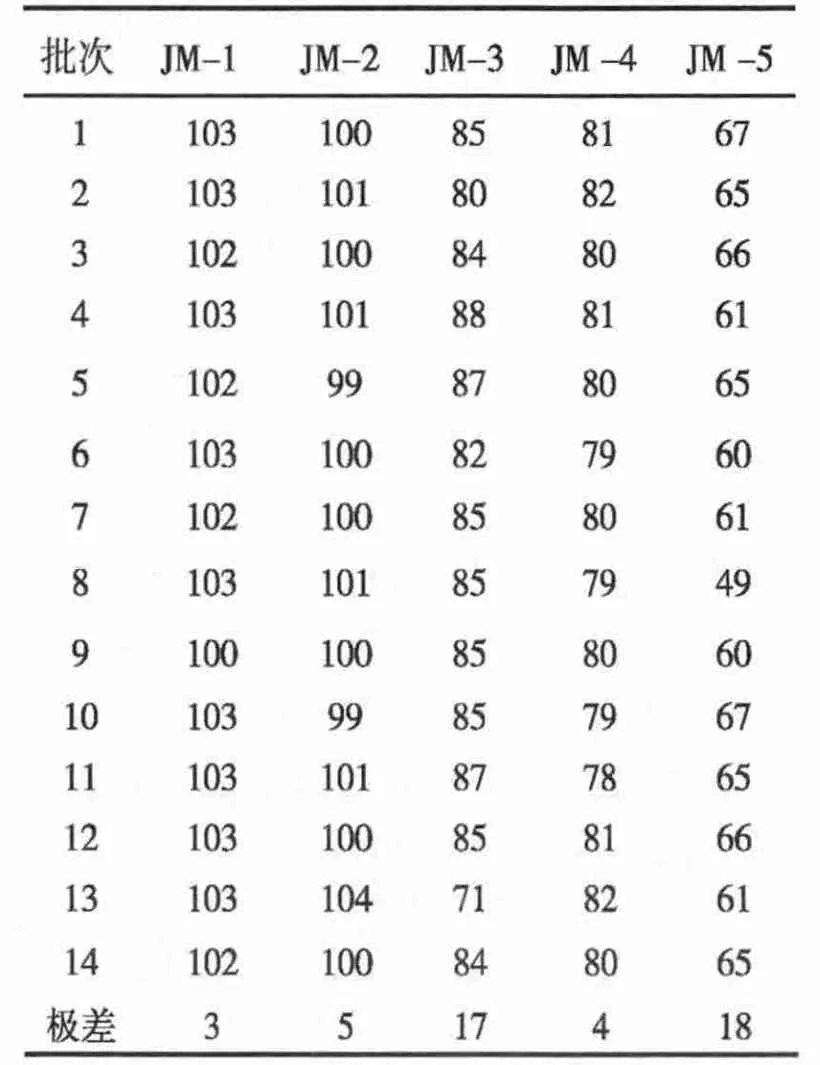
表1 不同煤種隨機批次采樣G值波動對照
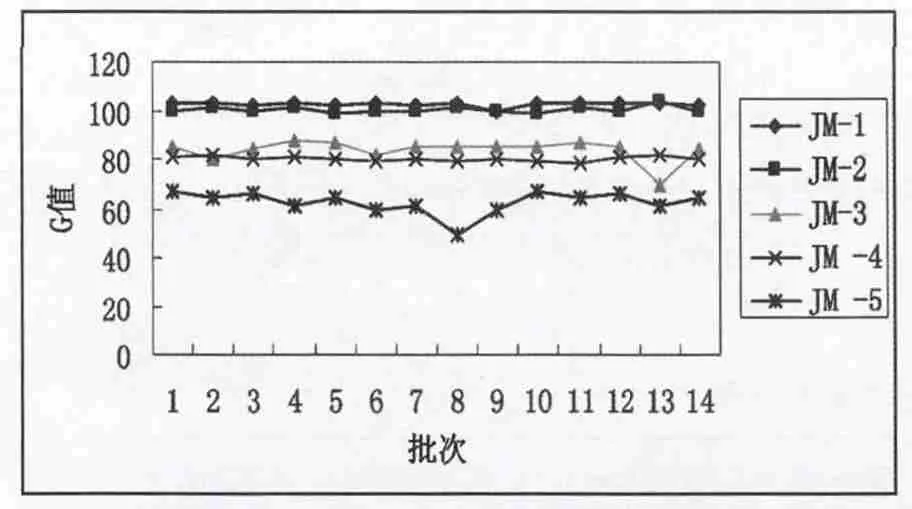
圖1 不同煤種粘結指數波動圖
由圖1顯示,JM-1、JM-2、JM-4煤類的G值測量值波動不大,極差在3~5。說明這種焦煤煤層固定、煤質較穩定,所采煤樣具有代表性,分析結果差別不大。但進廠JM-3、JM-5煤的G值波動較大,極差在17~18。由此可見在煤質不穩或易氧化性的煤煤樣代表性不好,分析結果差別較大。
3.2 進廠煤在前期制樣時影響因素
3.2.1 制樣粒度對粘結指數G值的影響
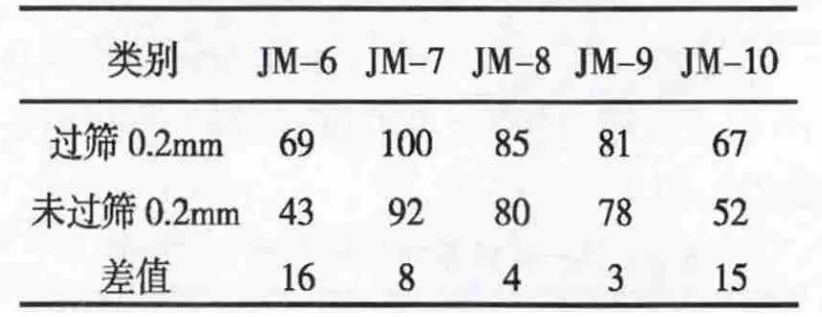
表2 不同煤種粒度G波動對照
GB 474-2008規定,G值試樣須制備成小于0.2mm的空氣干燥煤樣,其中0.1~0.2mm的煤粒占全部煤樣的20%~35%,因此制樣時粒度必須保證能夠通過0.2mm標準篩篩分。根據經驗,若化驗接樣時用手捻樣品有沙粒感,就可以確認此樣品粒度較粗不合格。為了解粒度對試樣檢驗結果的影響,試驗分別把粒度較粗的樣品用0.2mm標準篩篩分,再對過篩和沒過篩的試樣進行粘結指數G值測定,統計試驗數據見表2,圖2。
