7075鋁合金鍛件淬火過程分析
2015-03-01 11:33:26萬俊陳丁垚沈培輝劉凱曹藝
機械制造與自動化 2015年2期
關鍵詞:有限元
萬俊,陳丁垚,沈培輝,劉凱,曹藝
(南京理工大學 機械工程學院,江蘇 南京 210094)
?

7075鋁合金鍛件淬火過程分析
萬俊,陳丁垚,沈培輝,劉凱,曹藝
(南京理工大學 機械工程學院,江蘇 南京 210094)
摘要:基于計算機輔助設計(CAD)與計算機輔助工程(CAE)方法對某公司生產的鍛件進行分析。根據鍛件的基本尺寸,利用Solidworks軟件對鍛件進行三維建模,然后用HyperMesh模型進行有限元網格劃分,再導入ABAQUS軟件。采用模擬淬火方法對兩種結構的淬火過程進行計算分析,結果表明改進結構明顯改善了溫度場分布和應力場分布,提高了生產的成品率。
關鍵詞:鋁合金;淬火;鍛件;溫度場;應力;有限元
0前言
7075鋁合金是一種強度高的冷處理鍛壓合金,其材料在低于500℃時不發生相變,也是商用最強力合金之一。細小晶粒使得深度鉆孔性能更好,工具耐磨性增強,螺紋滾制與眾不同,是許多公司青睞的對象。
鋁合金材料因熱處理而產生殘余應力主要局限于少數幾種高強鋁合金。國外研究主要集中于航空航天用的幾種高強鋁合金材料如2024、7075、7050等。由于主要應用于航空航天等軍工部門,對其淬火殘余應力的研究結果報道,直到20世紀80年代以后國外才逐漸增多,而國內幾乎見不到這樣的研究報道。
1鍛件模型的建立與分析
本文的研究對象為某公司生產的某種鍛件,材料為7075鋁,圖1是該鍛件的三維模型。該模型采用的熱處理為460℃~465℃在30℃的水中淬火,在這個過程中會產生很大的殘余應力,進而對后續加工產生不利影響,工件可能會出現裂紋、變形,甚至報廢,對公司造成了巨大的經濟損失。本文的研究目的是為了縮短該產品的研究周期,能夠較快的投入市場,先通過有限元軟件對其淬火過程進行分析,得到相關結果數據,研究其溫度場的分布,應力的分布,為質監部門和工藝部門提供參考。

圖1 鍛件的三維模型
計算用的7075鋁合金熱處理工藝參數:水溫為30℃,淬火溫度為465℃,淬火用換熱系數h如表1所示。
1) 7075鋁合金的熱換系數

表1 熱交換系數

續表1
2) 熱物性參數:
導熱系數(w/m·k):k=111+194×10-3T-210×10-6×T2+90×10-9T3
比熱容(J/kg·k):Cp=820+0.77T
線膨脹系數(1/℃):α=(21.6+3.6×10-2T-3.4×10-6×T2+2.3×10-9T3)
密度(kg/m3):p=2700
泊松比:V=0.27
3) 7075鋁合金力學性能參數如表2所示。
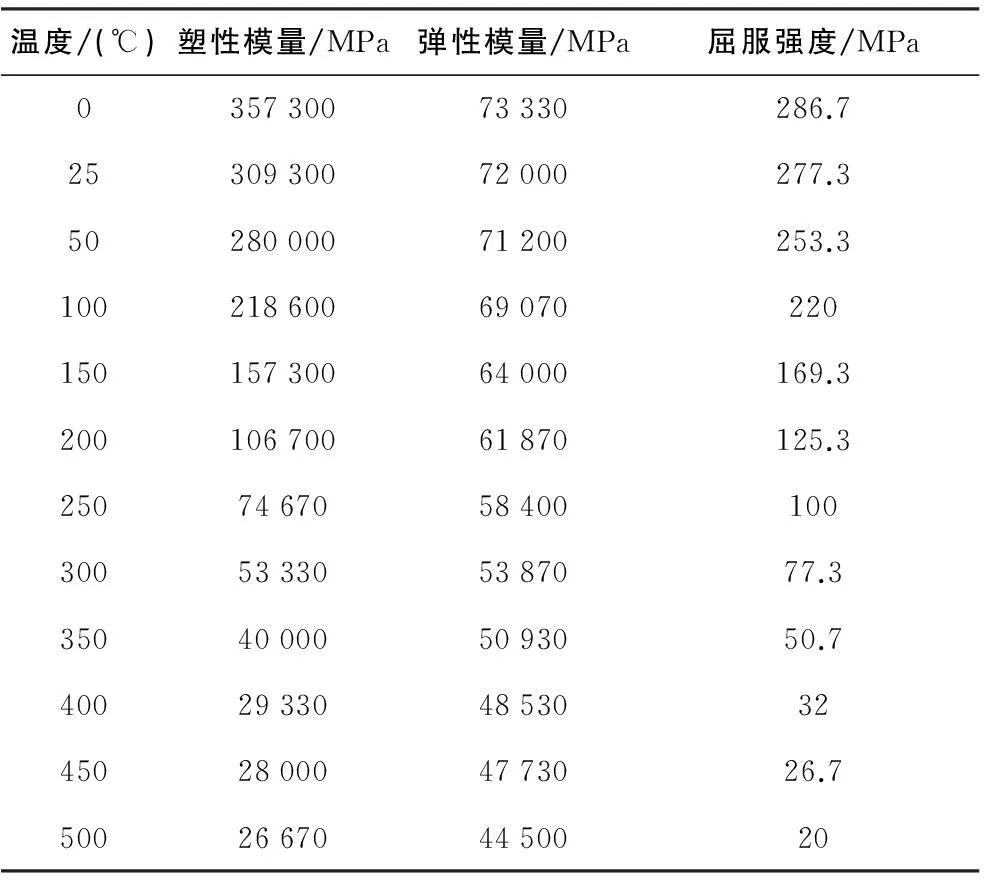
表2 7075鋁合金力學性能參數
此鍛件是軸對稱的,所以切除一半分析。在對此鍛件有限元分析前,需對其網格劃分,由于此鍛件結構不規則,導入hyepermesh對其網格劃分[1,2]。其結果如圖2所示,之后進行網格質量關于指標warpage的檢查,結果如圖3所示。可以看出網格質量良好,符合要求。再將其導入abaqus中,采用順序耦合熱應力分析,此類分析中的應力應變場取決于溫度場,但溫度場不受應變場的影響。需要首先分析出溫度場,然后以溫度場為條件分析出應力應變場[3-6]。其分析結果如圖4、圖5、圖6所示。

