300 MPa級耐融鋅腐蝕鋼板生產實踐
2015-03-10 02:38:46侯登義
河南冶金 2015年6期
侯登義
(山東鋼鐵集團有限公司)
300 MPa級耐融鋅腐蝕鋼板生產實踐
侯登義
(山東鋼鐵集團有限公司)
介紹了300 MPa級耐融鋅腐蝕鋼板的工藝流程及生產過程控制情況。采用LF與RH爐外精煉,大幅度降低P、S等有害元素含量,有效減少了非金屬夾雜物。通過軟吹氬和控制液面波動,解決了連鑄澆注粘結問題,保證連鑄生產順行。軋制時采用高溫階段加大壓下量提高變形滲透率,并控制精軋階段終軋溫度,提高了鋼板表面質量,保證了金相組織和性能要求。
融鋅腐蝕 低碳低硅 生產實踐
0 引言
在熱鍍鋅工藝中,鋅液溫度一般為440 ℃~460 ℃[1],鋼制鍍鋅鍋,因其導熱性能好,機械強度高,適應范圍大,被廣泛應用于熱鍍鋅行業。由于鋅液對鋅鍋有強烈的鋅蝕,這種腐蝕主要表現為通過形成Fe-Zn化合物的方式不斷將鋅鍋腐蝕消耗,以鋅渣形式沉淀到鋅鍋底部,造成鋼制鋅鍋的漏鋅而報廢[2],因此提高鋅鍋耐蝕性是目前熱鍍鋅行業普遍關注的問題,采用“抗鋅液腐蝕鋼板”制造鋅鍋便是比較有效的途徑之一。
國內現有的熱鍍鋅鍋一般采用較厚的08F等優質低碳鋼板焊接而成,平均使用約1年時間就由于腐蝕燒損就中途漏鋅報廢[3]。近年,山鋼濟鋼依托先進的煉軋設備,專門為抗鋅腐蝕而研發了一種優質鋼板,該鋼種碳、硅、錳含量低,純凈度高,已實現穩定批量生產。
1 鋼板的技術要求及工藝難點
耐鋅腐蝕鋼板的化學成分要求如表1,力學和工藝性能要求見表2。

表1 化學成分(熔煉分析)要求

表2 力學和工藝性能要求
從表1可以看出,低碳、低硅、低錳是該材質的主要特點,此鋼終點鋼水氧化性強,僅能采用鋁脫氧,極易導致粘結漏鋼事故,因此連鑄工藝是關鍵工序,應極力保證結晶器的潤滑和液面穩定。
2 裝備情況及工藝路線
該鋼種主要以厚規格為主,單重較大,需要采用300 mm斷面連鑄坯,故在210 t轉爐冶煉, 該煉鋼區域配備有高效率KR鐵水預處理、210 t頂底復吹轉爐煉鋼、LF精煉、RH精煉等裝備,具有連續彎曲、連續矯直功能的直弧型連鑄機可以保證較高的鑄坯質量。4300 mm寬厚板軋鋼系統精軋機最大軋制力可以達到90,000 kN,為生產厚規格寬厚板提供有力保證。
結合該材質的技術指標要求和現場裝備條件,設定生產工藝路線為:KR鐵水預處理→轉爐冶煉→脫氧合金化→CAS精煉→LF精煉→RH真空循環脫氣→CCM連鑄→鑄坯切割→鑄坯熱裝熱送→加熱→高壓水除鱗→4300 mm軋機雙機架軋制→矯直→噴號→入庫。
3 冶煉工序
3.1 原料控制要求
采用優質廢鋼,鐵水必須進行脫硫處理并除渣干凈,入爐前S≤0.005%,盡量降低硫含量以減輕LF的負擔。
3.2 轉爐冶煉
控制終點碳,防止鋼水過氧化,降低鋼中氧含量,一次拉碳成功,避免點吹,出鋼溫度控制在1640 ℃~1670 ℃。出鋼采用電解錳脫氧合金化,錳按目標值控制;保證出鋼口良好、不散流并進行擋渣操作,嚴格控制轉爐下渣。喂鋁線前對氬氣流量進行適當控制保證化渣并有良好流動性。喂線后吹氬采用弱攪拌,鋼水不裸露。喂線后立即測溫、取樣、吊包。