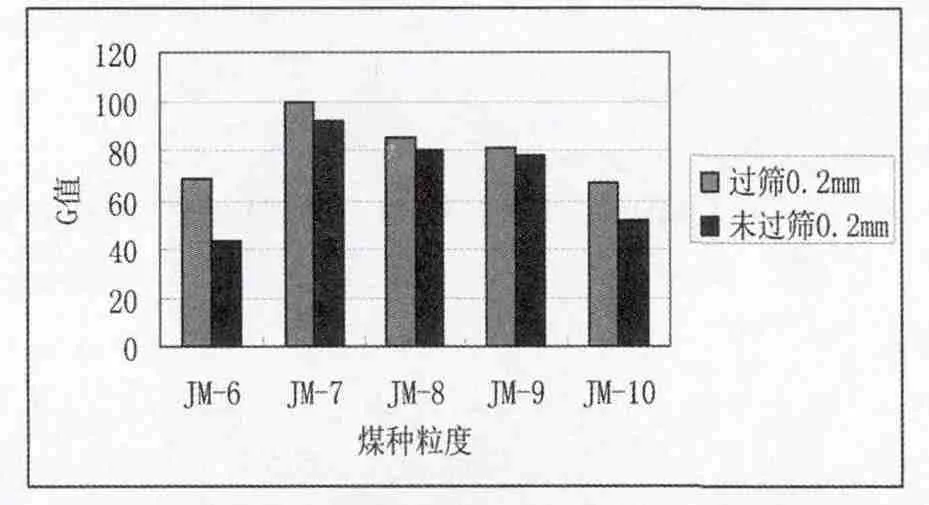
圖2 不同煤種粒度波動G值對照
由表2可見,未過篩的粘結指數測定值明顯低于過篩的測定值,即煤樣粒度增大,粘結指數呈減小的趨勢。由圖2可見煤種不同,粒度對粘結指數影響幅度(差值)也有所不同。如JM-8、JM-9煤質較勻,雖未過篩,但篩上物較少,粒度對粘結指數的影響(差值3~4)可忽略;但是JM-7、JM-10特別是JM-6,煤質不勻粒度較大,其影響(差值8~16)隨之增加。可見,制樣粒度對煤的G值影響大,所以對樣品制樣粒度應嚴格執行國標。
3.2.2 制樣操作過程對粘結指數G值影響
同一進廠煤,把一個大樣分成兩份,制樣分別由甲、乙兩個人制樣,把兩個小樣同時送往化驗室分析,所得結果如表3。隨機把其中一個人所制樣送往另一個化驗室分析,結果如表4。
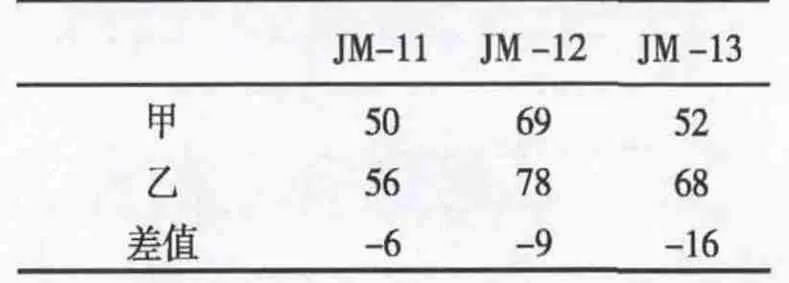
表3 同一煤樣不同人制樣G值對照
由表3得知,同一個大樣不同人制樣分析,粘結指數竟然有6~16波動,說明制樣不規范是一個不可忽視的重要影響因素。
