電信號演繹法快除機床短路故障(上)
2015-02-22 01:16:18中國重汽集團濟南橋箱有限公司山東250022劉勝勇
金屬加工(冷加工) 2015年20期
關鍵詞:故障
■中國重汽集團濟南橋箱有限公司 (山東 250022) 劉勝勇
電信號演繹法快除機床短路故障(上)
■中國重汽集團濟南橋箱有限公司 (山東 250022) 劉勝勇
摘要:針對三例機床短路故障,運用電信號演繹法迅速排查出故障原因并制定整改措施,進而提高了維修效率、縮短了機床停機時間,對機床用戶具有相當高的參考價值。
伴隨我國各產業現代化進程的穩步推進,包括立/臥式車床、車削中心、內/外圓磨床、立/臥式加工中心、花鍵銑床、直齒/螺旋齒滾齒機、研齒機和磨齒機等數控裝備在內的現代機床正被大量應用于工業、農業、軍事、醫療和服務等領域的產品加工鏈中。這些機床的電氣線路一旦發生短路故障——不同電位的導電部分之間被導電體短接或其間的絕緣被擊穿,勢必會造成直流或交流形式的電源供應異常、元器件燒毀和控制動作失靈等,進而影響產品質量與生產進度。
何為電信號演繹法
電信號演繹法源于模塊化維修思想,是集原理分析法、報警信息分析法、數據/狀態檢查法、在線監控法、測量比較法、隔離法、強迫閉合法及程序測試法的一種現代綜合性維修方法。其中,原理分析法是按電信號的流向梳理元器件的工作過程;報警分析法是借助LCD屏顯報警信息或LED屏顯報警號,探知故障的可能部位和原因;數據/狀態檢查法是通過LCD屏顯的機床參數或輸入/輸出信號的通斷狀態縮小故障排查范圍;在線監控法是借助機床自帶跟蹤功能或外設PC機上工控軟件的在線功能,捕捉故障的聯鎖/互鎖信號;測量比較法是借助萬用表等工具測量目標電路的電壓、電流、電阻、電平或波形,并與正常值比較;隔離法是通過機械與電氣的分離、支路與支路的分離或控制方式的轉換等縮小故障排查范圍;強迫比合法是借助機床自帶強制功能或外力迫使常開觸點閉合,以查看目標元件的動作狀態;程序測試法是按數控系統要求編寫并運行一段試驗程序,以排查機床功能的不良/缺失。
短路故障實例分析
1. 數控滾齒機SV0411和SV0436報警的故障分析
(1)故障現象:一臺配置FANUC 0i MD系統并用于直齒圓柱齒輪剃前滾齒的YKX3140M型數控高效滾齒機(下稱滾齒機),在MEM自動方式下執行程序時,一旦Z坐標軸移動就屏顯SV0411和SV0436報警,并伴有嚴重的“嘩嘩”作響聲;在JOG手動方式下反復移動Z坐標軸時,屏顯SV0414報警。關機重啟后報警消失,再次移動Z坐標軸時又屏顯相同報警。如此滾齒機不能繼續工作。
(2)診斷分析:按四步到位法維修要求,合理運用報警信息分析法、數據狀態檢查法和測量比較法等現代故障診斷分析方法,對故障原因展開排查。
報警信息分析法解析三條屏顯報警:
“SV0411 Z-AXIS EXCESS ERROR”報警內容為Z坐標軸移動中的位置偏差量超出CNC參數#1828的設定值,即#1828. Z=32000檢測單位。因檢測單位=最小移動單位/#1820給定Z軸的指令倍乘比C M R=M系列的最小設定單位η/#1820給定Z軸的指令倍乘比CMR,且η由參數#3401.6/GSB和#3401.7/GSC所確定的米制機床的G代碼體系A、B或C決定(#3401.6=0、#3401.7=0確定為G代碼體系A時η=0.01mm),故#1828. Z=32 000×0.01mm/50=6.4mm。根據FANUC全數字伺服控制系
統框圖,在Z坐標軸執行插補指令移動時,CPU傳送的指令值隨時分配脈沖P_cmd,編碼器反饋值隨時讀入脈沖P_fb,誤差寄存隨時計算實際誤差值E=P_cmd -P_fb,一旦P_cmd和P_fb中的一個不能正常工作(多為P_fb出錯),則E值發生變化,在E值超過參數#1828.Z時,立即屏顯SV0411報警。通常在半閉環控制系統的數控機床中,反饋環節不良(如編碼器損壞、反饋電纜斷線或破皮等)使反饋信息不能準確傳遞至數控系統,以及伺服放大器故障(驅動晶體管擊穿、驅動電路故障、動力電纜斷線或虛接等)、伺服電動機損壞(電動機進油/進水或匝間短路等)或機械過載(導軌嚴重缺油/損傷、滾珠絲杠副/蝸桿蝸輪副損壞、支承軸承不良、聯軸器松動/損壞等)使伺服電動機不能轉動時,均會引起SV0411報警。
“S V 0 4 3 6 Z - A X I S SOFTTHERMAL(OVC)”報警內容為Z坐標軸的數字伺服軟件檢測到軟發熱保護。SV0436既對應于系統診斷畫面下診斷號DGN200的位5,又對應于伺服調整畫面的報警1,其實質為Z軸伺服放大器的實際輸出電流超過該軸伺服電動機額定電流的1.5倍(時間累計1min)。一般情況下,CNC參數設定錯誤或伺服軟件不良,坐標軸的制動器未打開,機械傳動部件配合過緊、潤滑不良、導軌副鑲條調整不當或滑塊不良,切削負載大或切削參數不合理,伺服電動機匝間局部短路或連接電纜短路,伺服放大器的控制電路板故障,均可能引起SV0436報警。
“SV0414 Z-AXIS DETECT ERROR”內容為Z坐標軸伺服檢測系錯誤(過電流、異常電流、高電壓或低電壓等)的綜合報警。SV0414應借助系統診斷畫面下診斷號DGN200、DGN201與DGN204的位0~7的狀態來進一步判斷其真正原因,進而縮小故障的排查范圍。
數據狀態檢查法推斷報警原因。對于SV0411報警不能僅按報警提示修改參數#1828的設定值,否則修改#1828后滾齒機立即屏顯SV0414報警。基于“先簡單后復雜”的維修思路,在FANUC系統屏顯SV0411或SV0436報警時,可在操作監視畫面下觀察Z坐標軸在靜止狀態、空載移動狀態及實際切削狀態時的負載率大小,以便快速推斷故障存在于機械方面或電氣方面。在圖1所示的滾齒機操作監視畫面(空載移動狀態)中,水平布置的軸向進給軸Z的載荷計顯示268%,遂推斷伺服電動機可旋轉但有較大的機械阻滯存在,如Z軸制動器未打開、蝸桿蝸輪副損壞和導軌嚴重缺油/損壞等。

