基于正交試驗(yàn)、BP神經(jīng)網(wǎng)絡(luò)和遺傳算法的冷擠壓模具優(yōu)化設(shè)計(jì)方法
2015-02-19 02:17:16楊慶華占偉濤吳海偉王志恒鮑官軍
浙江工業(yè)大學(xué)學(xué)報(bào) 2015年3期
關(guān)鍵詞:有限元
楊慶華,占偉濤,吳海偉,王志恒,鮑官軍
(浙江工業(yè)大學(xué) 特種裝備制造與先進(jìn)加工技術(shù)教育部重點(diǎn)實(shí)驗(yàn)室,浙江 杭州 310014)
基于正交試驗(yàn)、BP神經(jīng)網(wǎng)絡(luò)和遺傳算法的冷擠壓模具優(yōu)化設(shè)計(jì)方法
楊慶華,占偉濤,吳海偉,王志恒,鮑官軍
(浙江工業(yè)大學(xué) 特種裝備制造與先進(jìn)加工技術(shù)教育部重點(diǎn)實(shí)驗(yàn)室,浙江 杭州 310014)
摘要:以桑塔納L45449汽車輪轂軸承內(nèi)圈為例,建立汽車輪轂軸承內(nèi)圈冷擠壓模具簡(jiǎn)化模型,運(yùn)用Deform-3D軟件對(duì)零件成形過程進(jìn)行仿真,對(duì)擠壓過程中的行程載荷和模具磨損進(jìn)行分析,并據(jù)此給出模具優(yōu)化設(shè)計(jì)約束條件和優(yōu)化目標(biāo),提出了一套結(jié)合正交實(shí)驗(yàn)法、BP人工神經(jīng)網(wǎng)絡(luò)和遺傳算法的模具優(yōu)化設(shè)計(jì)方法,對(duì)冷擠壓汽車輪轂軸承內(nèi)圈模具進(jìn)行優(yōu)化,并對(duì)優(yōu)化結(jié)果進(jìn)行有限元驗(yàn)證.結(jié)果表明:優(yōu)化結(jié)果與仿真分析結(jié)果相近,最大行程載荷相對(duì)誤差為4.55%,凹模磨損量絕對(duì)誤差為0.06 μm,提出的優(yōu)化設(shè)計(jì)方法能有效縮短模具設(shè)計(jì)周期,降低模具制造成本.
關(guān)鍵詞:冷擠壓;軸承內(nèi)圈;有限元;正交實(shí)驗(yàn);遺傳算法
Optimization of cold extrusion die based on orthogonal experiment,
BP neural network and genetic algorithm
YANG Qinghua, ZHAN Weitao, WU Haiwei, WANG Zhiheng, BAO Guanjun
(Key Laboratory of Special Purpose Equipment and Advanced Manufacturing Technology, Ministry of
Education, Zhejiang University of Technology, Hangzhou 310014, China)
Abstract:Taking Santana L45449 automotive wheel bearing rings for example, simulation based on finite element method for cold extrusion process was performed after the simplified model for cold extrusion die of wheel hub bearing rings was established based on the platform of Deform-3D and optimization variables and optimization objective were proposed based on the simulation results. Then a collaborative optimization method for die design was described, combined using orthogonal experiment, neural network and genetic algorithm. Cold extrusion die of wheel hub bearing rings were optimized and compared with Finite element analysis results. The results show that: the optimization results and simulation results are similar, the relative error of the maximum stroke load is 4.55%, and the absolute error of the die wear is 0.06 μm, so the proposed optimization method can effectively reduce the die design cycle and costs.
Keywords:cold extrusion; bearing rings; finite element analysis; orthogonal experiment; genetic algorithm
冷擠壓技術(shù)中,模具設(shè)計(jì)的好壞直接關(guān)系到擠壓設(shè)備的選擇、模具壽命、生產(chǎn)成本等[1].近年來,隨著計(jì)算機(jī)技術(shù)的發(fā)展,有限元技術(shù)在模具設(shè)計(jì)中得到了廣泛的應(yīng)用,運(yùn)用有限元分析軟件,能有效縮短模具設(shè)計(jì)制造周期、降低成本、減少能耗、提高制造精度等[2-3].如WANG Huajun等利用三維剛塑性有限元理論,對(duì)汽車主減速器螺旋錐齒輪精密鍛造過程進(jìn)行了模擬,得到了具有完整齒形和金屬流動(dòng)過程的鍛造零件模型[4],張劍寒等[5]采用數(shù)值模擬方法對(duì)軸承鋼球冷擠壓工藝做了研究,并對(duì)其模具進(jìn)行了優(yōu)化.雖然利用有限元技術(shù)可以達(dá)到模具優(yōu)化設(shè)計(jì)的目的,但仍屬于多次試湊法,需要耗費(fèi)大量機(jī)時(shí),目前,對(duì)于模具優(yōu)化設(shè)計(jì)國內(nèi)外大多學(xué)者采用數(shù)值模擬技術(shù)與優(yōu)化方法相結(jié)合的方法.例如,Kim等[6-7]最早提出將人工神經(jīng)網(wǎng)絡(luò)應(yīng)用于金屬成形過程;劉漢武等[8]結(jié)合有限元法、人工神經(jīng)網(wǎng)絡(luò)與遺傳算法對(duì)生產(chǎn)方管鋁型材的擠壓模具進(jìn)行強(qiáng)度校核與結(jié)構(gòu)優(yōu)化;鄒琳等[9-10]提出一種集有限元模擬、多種群并行遺傳算法、BP神經(jīng)網(wǎng)絡(luò)為一體的擠壓模具優(yōu)化模型,實(shí)現(xiàn)了優(yōu)化迭代過程中個(gè)體適應(yīng)度值的實(shí)時(shí)求解等.