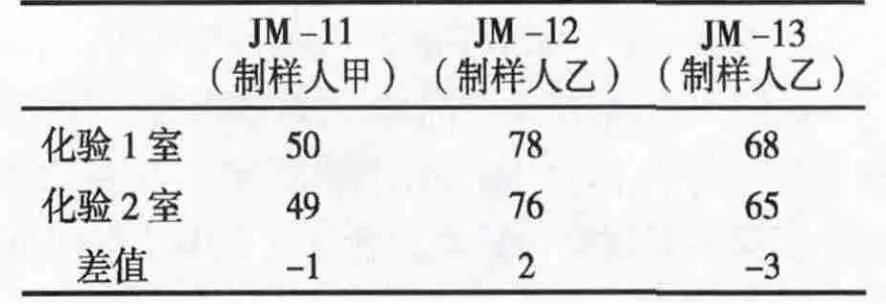
表4 同一小煤樣不同化驗室人分析對照
由表4可知,同一小樣分析,粘結指數波動為2~3,在國標允許范圍內,說明分析化驗的誤差影響并不大,由此可見,在正常采樣、制樣和化驗分析的情況下,制樣操作不當造成的誤差較大。而如在來樣中隨意采幾點就進行制樣,或是在制樣過程中,由于粒度的離析作用和留棄的不恰當,造成被保留的和被棄掉的兩部分粒度組成發生偏倚,造成縮分誤差。這樣操作都會造成誤差,因此,要求制樣時按規定進行嚴格的破碎、混合、縮分(至少三遍)規范操作。
3.2.3 樣品烘干溫度對粘結指數G值影響
GB474-2008規定:試驗煤樣依次經過破碎、混合、縮分重復操作至少三次,最后研磨,及時制成空氣干燥煤樣。
空氣干燥方法:將煤樣放入盤中,攤成均勻的薄層,于溫度不超過50℃下干燥。煤樣干燥可用溫度不超過50℃的空氣循環干燥箱進行。干燥后,稱樣前應將干燥煤樣置于環境溫度下冷卻并使之與大氣濕度達到平衡,一般冷卻3小時。但對于易氧化性煤及受煤的氧化影響較大的測定指標(如粘結性和膨脹性),煤樣干燥溫度不應高于40℃。
