雙圓弧齒輪自動(dòng)編程與仿真加工研究
2015-02-26 06:04:00潘冬
新技術(shù)新工藝 2015年8期
潘 冬
(陜西國(guó)防工業(yè)職業(yè)技術(shù)學(xué)院 數(shù)控工程學(xué)院,陜西 西安 710300)
雙圓弧齒輪自動(dòng)編程與仿真加工研究
潘冬
(陜西國(guó)防工業(yè)職業(yè)技術(shù)學(xué)院 數(shù)控工程學(xué)院,陜西 西安 710300)
摘要:齒輪傳動(dòng)是機(jī)械傳動(dòng)的重要形式。采用雙圓弧齒輪傳動(dòng),避免了漸開(kāi)線齒輪在高速重載情況下容易磨損的問(wèn)題,提高了承載能力和運(yùn)動(dòng)平穩(wěn)性;然而雙圓弧齒輪加工的編程及程序驗(yàn)證存在很多的困難。為此,提出了利用Pro/E軟件進(jìn)行雙圓弧齒輪造型,自動(dòng)編程以及后置處理,解決了雙圓弧齒輪實(shí)際加工過(guò)程中的編程難題,提高了編程效率。通過(guò)仿真加工及過(guò)切檢測(cè),提高了產(chǎn)品的設(shè)計(jì)研發(fā)效率,避免了生產(chǎn)過(guò)程中的過(guò)切或者少切現(xiàn)象,預(yù)先發(fā)現(xiàn)加工缺陷,實(shí)現(xiàn)了程序校驗(yàn),具有一定的研究意義。
關(guān)鍵詞:雙圓弧齒輪;自動(dòng)編程;仿真加工
1雙圓弧齒輪傳動(dòng)的優(yōu)點(diǎn)
圓弧齒輪的齒廓為圓弧形,根據(jù)其嚙合傳動(dòng)特性,通常分為2種嚙合形式:小齒輪為凸圓弧齒廓;大齒輪為凹圓弧齒廓,稱(chēng)為單圓弧齒輪傳動(dòng)。大、小齒輪在各自的節(jié)圓以外部分都做成凸圓弧齒廓,在節(jié)圓以?xún)?nèi)的部分都做成凹圓弧齒廓,稱(chēng)為雙圓弧齒輪傳動(dòng)[1]。
雙圓弧齒輪工作時(shí),先是主動(dòng)輪齒的凹部推動(dòng)從動(dòng)輪齒的凸部,離開(kāi)后,再以其凸部推動(dòng)傳動(dòng)輪的凹部,故雙圓弧齒輪傳動(dòng)在理論上同時(shí)有2個(gè)接觸點(diǎn),經(jīng)跑合后,這種傳動(dòng)實(shí)際上有2條接觸線;因此雙圓弧齒輪可以實(shí)現(xiàn)多對(duì)齒和多點(diǎn)嚙合。