筆者以桑塔納L45449汽車輪轂軸承內(nèi)圈為例,提出了一套結(jié)合正交實(shí)驗(yàn)法、BP人工神經(jīng)網(wǎng)絡(luò)和遺傳算法的模具優(yōu)化設(shè)計(jì)方法,通過這種協(xié)同優(yōu)化設(shè)計(jì),將有限元模擬技術(shù)相對(duì)獨(dú)立于優(yōu)化過程,不直接參與優(yōu)化,僅僅為神經(jīng)網(wǎng)絡(luò)提供訓(xùn)練樣本,以及對(duì)優(yōu)化結(jié)果進(jìn)行驗(yàn)證,避免了傳統(tǒng)優(yōu)化方法消耗大量機(jī)時(shí)的缺陷.
1有限元模型的建立
L45449軸承尺寸及內(nèi)圈形狀如圖1所示.以內(nèi)圈形狀為基礎(chǔ),考慮最終切削加工所需的余量,設(shè)計(jì)冷擠壓成形件和坯料尺寸,根據(jù)坯料設(shè)計(jì)沖頭、凹模,如圖2所示.

圖1 L45449軸承內(nèi)圈擠壓件及坯料初步設(shè)計(jì)Fig.1 The preliminary design of billet and extruded part of L45449 bearing inner ring
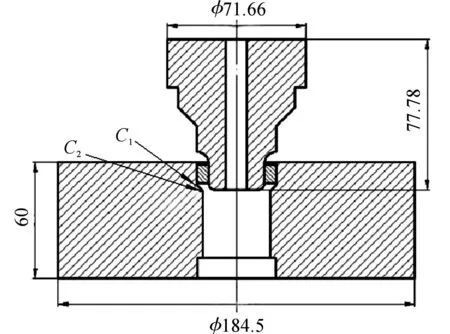
圖2 L45449軸承內(nèi)圈冷擠壓模具初步設(shè)計(jì)Fig.2 Preliminary design of L45449 bearing inner ring cold extrusion die
采用Proe三維建模軟件建立凹模、沖頭和坯料的簡(jiǎn)易模型,并導(dǎo)入Deform-3D有限元分析軟件的前處理器,考慮到模型具有對(duì)稱性,取1/10模型進(jìn)行分析.
軸承內(nèi)圈的實(shí)際加工工況如下:
1) 坯料為塑性體,材料為GCr15軸承鋼,凹模和沖頭為剛性體.
2) 擠壓速度為60 mm/s.
3) 剪切摩擦系數(shù)為0.12,熱傳導(dǎo)系數(shù)為11 W/(m·℃),初始溫度為20 ℃,坯料與沖頭接觸面、坯料與凹模接觸面為熱傳導(dǎo)邊界.幾何對(duì)稱面為對(duì)稱邊界.
4) 根據(jù)初步設(shè)計(jì),沖頭總行程約15 mm,因此設(shè)置子步長0.15 mm,總步數(shù)100.
2結(jié)果分析及優(yōu)化參數(shù)確定
2.1結(jié)果分析
2.1.1行程載荷分析
經(jīng)過成形過程有限元模擬,得到?jīng)_頭行程載荷曲線圖3.由圖3可知:擠壓成形輪轂軸承內(nèi)圈的最大載荷力為105 kN,即10.5 t.因建模時(shí)采用1/10模型,故實(shí)際需105 t壓力,這為壓力機(jī)噸位的選擇提供了參考.
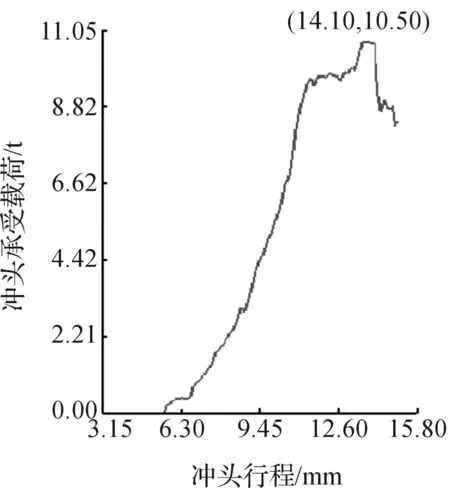
圖3 沖頭行程載荷曲線Fig.3 Punch stroke load curve
2.1.2模具磨損分析
采用Archard模型[9]來預(yù)測(cè)模具磨損情況,表達(dá)式為
(1)
式中:W為磨損量;K為磨損系數(shù);x為滑行長度;P為表面壓力;H為模具硬度.