在實際操作規程中對煤樣進行破碎、混合、縮分的流程基本達標,但煤樣在進研磨機前需要烘干(否則因煤樣濕無法進行研磨)。如趕時間制樣,烘干溫度不嚴格執行國標50℃烘干,與達到空氣干燥狀態的國標要求(溫度不超過50℃烘干)比較,粘結指數差異較大,特別是易氧化性煤粘結指數影響更大。表5為對同一個煤樣不同烘干溫度做粘結指數G對照,由表5測試結果可見不同溫度烘干溫度的G值。
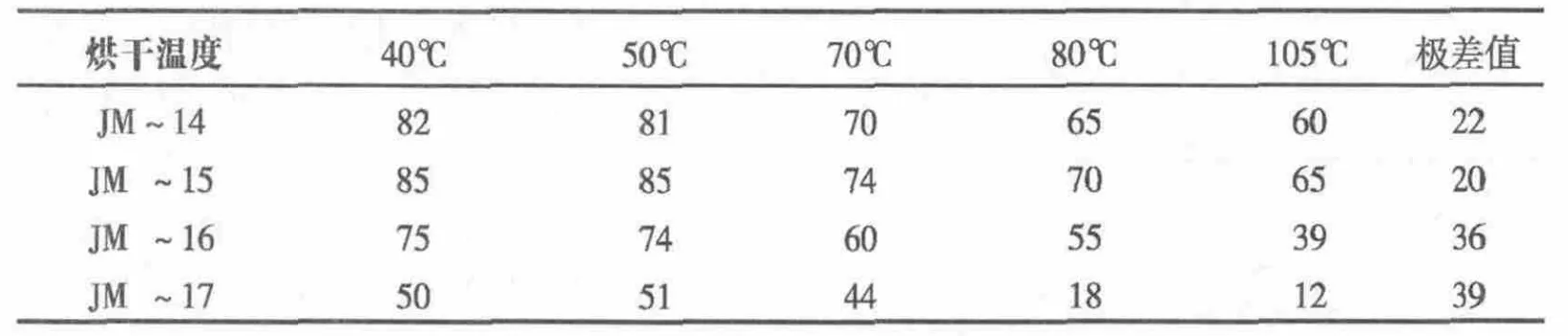
表5 同一個煤樣不同溫度的G值對照
3.2.4 樣品烘干時間對粘結指數G值影響
國標規定連續干燥1h后,煤樣的質量變化不超過0.1%,若對樣品的烘干時間較隨機,未嚴格執行國標,粘結指數差異也較大。對同一個煤樣的不同烘干時間做粘結指數對照,結果見表6,圖3。由圖3可知,烘干時間越長,粘結指數越低。制樣過程中的烘干時間對粘結指數影響非常大,烘樣時一定要不時觀察,只要達到空氣干燥狀態即可,不可烘干過度。
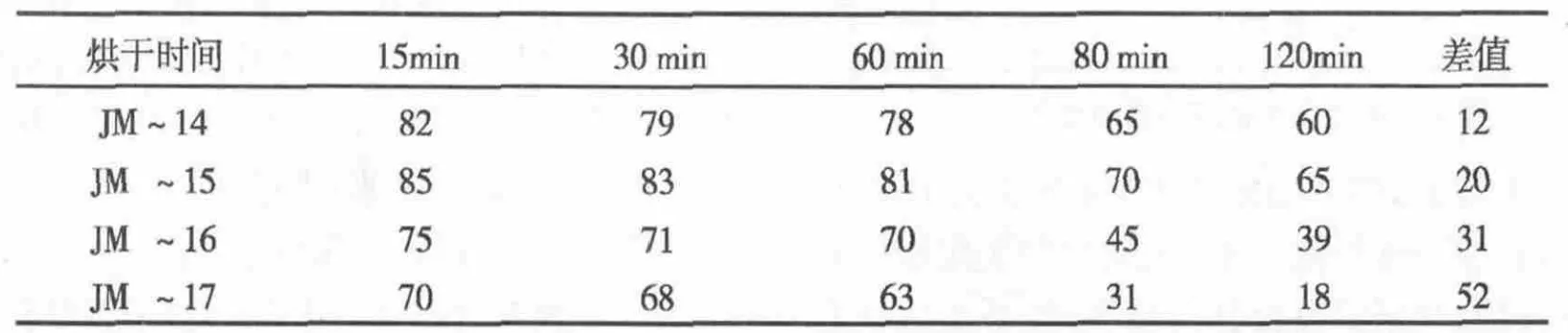
表6 同一個煤樣不同烘干時間的G值對照
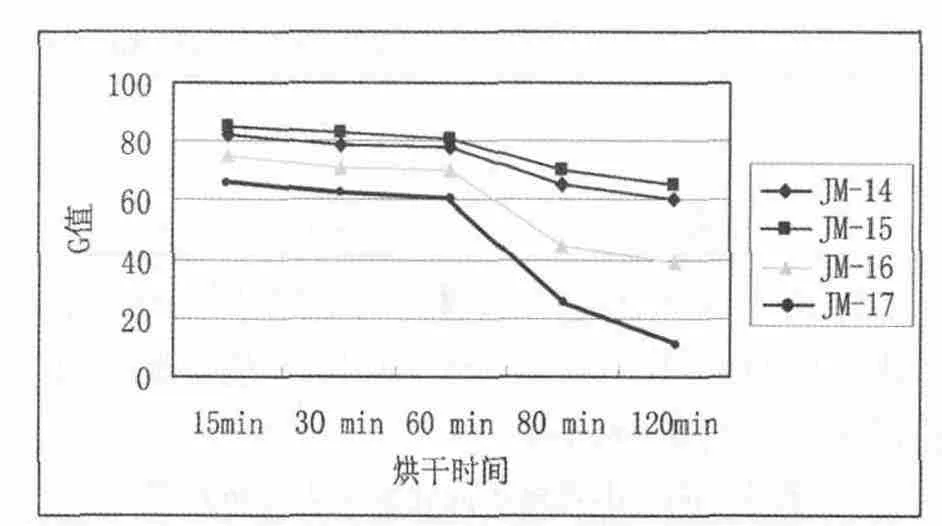
