限動齒條跳電故障的研究與應對
2015-02-25 03:04:09姜樹杰吳聯合天津冶金職業技術學院天津300400天津鋼管集團股份有限公司軋管廠天津30030
天津冶金 2015年2期
姜樹杰,吳聯合(.天津冶金職業技術學院,天津300400;.天津鋼管集團股份有限公司軋管廠,天津30030)
限動齒條跳電故障的研究與應對
姜樹杰1,吳聯合2(1.天津冶金職業技術學院,天津300400;2.天津鋼管集團股份有限公司軋管廠,天津300301)
[摘要]針對更換軋制機組限動齒條控制電機過程中頻繁出現的過電壓故障,分析了其產生原因。通過對比故障架電機的主要參數、調整部分參數等措施,新的動態控制功能運行穩定可靠,明顯改善了鋼管頭部壁厚軋制質量,減少了中間軋廢量,故障時間減少近70%,取得了較好的經濟效益。
[關鍵詞]限動齒條;電機;跳電;調整
1 引言
天津鋼管集團股份公司軋管一部250機組限動齒條控制電機由8臺直流電機同軸控制。由于限動電機在線使用時間過長,設備老化嚴重,近年來由于升高片斷裂造成電機繞組燒傷跳電的現象時有發生。軋鋼時跳電頻繁,產生大量的中間軋廢,嚴重影響各項生產指標的完成,該問題亟待解決。
2 故障現象
為了整合資源,挖掘潛能,提高設備的利用率,通過對以前下線的2臺電機進行大修,并將其安裝到限動3架上,代替已老化不能正常工作的原電機。試車期間打仿真運行基本正常,但是正常軋制時限動3架電機頻繁跳電,跳電位置為限動齒條在高速插入過程中。主傳動控制系統報警信息為過電壓,而過電壓保護值理論設定為電樞電壓額定值的120%。故障造成的電壓升高除對電機繞組絕緣造成較大的沖擊外,較高的電機啟動電流在跳電時對電機換向器造成燒傷,嚴重影響到電機換相效果。綜合分析該故障報警信息及依據以往的工作經驗判斷,2臺電機速度響應偏慢,尤其在高速運行時更加突出,這一結果導致其他三架電機運行速度高于該機架電機,相當于該電機受到外力作用被拖拽而作為發電機運行,導致電機電樞電壓升高,電壓監測保護單元動作,造成主傳動系統跳電,齒條停止運行。跳電勢必將造成生產停止,而從環形爐出料機到連軋預穿線上至少有3支毛管,2支鋼坯,而操作工剔料、電氣維護人員對控制系統進行復位、對限動電機進行檢查等需要一定的停機時間,大量的中間軋廢的產生給生產效率、生產成本的控制及生產任務的完成帶來嚴重的影響。
3 解決方案
3.1對比調整故障架電機的主要參數
用示波器觀測限動3架、限動2架電樞電壓、勵磁電流曲線,示波器橫軸坐標為時間、縱軸坐標為電壓(電流),根據曲線情況,以限動2架作為調整限動3架進行參數優化的依據。圖1為調整前限動3架的電樞電壓、勵磁電流曲線(上為勵磁電流;下為電樞電壓)。圖2為限動2架的電樞電壓、勵磁電流曲線。
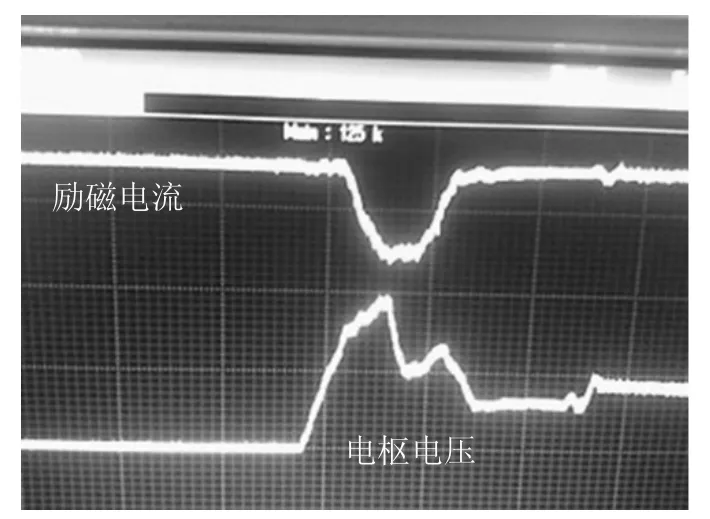
圖1 限動3架電樞電壓、勵磁電流曲線
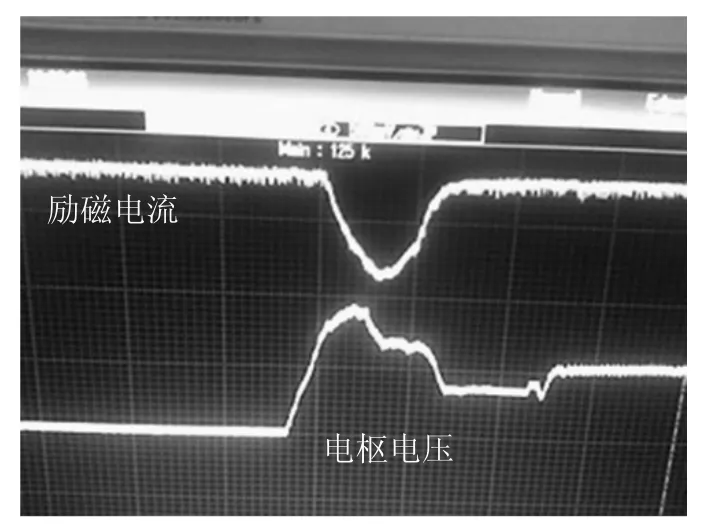
圖2 限動2架電樞電壓、勵磁電流曲線
對比發現圖2中的電壓曲線明顯低于圖1中的數值,圖1(3架)電壓曲線最高值約為額定值Ud的110%左右,而且波動較大很不穩定,雖然未發生跳電情況,但是該值相對其他機架還是較高,存在隱患。觀察圖2(2架)電壓為額定電壓值Ud的101%左右,該值較正常。根據曲線變化隨參數調整的改變,以2架電樞電壓和電流曲線為基準,經過對控制參數進行多次反復調整,使3架兩臺電機帶載時能夠正常運行。
3.2分析跳電原因