由于沖頭和凹模材料分別為SKD11和YG15,故沖頭及凹模的硬度分別設(shè)置為55HRV和87HRV.由圖4可知:沖頭最大磨損量為0.251μm,主要分布在沖頭與坯料接觸部分.凹模最大磨損量為0.304μm,主要分布在斜面部分,尤其是斜面過渡圓角處.
2.2優(yōu)化目標(biāo)及優(yōu)化參數(shù)的選擇
金屬塑性成形過程中,沖頭載荷力的大小直接關(guān)系到擠壓機(jī)噸位的選取,對(duì)沖頭載荷力進(jìn)行優(yōu)化,減小載荷力,可有效降低零件制造成本.同時(shí),載荷力減小,坯料應(yīng)力也相應(yīng)減小,有利于提高成形零件質(zhì)量,不易產(chǎn)生應(yīng)力集中等情況.模具單次擠壓磨損量直接影響到模具的壽命,因此,減少模具單次磨損量,延長模具壽命,同樣能夠降低零件生產(chǎn)成本.故選擇沖頭最大磨損量m1、凹模最大磨損量m2、沖頭最大載荷力F和工件最大應(yīng)力σ為優(yōu)化目標(biāo).
由有限元分析可知:金屬塑性成形過程中,凹模型腔斜面部分對(duì)金屬流動(dòng)影響較大,從而影響沖頭載荷力、模具磨損等.故確定該斜面過渡圓角半徑為調(diào)整參數(shù)之一.另外,考慮到?jīng)_頭擠壓速度和摩擦條件等成形工藝條件對(duì)成形效果的影響,選取凹模圓角半徑C1和C2(圖2)、沖頭擠壓速度v、摩擦因數(shù)μ為調(diào)整參數(shù).
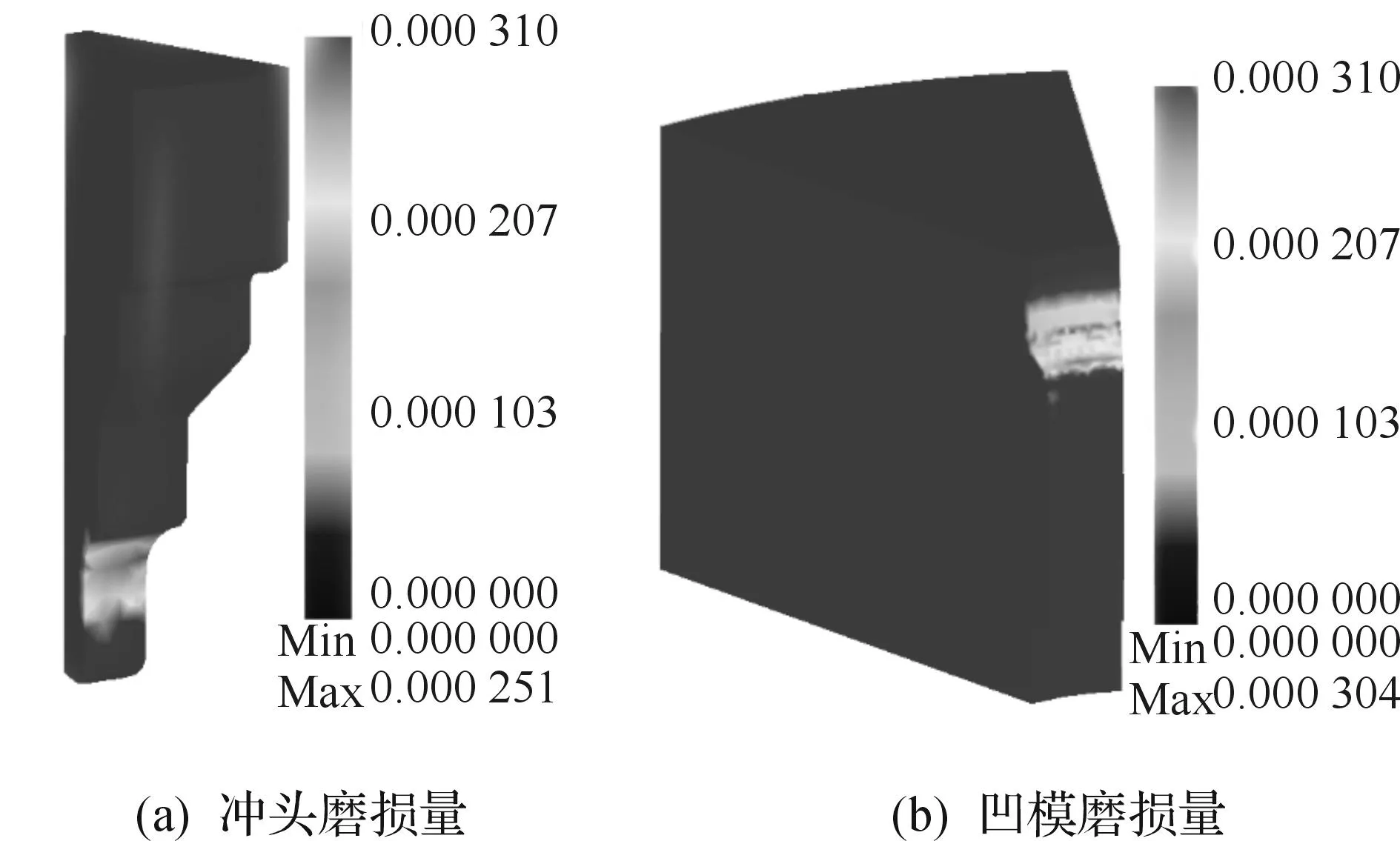
圖4 模具單次擠壓磨損量Fig.4 Die wear volume of single extrusion
2.3優(yōu)化參數(shù)邊界確定
優(yōu)化參數(shù)確定之后,需要對(duì)其取值范圍進(jìn)行限定,作為以下優(yōu)化的邊界條件.