圖3 同一個煤樣不同烘干時間G值對照
3.3 試驗檢測中的影響因素分析
3.3.1 煤樣混勻程度對粘結指數G值的影響
國標粘結指數G值測定對操作的規范性要求很強,其測定結果隨實驗條件而變化。GB5447-1997中規定,攪拌時坩堝作45°傾斜,將試樣充分混合均勻,用攪拌絲將坩堝內的混合物攪拌2min。若隨意攪拌,或是攪拌時將試樣濺出來,造成人為誤差,進而影響粘結指數的測定。如不同的分析工對一煤樣進行攪拌的分析結果如表7。由表7可知,只要按規范攪拌,混勻程度對粘結指數影響不大。
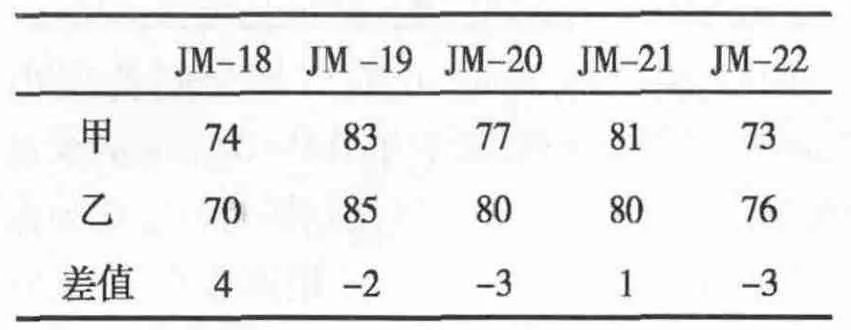
表7 同一煤樣不同分析工的G值對照
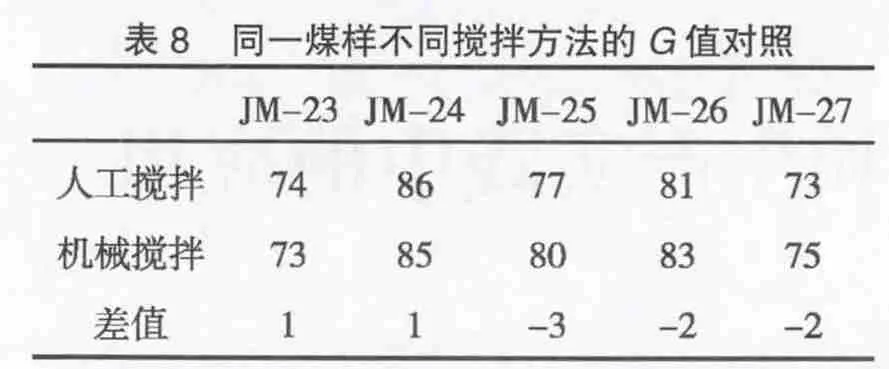
近年來,檢測過程中使用機械設備攪拌機進行攪拌,為說明人為操作的誤差影響與人工攪拌做了對比(表8),誤差均在允許范圍之內,可見按規范操作攪拌方法對粘結指數影響不大,機械攪拌節約了人力及時間。
3.3.2 壓塊質量對粘結指數G值的影響