雙圓弧齒輪在應(yīng)用過(guò)程中主要具有如下優(yōu)點(diǎn)[2]。
1)相對(duì)漸開(kāi)線齒輪,雙圓弧齒輪的抗點(diǎn)蝕強(qiáng)度高,而且磨損量較小,磨損后不影響齒廓的精度。圓弧齒輪的承載能力大,不容易在齒面產(chǎn)生點(diǎn)蝕或者是磨損。
2)雙圓弧齒輪有良好的跑合特性,同時(shí)圓弧齒面在高速滾動(dòng)過(guò)程中,能在齒面間建立起較厚的潤(rùn)滑油膜,避免齒面在重載下發(fā)生過(guò)渡的磨損、擦傷和膠合。雙圓弧齒輪的齒面容易形成油膜,其厚度約為漸開(kāi)線齒輪的10倍,能有效提高齒輪的使用壽命。
3)雙圓弧齒輪在同一輪齒側(cè)面存在著2條接觸線,嚙合過(guò)程中屬于多點(diǎn)接觸和多對(duì)齒廓嚙合,同時(shí)凹齒齒根厚度增大能夠提高齒輪的彎曲強(qiáng)度,故其承載能力比漸開(kāi)線齒輪要高很多。
4)用于提高漸開(kāi)線齒輪承載能力、運(yùn)動(dòng)平穩(wěn)性和加工精度所采用的措施也同樣適合于雙圓弧齒輪,例如齒輪的齒面硬化、熱處理、工藝改進(jìn)和齒根強(qiáng)化等。
目前,雙圓弧齒輪已經(jīng)廣泛地應(yīng)用于冶金、礦山、石油、化工、煤炭、電力和建筑行業(yè)的各種機(jī)械設(shè)備上,并取得了良好的使用效果。
2雙圓弧齒輪的造型
雙圓弧齒輪的幾何尺寸取決于齒輪的法向模數(shù)、齒數(shù)、壓力角、齒寬和螺旋角,因此,在進(jìn)行齒輪實(shí)體造型前,需要設(shè)置好雙圓弧齒輪的基本參數(shù)。確定的基本參數(shù)見(jiàn)表1。

表1 雙圓弧齒輪基本參數(shù)
造型過(guò)程如下:1)建立基準(zhǔn)面,做出齒頂圓、分度圓和齒根圓,進(jìn)行分度圓直徑確定時(shí),分度圓直徑為d=mnz/cosβ,通過(guò)Pro/E軟件的參數(shù)化功能,建立關(guān)系式,保證分度圓直徑的精度;2)定義齒寬,定義螺旋角參數(shù)關(guān)系,構(gòu)造螺旋角所在的螺旋平面;3)通過(guò)拉伸,構(gòu)造齒根圓實(shí)體,并在螺旋面上繪制雙圓弧齒輪單個(gè)輪齒齒廓;4)實(shí)體造型,繪制齒坯,用插入、螺旋掃描和伸出項(xiàng)命令將法面輪齒的齒型廓線沿螺旋面進(jìn)行掃描,生成單個(gè)輪齒;5)利用上述給出的齒數(shù)、螺旋角和模數(shù)關(guān)系,進(jìn)行陣列操作,利用陣列方法中的軸陣列進(jìn)行操作,然后進(jìn)行內(nèi)孔和鍵槽切除。生成的雙圓弧齒輪實(shí)體模型的齒數(shù)為26,模數(shù)為4 mm,齒寬為50 mm,螺旋角為15°,壓力角為24°,如圖1所示。