1) 速度邊界.采用國產(chǎn)通用液壓機(jī),取成形速度范圍為:20~100 mm/s.
2) 圓角C1和C2范圍.由圖2可知:C1過大,則坯料切削余量過小,不利后續(xù)加工;C1過小,坯料余量過大,造成材料浪費(fèi),且不利金屬流動(dòng).同樣,C2過大,坯料余量過多;C2過小,坯料余量過小,不利后續(xù)切削加工,且不利成形時(shí)金屬流動(dòng).因此,設(shè)置C1和C2的范圍為0.5~2.5 mm.
3) 摩擦因素μ范圍.一般在冷擠壓模具設(shè)計(jì)中,當(dāng)模具表面研磨加工且潤滑良好時(shí),摩擦因數(shù)約為0.05~0.1[10].為擴(kuò)大優(yōu)化空間,取摩擦因數(shù)范圍0~1.
3多種優(yōu)化方法協(xié)同優(yōu)化過程
3.1建立正交試驗(yàn)組
設(shè)置4個(gè)因素:v,C1,C2,μ,采用3個(gè)水平,得因素水平表,如表1所示.
根據(jù)此因素水平表,建立4因素3水平正交試驗(yàn)表L9(34),得到9組試驗(yàn)方案,并對(duì)每組方案進(jìn)行有限元分析,分析結(jié)果如表2所示.
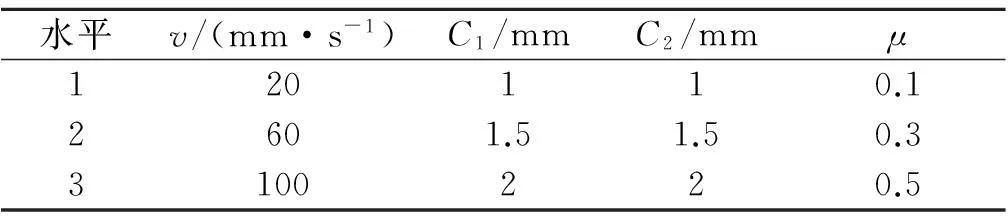
表1 優(yōu)化參數(shù)因素—水平表
3.2建立BP神經(jīng)網(wǎng)絡(luò)
人工神經(jīng)網(wǎng)絡(luò)是采用數(shù)學(xué)形式構(gòu)造出生物神經(jīng)網(wǎng)絡(luò)的結(jié)構(gòu)及工作方式的模型,通過模擬大腦的一些機(jī)理與機(jī)制,實(shí)現(xiàn)所對(duì)應(yīng)某個(gè)方面的功能[11-12].為研究?jī)?yōu)化參數(shù)及優(yōu)化目標(biāo)之間的關(guān)系,這里建立BP神經(jīng)網(wǎng)絡(luò).
3.2.1BP神經(jīng)網(wǎng)絡(luò)模型
采用3層神經(jīng)網(wǎng)絡(luò),輸入層有4個(gè)神經(jīng)元,分別為擠壓速度v、圓角C1和C2、摩擦因素μ;輸出層有四個(gè)神經(jīng)元,即:沖頭最大磨損量m1、凹模最大磨損量m2、沖頭最大載荷力F和工件最大應(yīng)力σ;隱含層含有9個(gè)神經(jīng)元.