圖2 鍛件的網格模型

圖3 關于指標warpage的網格質量檢查

圖4 鍛件的正面溫度場云圖
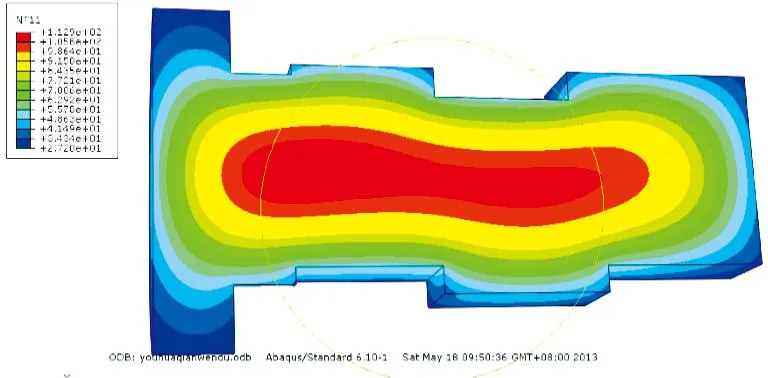
圖5 鍛件背面溫度場云圖
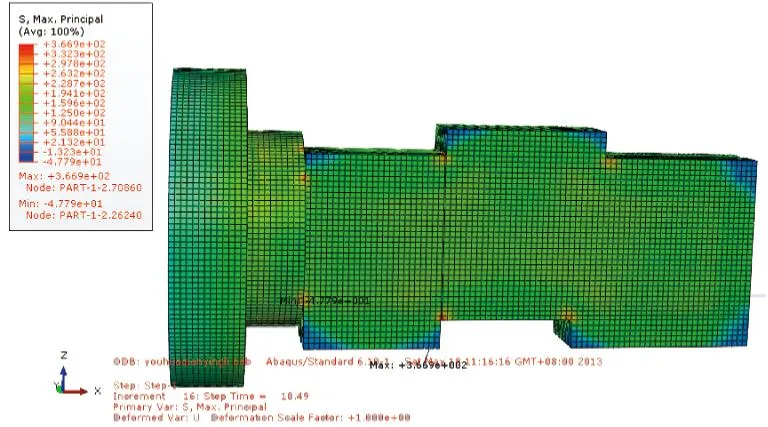
圖6 鍛件表面應力最大時應力云圖
從上面的云紋圖可以明顯的看出,在冷卻到目前狀態時,模型鍛件的內部仍然沒有冷卻到水溫,因為在整個過程中,熱傳遞發生在鍛件與水接觸的表面,在很短的時間內,這個表面的溫度就與水溫基本相同了,而鍛件內部的熱量則需要一個比較長的過程才能傳遞出來,此結論與文獻[7]相關結論類似。
在應力結果圖中,很明顯,表面應力最大的時候發生在中間的某個時刻,可以找到step time=10.49s時表面應力最大,出現的位置如圖7、圖8、圖9所示。此點的應力隨時間變化曲線如圖10所示。