圖1 YKX3140M型數控高效滾齒機的操作監視畫面
測量比較法排查故障點。基于“先外部后內部”的維修思路,先判定Z軸制動器是否打開,再檢查后續蝸桿蝸輪副與導軌的狀態。滾齒機上Z軸制動器的PMC梯圖如圖2所示,伺服軸Z的電氣控制回路如圖3所示。

圖2 滾齒機上Z軸制動器的PMC梯圖

圖3 滾齒機上伺服軸Z的電氣控制
先在M C P上依次操作[S Y S T M E M]功能鍵、[]右擴展鍵、[PMCLAD]軟鍵與[梯形圖]軟鍵后,進入PMCLAD梯圖顯示畫面,搜索Z軸制動器釋放輸出地址Y3.2處于得電狀態。再由萬用表直流電壓擋測量端子Y3.2與2L-間的DC24V正常,中間繼電器KA21線圈得電后其常開觸點閉合。由圖3可知,正常情況下萬用表直流電壓擋測量端子90與1L-間應有DC24V——Z軸制動器線圈工作電壓,但電壓測量結果實際為0V,遂推斷線路可能存在斷線。為此,切斷機床電源并用萬用表歐姆擋分別測量端子90、1L-接線的通、斷,然而線路正常。于是將故障判定點移向Z軸制動器側的電纜插頭XT3處,發現機床上電KA21吸合的瞬間時XT3存在打火現象。檢查后,確診故障點為XT3處DC24V線路存在短路。
(3)解決措施及維修效果:據診斷分析結果,更換XT3處損壞的電纜插頭,若生產任務緊急或缺少配件時,可梳理接線并用絕緣膠布細致包扎。試機后,再也沒有出現“Z軸移動時SV0411和S0V436報警”的故障。
2. 數控剃齒機上CNC系統重啟后報警的故障分析
(1)故障現象:一臺配置FANUC 0i Mate-TD系統并用于直齒圓柱齒輪徑向剃齒的YD4240CNC2數控剃齒機(下稱剃齒機),在MEM自動方式下執行加工程序時,按[循環起動]鈕后CNC系統就斷電重啟,并屏顯EX1002、SV0603報警。操作者多次關機重啟,故障現象依舊,進而造成剃齒機停轉。
(2)診斷分析:按四步到位法維修要求,合理運用報警信息分析法、功能程序測試法和測量比較法等現代故障診斷分析方法,對故障原因展開排查。
報警信息分析法解析三條屏顯報警:
“EX1002 Hydraulic not start up”是剃齒機的1條外部報警,用于提示機床的液壓未起動。若操作者再次點按MCP上[液壓起動]鈕SB6,液壓電動機M2立即工作。因此,EX1002僅是提示性報警,不是“循環起動鈕CNC系統重啟后報警”的故障真因。
“SV0603 X軸IPM過熱”與“SV0603 Z軸IPM過熱”是剃齒機的內部報警,用來監測βi伺服單元SVU的IPM檢測到過熱報警。SV0603報警的主要原因和排除方法如表1所列。