表2 正交試驗(yàn)表及各試驗(yàn)組有限元分析結(jié)果
3.2.2BP神經(jīng)網(wǎng)絡(luò)的訓(xùn)練與測(cè)試
調(diào)用MATLAB神經(jīng)網(wǎng)絡(luò)工具箱中的newff( )函數(shù)創(chuàng)建神經(jīng)網(wǎng)絡(luò),輸入層與隱含層之間的傳遞函數(shù)采用tansig( ),隱含層與輸出層之間的傳遞函數(shù)采用logsig( ),設(shè)置訓(xùn)練次數(shù)為500次,其他參數(shù)保持不變.
選取表2中優(yōu)化參數(shù)所構(gòu)成的矩陣p為
pT=[vC1C2μ]
(2)
表3中優(yōu)化目標(biāo)所構(gòu)成的矩陣T為
TT=[m1m2Fσ]
(3)
歸一化處理后作為訓(xùn)練樣本.
網(wǎng)絡(luò)訓(xùn)練后需要測(cè)試其準(zhǔn)確性才能用于預(yù)測(cè).將訓(xùn)練后得到的網(wǎng)絡(luò)預(yù)測(cè)值Y進(jìn)行反歸一化處理后,與有限元分析結(jié)果作比較,如表3所示.由表3可知:網(wǎng)絡(luò)訓(xùn)練的精度較高,訓(xùn)練得到的網(wǎng)絡(luò)具有良好的預(yù)測(cè)性.
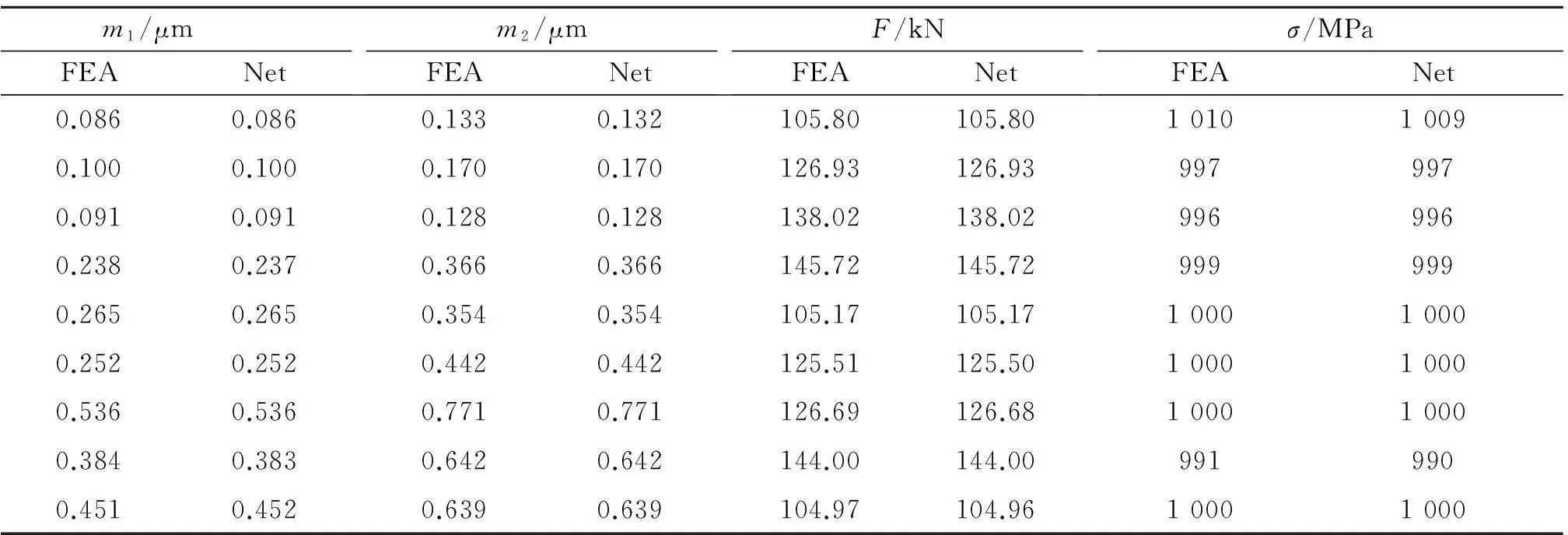
表3 網(wǎng)絡(luò)預(yù)測(cè)值與有限元分析結(jié)果對(duì)比
3.3線性回歸分析
對(duì)4個(gè)自變量v,C1,C2,μ分別在其可調(diào)范圍內(nèi)(v∈[20,100];C1∈[0.5,2.5];C2∈[0.5,2.5];μ∈[0,1]),采用MATLAB自動(dòng)生成20組隨機(jī)數(shù),作為回歸分析的自變量.將這20組數(shù)據(jù)作為輸入變量代入前面訓(xùn)練好的神經(jīng)網(wǎng)絡(luò),預(yù)測(cè)得到相對(duì)應(yīng)的輸出變量.