圖7 局部放大圖

圖8 應力最大的點

圖9 四個標記區域存在倒角

圖10 鍛件0到300秒內鍛件應力變化圖
由上可得到最大應力為σmax=348MPa;整個模型在應力最大的時間點,有六處地方應力較大,如圖9所示的六處集中點;但是其中的四處因為會存在倒角,所以這四處不會有危險,如圖10所示。但另外的兩處地方沒有倒角,所以這里會比較危險,如圖11所示[8]。

圖11 危險區域
2解決方案
根據上述問題,經研究與分析得出相應方法:
1) 局部加厚鍛件,對應力最大、出現裂紋處加厚處理。以抵消大應力。如圖12所示為原模型,圖13為構想模型。

圖12 原模型

圖13 加厚模型
2) 通過設置斜面以減少應力集中,如圖14為原模型,圖15為改進模型

圖14 原模型
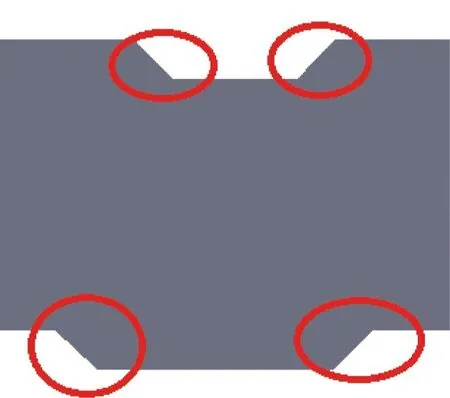
圖15 改進模型
3優化后鍛件分析
優化后鍛件分析方法與原鍛件相同。結果如圖16,圖17所示:

圖16 優化后鍛件有限元網格

圖17 網格質量檢查
溫度場云圖如圖18,圖19所示:

圖18 優化后鍛件正面溫度場云圖

圖19 優化后鍛件背面溫度場云圖
優化鍛件表面最大應力如圖20:

圖20 優化鍛件最大應力圖
分析比較鍛件改進前后的應力圖可見,本文中對該鍛件的優化設計是可行的如圖21至圖24所示。

圖21 應力最大位置

圖22 優化后鍛件0到300s內應力變化圖

圖23 優化鍛件應力最大的五處

圖24 優化前后鍛件應力曲線比較圖
4結語
應用有限元分析技術建立了7075鋁合金為鍛件的幾何模型,按照此鍛件在實際生產過程的淬火環節,采用實際生產過程中的數據,建立了相應的有限元分析模型,得到了鍛件在淬火過程中的溫度場云圖和應力云圖。研究云圖發現結構存在問題,該問題可能導致產品在生產過程中斷裂、降低產品合格率。針對此問題提出了相應的解決方案。為實際生產過程提供了質量保障,提高了生產效率,保證了產品合格率。同時為以后生產線上可能出現的問題提供了一個可行的解決方法。
參考文獻:
[1] 李博. 基于HyperWorks的某雷達零部件的拓撲優化設計[D]. 合肥:合肥工業大學,2009,4.
[2] 熊珍兵,羅會信. 基于HyperMesh的有限元前處理技術.排灌機械[J]. 2006,6(24):35-38.
[3] Saeed Moaveni. Finite Element Analysis Theory and Application with ANSYS[J]. American BookNews,Inc.2002.
[4] 莊茁, 等譯.ABAQUS/standard有限元軟件入門指南[M」. 北京:清華大學出版社,1998.
[5] ABAQUS.StandardUser,Manual[M]. Hibbitte Karlsson&Sorenson INC,2002.
[6] 石亦平,周玉蓉.ABAQUS有限元分析實例詳解[M]. 北京:機械工業出版社,2006.
[7] 王華君,張亞南,王華昌,等. 基于DEFORM逆向運算的預鍛件優化[J]. 熱加工工藝,2009,4(10):6-8.
[8] 張雷順,等. 彈性力學及有限單元法[M]. 鄭州:黃河水利出版社,2005.


Quenching Process Analysis of 7075 Aluminium Alloy forgings
WAN Jun, CHEN Ding-Yao, SHEN Pei-hui, LIU Kai, ZHANG Xu
(Nanjing University of Science And Technology, Nanjing 210094,China)
Abstract:The thesis analyzes the pieces forged ly a company, based on computer-aided design (CAD) and computer-aided method engineering (CAE) method. According to the basic size of the forging Solidworks software is used to creat its three-dimensional model. Then the three-dimensional model is divided int finite element mesh and imported into its analysis software HyperMesh. and then the meshed model is imported into ABAQUS Software. The simulated guenching method is usedted to analyze two structures of the quenching process. The results show that the improved structure is of significant improvemet of the temperature and stress field distribution. This method is used to greatly raise up the production yield.
Keywords:aluminium alloy; quench; forgings; temperature field; stress; finite element
收稿日期:2014-10-25
中圖分類號:TG316
文獻標志碼:B
文章編號:1671-5276(2015)02-0071-05
作者簡介:萬俊(1989-),男,江蘇金壇人,碩士研究生,研究方向為火炮自動武器與彈藥工程。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