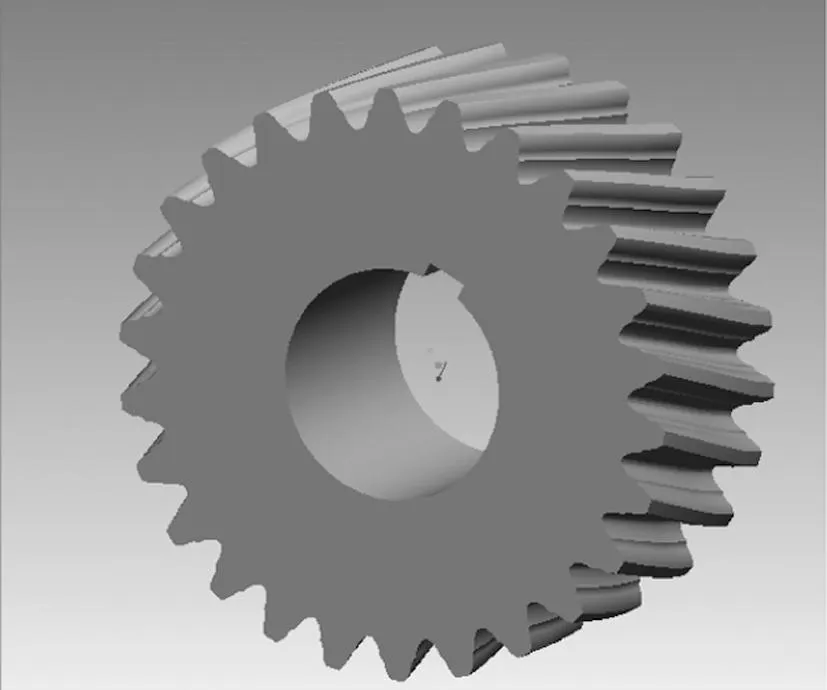
圖1 雙圓弧齒輪的實(shí)體模型
3自動(dòng)編程及后置處理
3.1創(chuàng)建制造模型
啟動(dòng)Pro/E軟件后,在NC組件新建一個(gè)NC加工文件。依次點(diǎn)擊“制造”→“制造模型”→“裝配”→“參照模型”;然后創(chuàng)建工件,過(guò)程為依次點(diǎn)擊“實(shí)體”→“加材料”→“拉伸”→“實(shí)體”→“完成”,在草繪環(huán)境中確定毛坯尺寸,此處注意拉伸方向的選擇,本文選擇的毛坯直徑為雙圓弧齒輪的齒頂圓直徑(50 mm)。同時(shí),建立工件坐標(biāo)系,主軸方向?yàn)閅軸,Z軸垂直向上,設(shè)定退刀位置,平行于X軸向上120 mm。
3.2定義操作及加工環(huán)境的設(shè)置
1)定義操作。在菜單管理器的制造設(shè)置下拉菜單中進(jìn)行操作設(shè)置,通過(guò)對(duì)話(huà)框可以進(jìn)行基本的加工環(huán)境的設(shè)置,包括所有機(jī)床、刀具、夾具、加工坐標(biāo)系和退刀面的設(shè)置。
2)定義NC機(jī)床。在制造設(shè)置下拉菜單中選擇“機(jī)床設(shè)置”,選擇機(jī)床名稱(chēng)、類(lèi)型、軸數(shù)、CNC控制名稱(chēng)、主軸和進(jìn)給量等內(nèi)容(見(jiàn)圖2)。
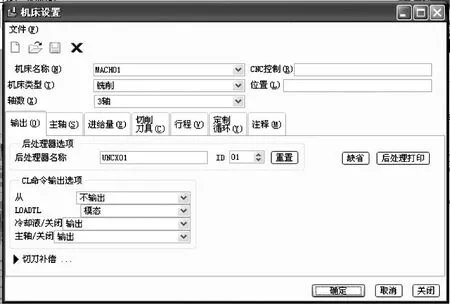
圖2 定義NC機(jī)床
3.3創(chuàng)建NC序列
依次點(diǎn)擊“制造”→“加工”→“NC序列”命令,創(chuàng)建NC序列。
a)設(shè)置刀具及刀具參數(shù)。因所選擇的雙圓弧齒輪的齒根圓半徑為1.601 6 mm,故選擇直徑為3 mm的球頭銑刀進(jìn)行加工。