由于沖頭行程載荷力對(duì)壓力機(jī)噸位的選擇具有指導(dǎo)意義,因此,減小沖頭最大載荷力,可減小設(shè)備噸位,具有較大的經(jīng)濟(jì)價(jià)值.且工件最大等效應(yīng)力均隨沖頭最大載荷力的減小而減小,這里取沖頭行程載荷力F為因變量f1;v,C1,C2,μ分別為自變量x1,x2,x3,x4,建立函數(shù)模型為
f1(x)=a0+a1x1+a2x2+a3x3+a4x4
(4)
對(duì)其進(jìn)行多變量回歸分析,通過最小二乘擬合得到線性參數(shù)a=E/z,(E=[ones(size()),x1,x2,x3,x4])最終得到

(5)
模具的最大磨損量直接關(guān)系到模具的使用壽命,減小模具磨損量可延長模具使用壽命.因?yàn)闆_頭最大磨損量隨著凹模最大磨損量的減小而減小,取凹模最大磨損量m2為因變量f2,v,C1,C2,μ分別為自變量x1,x2,x3,x4,建立另一函數(shù)為
(6)
3.4軸承套圈多目標(biāo)遺傳算法優(yōu)化
遺傳算法(Geneticalgorithm)是美國密歇根大學(xué)的JohnHolland教授于1975年提出的一種基于自然選擇原理、自然遺傳機(jī)制以及自然搜索的算法.遺傳算法通過模擬達(dá)爾文遺傳選擇和自然淘汰的生物進(jìn)化過程建立計(jì)算模型,本質(zhì)上說,是一種高效、并行、全局搜索的方法[13-14].在搜索過程中,能夠自動(dòng)獲取積累有關(guān)搜索空間的知識(shí),且能夠自適應(yīng)地控制搜索過程來求得最優(yōu)解.遺傳算法采用生物進(jìn)化論中適者生存的原則,通過選擇、交叉、變異等基本操作,實(shí)現(xiàn)在參數(shù)空間的高效搜索.其中,參數(shù)編碼、初始種群設(shè)定、適應(yīng)度函數(shù)的建立、遺傳操作以及控制參數(shù)的設(shè)定是遺傳算法的核心內(nèi)容[15].
3.4.1建立多目標(biāo)評(píng)價(jià)函數(shù)
由于優(yōu)化目標(biāo)中沖頭行程載荷力和凹模磨損量存在相互影響關(guān)系,這里采用多目標(biāo)優(yōu)化對(duì)各目標(biāo)最優(yōu)解之間進(jìn)行協(xié)調(diào)、權(quán)衡,使得各目標(biāo)盡可能接近最優(yōu)解.
采用線性加權(quán)法,通過選擇合理的權(quán)重系數(shù),建立評(píng)價(jià)函數(shù),即

(7)
式中:n為優(yōu)化次數(shù);wi為各優(yōu)化目標(biāo)的權(quán)重系數(shù),(0 的適應(yīng)度函數(shù). 由于對(duì)沖頭行程載荷力、凹模磨損量的優(yōu)化均為求最小值問題,故 (8) 式中:cmax為一個(gè)較大的常數(shù),通常為f(x)的最大估計(jì)值. 確定適應(yīng)度函數(shù),同時(shí)考慮到兩者數(shù)量級(jí)相差較大,在fiti(x)前乘上一個(gè)適當(dāng)?shù)某?shù)ci,將其統(tǒng)一到同一數(shù)量級(jí).因此取c1=1,c2=2.6×107,建立多目標(biāo)遺傳算法評(píng)價(jià)函數(shù),即 g(x)=w1[145 720-(123 886-306x1-1 279x2+ 3 022x3+4 2461x4]+w2×2.6×107× [0.000 771-(-0.000 105 27+ 0.000 011 531x1-0.000 037 14x2+ 0.000 019 85x3+0.000 040 452x4)] (9) 3.4.2多目標(biāo)遺傳算法求解 采取在變量搜索空間內(nèi)隨機(jī)生成初始種群,默認(rèn)的種群規(guī)模為100.