壓塊的質量直接影響煤樣和無煙煤的粘結程度,壓塊的質量越大,粘結越好,粘結指數測定準確,反之結果偏低。所以,試驗中要按照國標使用質量為110~115g的鉑鉻鋼壓塊,每天操作前須確認一下壓塊質量,如達不到要求,就應廢棄不用。放入壓塊前,先用攪拌棒把坩堝中攪拌好的煤樣沿壁混合樣撥下,使其比中間部分稍低后,再放入壓塊,以保證混合樣完全處于壓塊之下,否則,測定結果偏低。
3.3.3 測量溫度對粘結指數G值的影響
國標規定在測粘結指數時,溫度要控制在850+10℃。試驗按不同焦化溫度、馬弗爐控溫區域前后進行試驗(焦化時間15min),所得結果見表9。
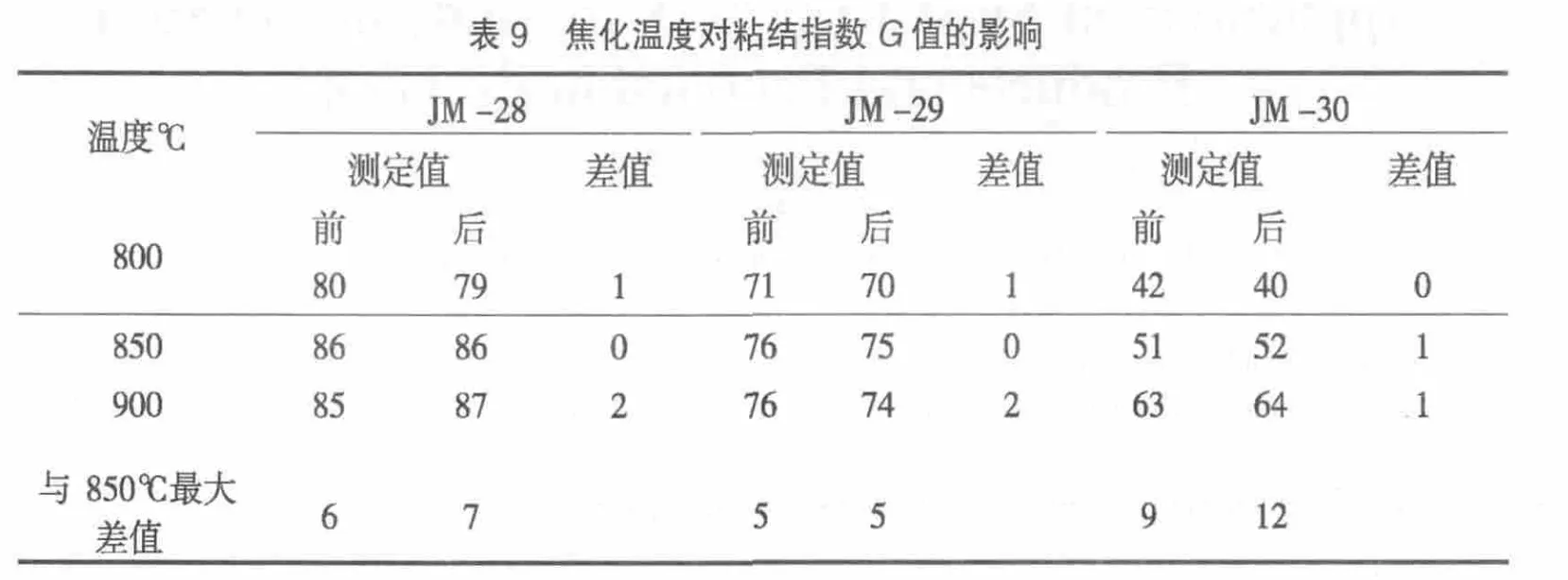
由表9可見,馬弗爐控溫區域位置前后粘結指數影響不大,控溫區域溫度可控。焦化溫度對JM-30煤種影響較大,當溫度低于標準溫度50℃時,最大G值有12的誤差。但當溫度高于850℃時,由于煤樣早已成焦,故對粘結指數影響不大。隨焦化溫度的升高,粘結指數有偏高的趨勢,而且煤種不同,偏高的幅度也不同。所以,在試驗中一定要將焦化溫度控制在850℃±10℃,且必須保證爐溫在試樣放入馬弗爐后6min內迅速恢復到850℃。因為溫度回升速度的快慢決定了有效溫度下的焦化時間,會影響試驗結果。若回升速度慢,有效溫度下的焦化時間短,測定結果就會偏低。實際生產中化驗室使用的馬弗爐溫度控制表及控溫實施必須按期校準。
3.3.4 樣品保留時間對粘結指數G值影響
不同保留時間煤的粘結指數與原測值對照,見表10。隨煤樣放置時間的增長,粘結指數逐漸減小,煤種不同,減小的幅度也不同。這是因為煤樣受氧化后,其粘結能力會有所降低。為此,在試驗中,一定要按標準規定將采樣-制樣-化驗的周期,控制在7天內,并報出結果。

4 結論
影響進廠煤粘結指數G值的原因很多,除了煤樣本身,還有人為操作過程中產生的誤差,其測定結果會隨試驗條件的不同而變化。從采樣、制樣到試驗分析,每個環節都有可能造成粘結指數測量的偏差。其中煤樣粒度、煤樣烘干溫度和煤樣烘干時間對粘結指數的測定影響最大。
所以粘結指數檢測人員要按照國標規定的試驗方法、試驗溫度、試驗粒度等要求操作,并嚴格監控粘結指數的測量過程。加強管理,采取自查、專查、互查的方式,進行不定期抽查,并將抽查結果記入個人檔案。當檢測值出現差異時,應仔細檢查各種影響因素,有針對性地加以解決。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00