b)進(jìn)行序列設(shè)置,指定加工表面。在菜單管理器中,依次點(diǎn)擊“制造”→“加工”→“NC序列”→“序列設(shè)置”,進(jìn)行相關(guān)的設(shè)置,然后在曲面加工菜單選取“曲面”,并修改加工設(shè)置(見(jiàn)圖3)。
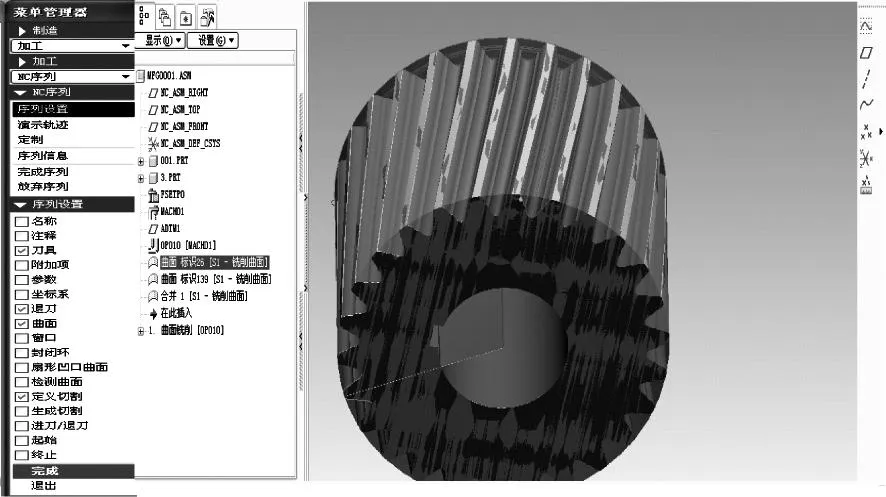
圖3 設(shè)置加工參數(shù)、指定加工表面
3.4演示刀具路徑生成CL文件
依次點(diǎn)擊“制造”→“加工”→“NC序列”,演示軌跡,點(diǎn)擊演示按鈕查看刀位點(diǎn)軌跡是否正確。
創(chuàng)建刀位數(shù)據(jù)文件(CL文件),在菜單管理器中,依次點(diǎn)擊“CL數(shù)據(jù)”→“輸出”→“選取”→“操作”→“seq0001”→“文件”,輸出操作的“seq0001”的刀位數(shù)據(jù)文件,在輸出類(lèi)型中選CL文件和交互。系統(tǒng)生成刀位數(shù)據(jù)后,返回軌跡菜單,依次點(diǎn)擊“Done Output”→“完成命令”,系統(tǒng)返回頂層菜單,刀位數(shù)據(jù)文件創(chuàng)建完成,保存副本的類(lèi)型為ncl(見(jiàn)圖4和圖5)。
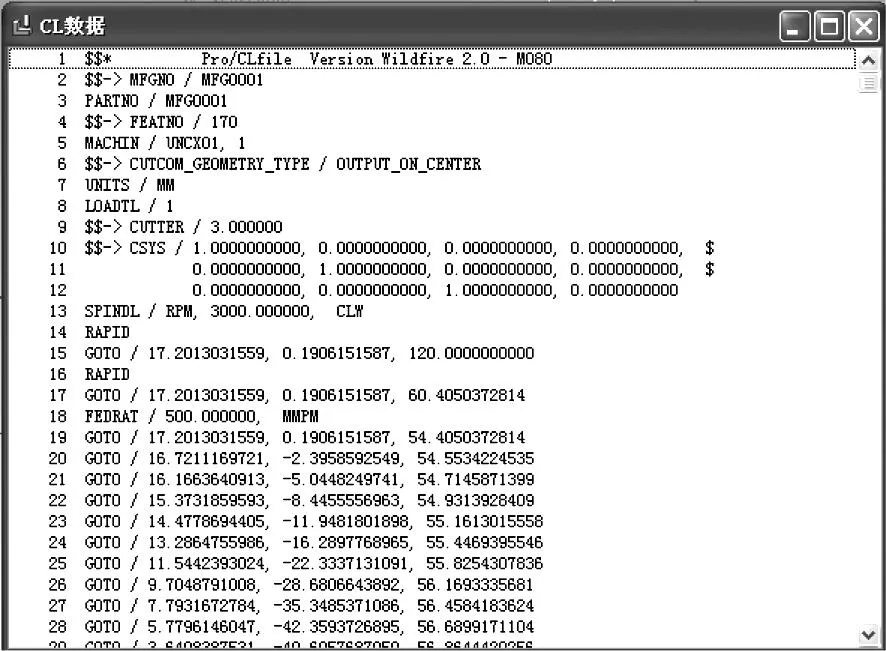
圖4 CL文件的生成
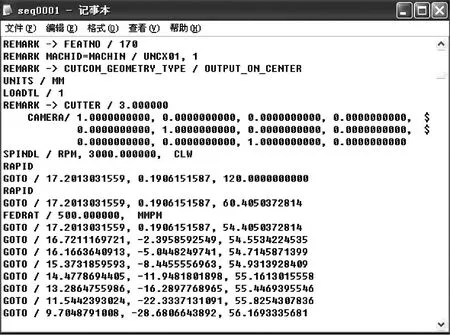
圖5 刀位數(shù)據(jù)文件
3.5后置處理
自動(dòng)編程的方法不同,經(jīng)過(guò)刀具軌跡計(jì)算產(chǎn)生的是刀位文件(CL文件),而不是數(shù)控加工程序,這就需要設(shè)法將刀位文件轉(zhuǎn)換成指定數(shù)控機(jī)床能執(zhí)行的數(shù)控加工程序,再經(jīng)過(guò)通信渠道輸入到數(shù)控裝置,才能進(jìn)行零件的數(shù)控加工,這個(gè)處理過(guò)程稱(chēng)為數(shù)控加工的后置處理。
1)在菜單管理器中,依次點(diǎn)擊“CL數(shù)據(jù)文件”→“輸出”→“選取”→“操作”→“seq0001”→“文件命令”→“在輸出類(lèi)型菜單中進(jìn)行設(shè)置”,設(shè)置方法為CL文件和MCD文件進(jìn)行交互。
2)在后置處理選項(xiàng)菜單中選取默認(rèn)“全部”和“跟蹤”。