調(diào)用MATLAB遺傳算法工具箱GAOT對(duì)建立的適應(yīng)度函數(shù)進(jìn)行尋優(yōu),設(shè)置遺傳迭代代數(shù)為150代,邊界條件為適應(yīng)度函數(shù)的自變量可行域,其余采用默認(rèn)設(shè)置. 選取9組不同的wi組合,分別對(duì)其進(jìn)行遺傳算法求解.求解結(jié)果見表4.由表4可知:權(quán)重系數(shù)的選擇對(duì)最終優(yōu)化結(jié)果的影響較大.考慮到載荷力對(duì)減輕設(shè)備投入的作用,以及磨損量對(duì)模具壽命的影響,選取w1=0.5,w2=0.5,使兩者處于同等重要的地位.因此確定最終優(yōu)化后的參數(shù)為:v=75.46mm/s;C1=2.37mm;C2=0.56mm;μ=0.019. 表4 不同權(quán)重系數(shù)所對(duì)應(yīng)的優(yōu)化參數(shù)和優(yōu)化目標(biāo)值 3.5有限元驗(yàn)證 根據(jù)優(yōu)化后的尺寸參數(shù)重新建立模具模型,調(diào)整成形工藝參數(shù),建立有限元模型,進(jìn)行成形過程有限元模擬.分析得沖頭最大行程載荷力為95.282 1 kN,與遺傳算法預(yù)測(cè)值99.826 4 kN較為接近(相對(duì)誤差4.55%),如圖5所示.凹模最大磨損量為0.228 μm,與遺傳算法預(yù)測(cè)值0.288 μm相差不大(絕對(duì)誤差為0.06 μm),如圖6所示.表明遺傳算法預(yù)測(cè)結(jié)果可靠. 圖5 遺傳算法優(yōu)化后行程載荷曲線Fig.5 Travel load curve After the genetic algorithm optimization 圖6 遺傳算法優(yōu)化后凹模磨損量Fig.6 Die wear volume after the genetic algorithm optimization 4結(jié)論 以冷擠壓桑塔納L45449汽車輪轂軸承內(nèi)圈為例,提出了一種結(jié)合正交實(shí)驗(yàn)、BP人工神經(jīng)網(wǎng)絡(luò)、遺傳算法的冷擠壓模具協(xié)同優(yōu)化設(shè)計(jì)方法.采用正交試驗(yàn)方法設(shè)計(jì)試驗(yàn)方案,應(yīng)用軟件Deform-3D分別對(duì)各組別方案進(jìn)行有限元分析,得到的分析結(jié)果作為神經(jīng)網(wǎng)絡(luò)的訓(xùn)練樣本.建立三層BP神經(jīng)網(wǎng)絡(luò)模型,得到模具及工藝優(yōu)化參數(shù)和優(yōu)化目標(biāo)之間的對(duì)應(yīng)關(guān)系,并對(duì)其進(jìn)行線性回歸分析,建立函數(shù)模型.所得到的函數(shù)模型作為遺傳算法的適應(yīng)度函數(shù),進(jìn)行遺傳尋優(yōu),實(shí)現(xiàn)對(duì)模具及工藝的優(yōu)化設(shè)計(jì).仿真結(jié)果表明:筆者所提出的優(yōu)化算法的可行性,能有效縮短模具設(shè)計(jì)周期. 參考文獻(xiàn): [1]楊慶華,陳鑫,孟彬,等.汽車活塞銷振動(dòng)擠壓數(shù)值模擬分析[J].浙江工業(yè)大學(xué)學(xué)報(bào),2013,41(3):317-320. [2]黃榮學(xué).冷擠壓組合凹模的應(yīng)力場(chǎng)數(shù)值模擬及疲勞壽命估算研究[D].四川:四川大學(xué),2005. [3]馬曉春,沈衛(wèi)兵.有限元數(shù)值模擬技術(shù)在汽車沖壓件成形中的應(yīng)用[J].浙江工業(yè)大學(xué)學(xué)報(bào),2007,35(1):100-103. [4]WANG Huajun, XIA Juchen, CHENG Peiyuan, et al. Numerical simulation of precision forging for spiral bevel driven gear[J].Journal of Huazhong University of Science and Technology,2005,33(9):94-96. [5]張劍寒,方剛.