限動電機主傳動控制系統,為意大利安薩爾多公司的SPDM直流控制系統,限動電機控制原理為:1個速度環,4個電流環,即限動4個機架當中只有第1機架控制系統中的速度環起作用,其他3個機架的速度環不起作用,這樣的目的是為了使4個機架的速度完全一致。速度給定由PLC發出指令,經過速度調節器的調節后電流給定值同時分配給4個電流環,這樣使4個電流環同時觸發可控硅,保證4組電機同時出力,以最大的轉矩限制芯棒的速度,與連軋機速度匹配完成毛管的軋制。速度反饋由第一機架測速編碼器反饋,保證速度反饋一致,避免由于編碼器脈沖誤差造成的速度差異。
限動電機一個周期內運行于4個象限,即正向電動、正向回饋、反向電動、反向回饋4個狀態。當限動齒條在高速插入時,工作在第一象限,即正向電動狀態,靠升壓來升速,達到電動機基速后,電壓、勵磁共同來調節速度,由于3架電機速度響應慢,當其他機架速度達到給定速度后,3架速度并未達到給定值,但由于同軸連接到齒輪箱上,3架的速度被其他機架拖拽速度也達到給定值,而此時3架相當于受到外力的作用作為發電機運行,此時速度升高并不是由于系統主動發出的調節信號而是被動升高,所以勵磁電流值來不及響應。根據電機電壓平衡公式:Ud=E+IaRa,E=Keφn,即Ud=Keφn+ IaRa,n=(Ud-IaRa)/Keφ。公式中,Ud是電樞電壓;E是電機反電動勢;Ia是電樞電流;Ra是電樞回路總電阻;Ke是由電機結構決定的電勢常數;φ是勵磁磁通;n是電機轉速,當轉速n隨著其他機架速度被迫升高,Ud隨著的n升高而升高。PLC的速度給定值越大,3架速度被拖拽的也越嚴重,相應的Ud升高越大,跳電的概率越大,當超過額定電壓的120%跳電保護動作。
通過控制原理分析得知,當PLC通過Profibus總線傳遞數據給速度環后的短時間內數據并沒有發生變化,只有當速度環發出電流給定信號到電流環,電流環經過調節發出脈沖觸發信號時,可控硅導通驅動電機運行。在電機未啟動時勵磁滿磁即14 A,由于更換電機使電機特性發生了改變,電流環接收到統一給定信號后,可控硅導通角不同,產生的電流大小不同,從而造成速度響應不同,尤其當速度超過基速(即460 rmp)后,需要進行電樞電壓、勵磁電流的共同調節來完成速度的提升。
高速插入時的速度雖然由操作工根據軋制孔型的不同而進行不同的設定,但設定值的最低量也要高于900 rmp(最高轉速1 530 rmp),速度設定的越高,3架電機速度響應慢的缺點越明顯。經過分析,當電機速度達到給定值后,速度給定值與速度反饋值相同,速度環達到飽和狀態,幾乎不參與調節,而電流環作為內環不會飽和,不停地進行調整,因此確定需要改動的參數為速度給定前的加速斜坡時間,使速度由0到達給定值的時間相對加長些,使電流環有從容響應的時間;另外,要改變電流環的參數及勵磁控制器的參數,將速度響應時間減少,盡量同步其他3個機架。
3.3調整部分參數
上述分析為排除頻繁跳電故障帶來的不利影響,確定對以下參數進行了調整,這一調整過程需反復多次、循序漸進的嘗試。
其中主要調整的參數(SPDM)為:
TA1(電流調節器比例增益)、TA2(電流調節器微分增益)、TE1(速度調節器加速斜坡時間)、TE2(速度調節器減速斜坡時間)、TG1(電機電勢調節器比例增益)、TG2(電機電勢調節器積分增益)、DJ5(電樞電壓模擬量輸入比例因子)、DH5(電樞電壓模擬量輸入偏置)。
勵磁控制器SPDME調整參數為:
TA1(勵磁調節器比例增益)、TA2(勵磁調節器微分增益)、DJ8 (電流變換器參數的修正)。調整TE1、TE2使限動4架電機加減速斜坡稍稍加長,使限動整體的啟動時間加長(但該值又不能加的太長,否則會影響軋制節奏);調整TA1、TA2提高3架電流環響應速度及穩定性,調整TG1、TG2勵磁調節器的TA1、TA2,使勵磁電流響應的快速性及穩定性恰到好處,調整DJ8使勵磁電流減小,用犧牲磁場的方法來提高電機速度(該值調整必須慎重,若勵磁電流降得過低,在高速運行時容易造成該機架速度過高而使該機架帶動其他3個機架運行),即由該機架電機帶動齒條運行,負載過大容易過電流跳電,降得過低又會降低電機輸出轉矩,因轉矩T=CmφIa(Cm為電動機額定勵磁下的轉矩電流比,φ為電機磁場磁通量,等效于勵磁電流)。調整DJ5、DH5,使電樞電壓反饋值達到最佳。
4 實際效果
由于限動電機特性差異造成的頻繁跳電故障解決后,嚴重影響軋管一部MPM機組各項生產指標完成的瓶頸問題終于迎刃而解。經過一年多的跟蹤,新的動態控制功能運行穩定可靠,明顯改善了鋼管頭部壁厚軋制質量,有效地減少了中間軋廢量,故障時間減少近70%,達到了預期效果,在收獲較好經濟效益的同時,也為其他類似機組的控制方案積累了寶貴的實踐經驗。
5 結束語
通過對限動齒條跳電故障的研究與應對,解決了頻繁跳電給生產帶來的不利影響,也使老舊設備更新再利用。在故障分析與尋找解決策略的過程中,工程技術人員的綜合能力有了很大提升,這對企業的高效安全生產和人才的全面發展大有幫助。
參考文獻
[1]陳伯時.電力拖動自動控制系統[M].北京:機械工業出版社,1992.
[2]黃立培,張學.變頻器應用技術及電動機調速[M].北京:人民郵電出版社,1998.
Study and Countermeasures on and to Tripping Fault of Retaining Rack
JIANG Shu-jie1and WU Lian-he2(1.Tianjin Metallurgical Vocation-Technology Institute, Tianjin 300400, China; 2.Pipe Rolling Mill, Tianjin Pipe [Group] Corporation, Tianjin 300301, China)
AbstractThe authors analyze the cause of overvoltage fault frequently occurring during the exchanging of the motor controlling the retaining rack of rolling mill. New dynamic control functions ran stably and reliably after the main parameters of the motor on fault rack were compared and some parameters adjusted. The rolling quality of pipe head was evidently improved with reduced intermediate discard and reduced downtime by nearly 70%. Good economic benefits were achieved.
Key wordsretaining rack; motor; tripping; adjustment
作者簡介:姜樹杰(1964—),碩士,副教授,主要從事控制理論、控制工程方面的教學及研究工作。
收稿日期:2014- 11- 15修回日期:2014- 12- 05
doi:10.3969/j.issn.1006-110X.2015.02.013