后置處理操作完成,并生成MCD文件,信息提示后置處理文件成功創(chuàng)建。依次點(diǎn)擊“菜單管理器”→“Done Output”→“完成/返回”→“返回頂層菜單”。
在Windows環(huán)境下找到ch12 主站蜘蛛池模板: 亚洲a免费| 亚洲精品爱草草视频在线| 538精品在线观看| 国产精品成人观看视频国产| 精品91视频| 国产精品所毛片视频| 九色综合伊人久久富二代| 99手机在线视频| 国产欧美中文字幕| 亚洲综合中文字幕国产精品欧美| 欧美性猛交xxxx乱大交极品| 美女扒开下面流白浆在线试听 | 这里只有精品国产| 国产视频你懂得| 999国产精品| 成人蜜桃网| 国产国产人在线成免费视频狼人色| 成人午夜精品一级毛片| 久久综合结合久久狠狠狠97色 | 色综合a怡红院怡红院首页| 91成人在线观看视频| 色天天综合久久久久综合片| 无码内射中文字幕岛国片| 国产精品香蕉| 亚洲欧州色色免费AV| 国产精品香蕉在线观看不卡| 一级成人欧美一区在线观看| 超清无码一区二区三区| 91毛片网| 凹凸精品免费精品视频| 91蝌蚪视频在线观看| 婷婷综合亚洲| 97亚洲色综久久精品| 中文字幕资源站| 日韩在线2020专区| 欧美色香蕉| 456亚洲人成高清在线| AV天堂资源福利在线观看| 波多野结衣二区| 99精品视频在线观看免费播放| 国内精品视频在线| 亚洲成人精品在线| 国产欧美精品一区二区| 日韩毛片在线播放| 欧美专区日韩专区| 精品日韩亚洲欧美高清a| 国产白浆一区二区三区视频在线| 色哟哟国产成人精品| 青草视频网站在线观看| 国产免费黄| 国产噜噜噜视频在线观看| 九九久久99精品| 一本大道东京热无码av| 亚洲AV无码精品无码久久蜜桃| 亚洲欧美国产视频| 亚洲精品不卡午夜精品| 日韩福利在线视频| 亚洲国产中文欧美在线人成大黄瓜| 99re在线免费视频| 亚洲一区二区三区香蕉| 欧美精品xx| 国产乱人免费视频| 永久毛片在线播| 国外欧美一区另类中文字幕| 国产成人亚洲无吗淙合青草| 欧美日韩北条麻妃一区二区| 国产日韩精品一区在线不卡| 一区二区影院| 乱人伦中文视频在线观看免费| 国产成+人+综合+亚洲欧美| 日本成人福利视频| 欧美成人午夜视频| 日本在线免费网站| 国产精品毛片一区视频播| 亚洲国产天堂久久综合226114| 国产欧美在线视频免费| 久一在线视频| 在线亚洲精品福利网址导航| 一级毛片在线免费视频| 91久久偷偷做嫩草影院电| 国产午夜一级毛片| 在线观看网站国产|