基于有限元模擬和正交實(shí)驗(yàn)方法的軸承鋼球冷鐓工藝及模具優(yōu)化[J].塑性工程學(xué)報(bào),2009,16(3):211-217. [6]KIM D J, KIM B M. Application of neural network and FEM for metal forming process[J]. International Journal of Machine Tools and Manufacture,2000,40(6):911-925. [7]KIM D J,KIMB M, CHOI J C. Determination of the billet geometry for a forged product using neural networks[J]. Journal of Materials Processing Technology,1997,72(1):86-93. [8]劉漢武,張志萍,王秀海,等.基于BP遺傳算法的鋁型材擠壓模具優(yōu)化設(shè)計(jì)[J].哈爾濱工業(yè)大學(xué)學(xué)報(bào),2000,32(4):86-88. [9]ZOU Lin, XIA Juchen,WANG Xinyun, et al. Optimization of die profile for improving die life in the hot extrusion process[J]. Journal of Material Processing Technology,2003,142(3):659-664. [10]鄒琳,夏巨堪,胡國安.并行遺傳算法在模具型腔形狀優(yōu)化設(shè)計(jì)中的應(yīng)用[J].中國機(jī)械工程,2003,14(24):2077-2080. [11]ARCHARD J F. Contact and rubbing of flat surfaces[J]. Journal of Applied Physics,1953,24(8):981-988. [12]洪慎章.冷擠壓實(shí)用技術(shù)[M].北京:機(jī)械工業(yè)出版社,2004. [13]雷英杰,張善文,李續(xù)武,等.MATLAB遺傳算法工具箱及應(yīng)用[M].西安:西安電子科技大學(xué)出版社,2005. [14]駱志高,王祥,李舉,等.遺傳算法與懲罰函數(shù)法在輾軋成形工藝參數(shù)優(yōu)化中的應(yīng)用[J].中國機(jī)械工程,2009,20(14):1704-1707. [15]原思聰.MATlab語言及機(jī)械工程應(yīng)用[M].北京:機(jī)械工業(yè)出版社,2008. (責(zé)任編輯:劉巖) 中圖分類號(hào):TG376.3 文獻(xiàn)標(biāo)志碼:A 文章編號(hào):1006-4303(2015)03-0251-06 作者簡(jiǎn)介:楊慶華(1964—),男,浙江義烏人,教授,博士,研究方向?yàn)榻饘兕澱癯尚巍C(jī)器人技術(shù)和機(jī)電一體化,E-mail:zjutme@163.com. 基金項(xiàng)目:國家自然科學(xué)基金資助項(xiàng)目(51275475);浙江省科技計(jì)劃公益技術(shù)研究工業(yè)項(xiàng)目(2008C21126) 收稿日期:2014-12-02

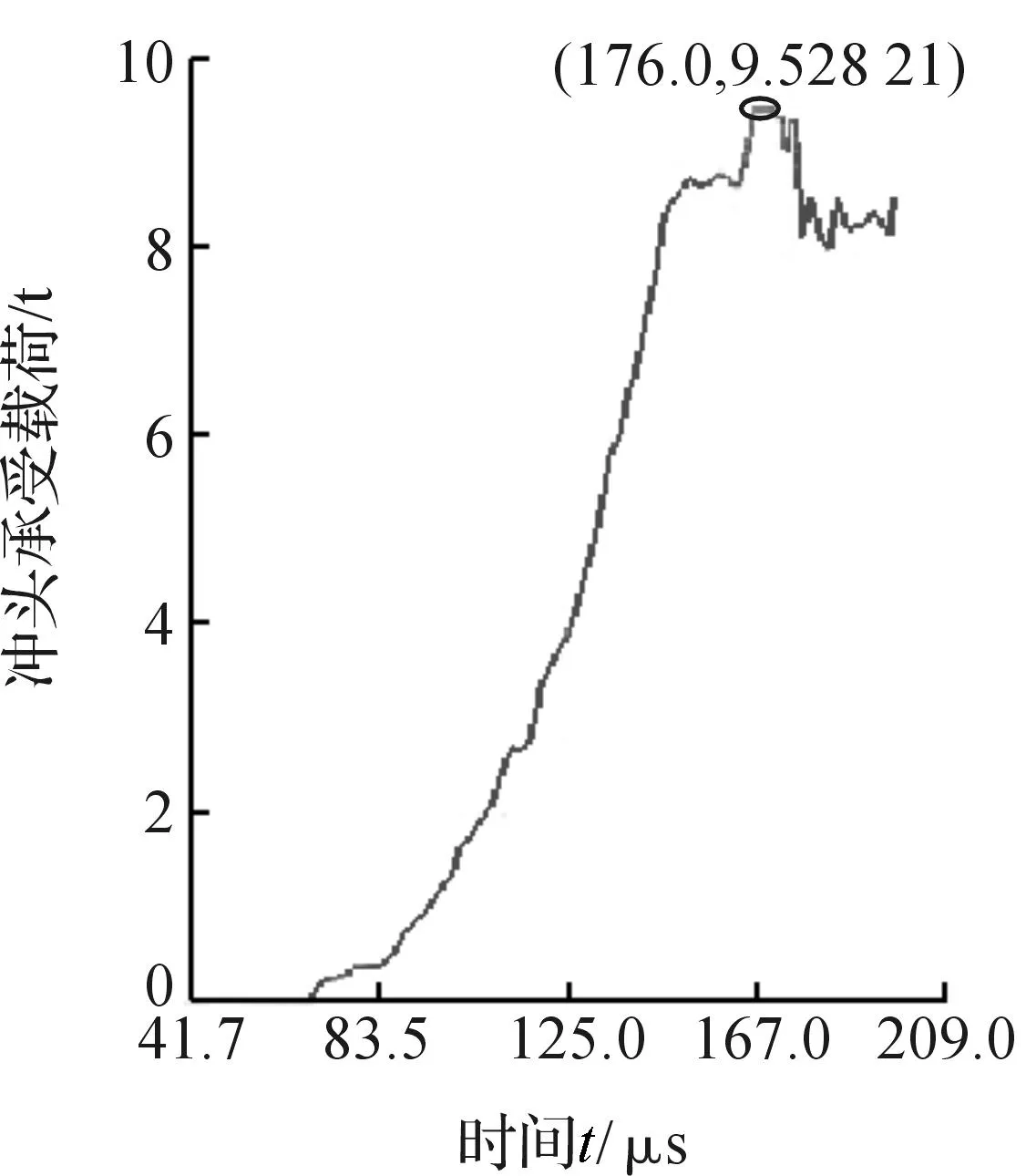

猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(bào)(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18