原理分析法梳理M2的工作過程(見圖4)。剃齒機開機,使三相AC380V接入,釋放MCP 上SB9鈕及工作臺側SB10鈕,使PMC輸入信號地址X8.4接通,點擊MCP上SB6鈕,使PMC輸入信號地址X2.3接通,M2未過載時QF2的保護觸點接通,并使X3.7=1梯圖中M2起動控制用線圈Y0.3得電保持并輸出型號HH54P-FL的中間繼電器KA4線圈接通,其常開觸點閉合型號CJX1-12的交流接觸器KM1線圈接通AC220V后,主觸點閉合380V交流電隨低壓斷路器QF1~2的接通而進入M2M2旋轉,并帶動變量葉片泵(型號HVPVCF30-A3-02)一起工作。伴隨
KA4常開觸點的閉合,液壓指示燈HL5點亮呈白色。點擊MCP上SB7鈕,使PMC輸入地址X2.4斷開或者QF2過載,使X3.7斷開時得電自鎖狀態的Y0.3會斷電,M2則會停止工作。
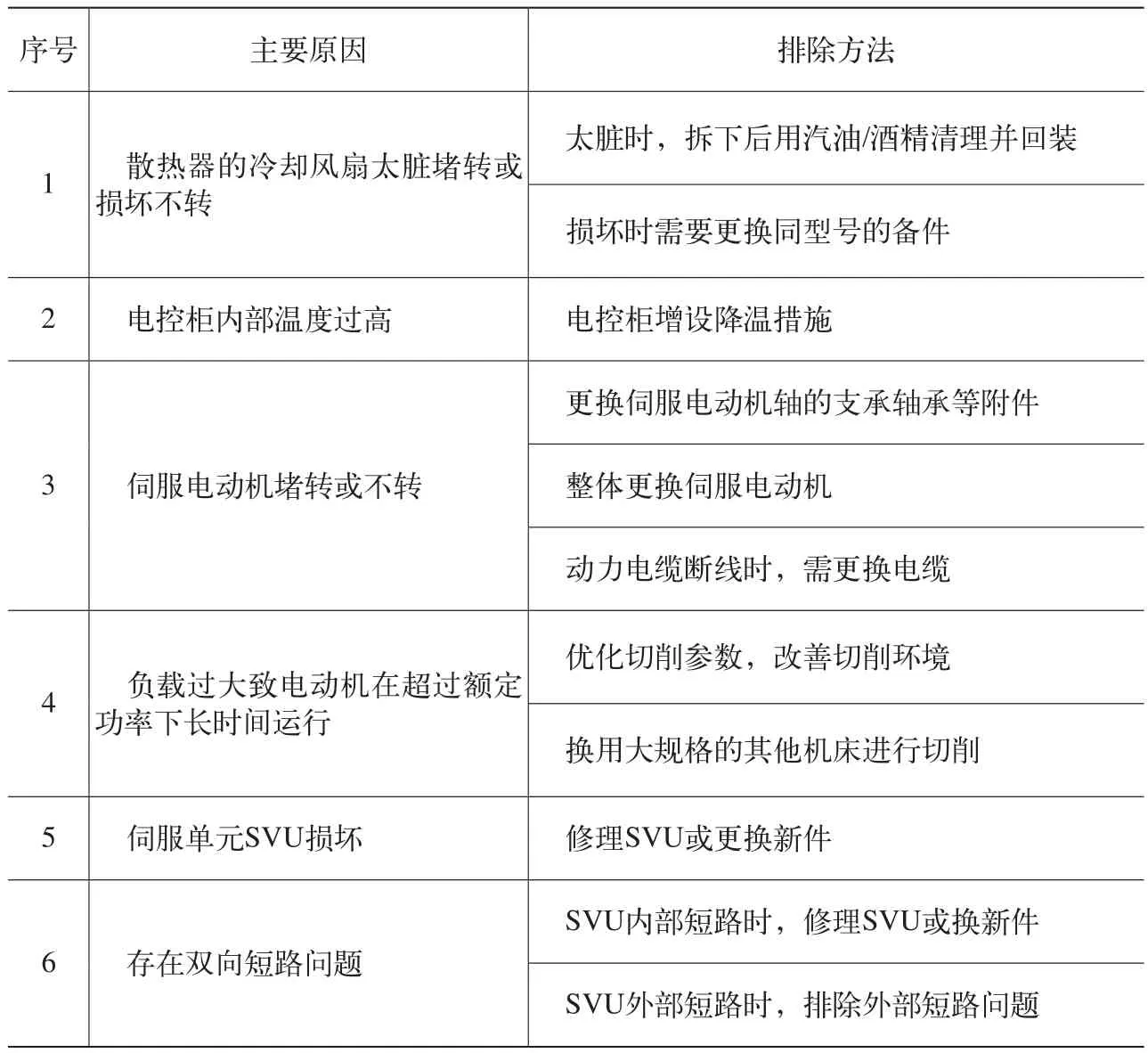
表1 βi伺服單元SV0603報警的主要原因和排除方法

圖4 YD4240CNC2數控剃齒機上液壓電動機M2的PMC梯圖
程序測試法測試非MEM方式下的工作狀態。JOG手動方式下,分別點擊MCP上左頂尖前進/后退按鈕、右頂尖前進/后退按鈕、排屑開/關按鈕、冷卻開/關按鈕時,相應動作正常、按鈕指示燈點亮,且CNC系統不會斷電重啟。由此推斷這些按鈕及其指示燈、中間繼電器和電磁閥等元件狀態正常。
JOG方式下,點擊循環起動鈕(此時HL3燈不會點亮),機床正常并無斷電重啟問題。由此推斷循環起動鈕狀態正常。
MDI方式下,屏幕輸入程序段“M03 S150”(“G01 X-5. F10”)并點擊循環起動鈕時,剃齒機未按正常狀態實施主軸正轉(X伺服軸以10mm/min速度切削進給)、HL3點亮,而是CNC系統又出現斷電重啟并屏顯EX1002、SV0603報警問題。根據以往維修經驗——短路多與按鈕、指示燈、線路、繼電器及電磁閥等有關,推斷中間繼電器KA14(型號HH54P-FL)或四色指示燈的HL3存在短路故障。
用測量比較法排查短路故障點。先將KA14常開觸點的端子線54脫開后,在MEM方式下執行程序并按[循環起動]鈕時,機床切削動作正常,僅是HL3燈不再點亮。此點說明KA14狀態完好,短路故障點在HL3及其線路上。隨后,在四色指示燈側脫開HL3的端子線54與34,萬用表歐姆擋測量線路54、34間沒有短路。據此,故障排查后移至HL3處,萬用表歐姆擋測其電阻值為0后,判定HL3短路。
(3)解決措施及維修效果:據診斷分析結果,更換四色指示燈,恢復先前接線。
試機后,再也沒有出現“按循環起動鈕CNC系統重啟后報警”的故障。
(待續)
收稿日期:(20150730)
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