3.3 精煉控制
LF精煉埋弧良好,控制處理時間,嚴禁多次重復加熱,盡量不調整鋁,減少回硅,防止硅成分超標;RH精煉保真空時間不小于10min,破空后喂鈣鐵線,軟吹時間不小于15 min。通過精煉措施,鋼中雜質元素含量P、S顯著下降,P含量降低95%以上,含量從0.02%~0.033%降為0.008%~0.011%;LF鋼包精煉對脫S效果特別明顯,將S含量從0.025%以上降為0.005%以下,降低一個數量級,同時鋼中條帶狀硫化物非金屬夾雜顯著減少,精煉后的非金屬夾雜物情況如圖1所示,表明精煉是一個必要工藝措施。
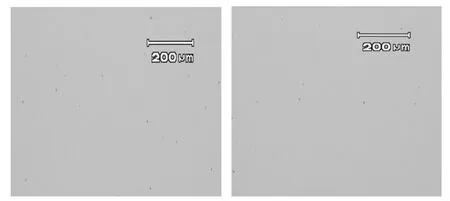
(a) 坯頭 (b) 坯尾
3.4 連鑄控制
二冷配水、振動采用低碳微合金鋼控制模式,采用低碳低硅保護渣,全程惰性氣體保護澆鑄,全程軟吹氬,確保鋼包水口自開,嚴禁敞澆,防止二次氧化;中包使用堿性覆蓋劑,每 3~4 爐根據中包渣層厚度排一次渣;中包目標過熱度控制在10 ℃~25 ℃,拉速范圍0.70 m/min~0.90 m/min,正常情況下保持恒速澆注,結晶器液面波動不超過±5 mm。
4 軋鋼工序
4.1 加熱與軋制控制
鑄坯熱送,在爐加熱時間2.0 h~3.0 h,均熱溫度控制在1230 ℃~1280 ℃;徹底清理軋機異物,防止出現表面花斑或二次氧化鐵皮壓入;雙機架軋制,高溫階段加大壓下量提高變形滲透率,精軋階段終軋溫度870 ℃~900 ℃,軋后空冷。鋼板厚度公差按照[-0.20,+0.20]控制。
4.2 精整控制
火焰切割,清理切割毛刺。鋼板上下表面不允許有氣泡、結疤、裂紋、折疊、夾雜、麻坑、撕裂、輥印及壓入的氧化鐵皮等表面缺陷,鋼板表面不得出現魚鱗狀、蜘蛛網狀花紋。吊運過程用包膠吊鉤或電磁吊,防止劃傷,堆垛均勻擺好墊塊,墊塊要求包膠,防水濺雨淋。
5 實物質量
5.1 成分與性能
對實際交貨的2218 t訂單,厚度規格50 mm~60 mm,計86批鋼板進行成分統計分析,對C、Si、Mn、P、S、Als六大元素的最大值、最小值、平均值做實際成分控制,見表3。
表3 實際成分控制表 / %
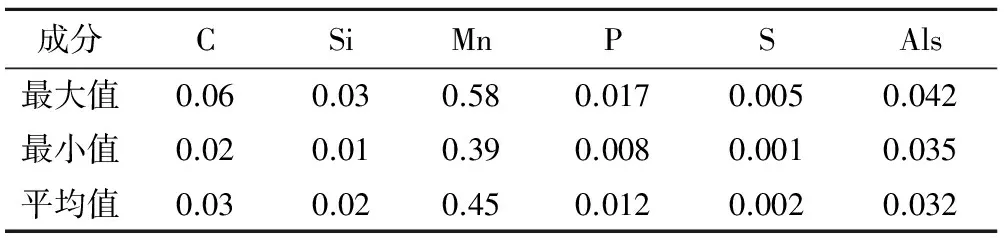
成分CSiMnPSAls最大值0.060.030.580.0170.0050.042最小值0.020.010.390.0080.0010.035平均值0.030.020.450.0120.0020.032
由表3可見,成分控制精準,C、Si含量都在較低水平,平均值分別為0.03%、0.02%。
工藝力學性能初驗一次合格率100%,對鋼板的實物性能進行統計,情況見表4。抗拉強度平均值為322 MPa,最低值為302 MPa,最高值為338 MPa,完全達到設計要求(≥300 MPa),延伸率平均值42%,較之技術要求富余量較大,冷彎檢驗合格率為100%。
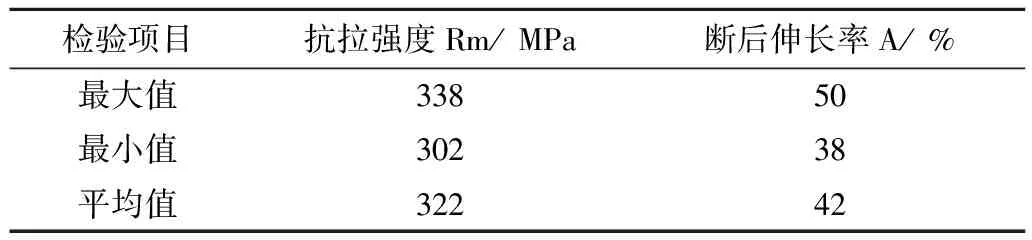
表4 鋼板實物力學性能
5.2 金相組織
對60 mm鋼板,在中心位置 和四分之一處進行200倍金相檢驗,如圖2所示。
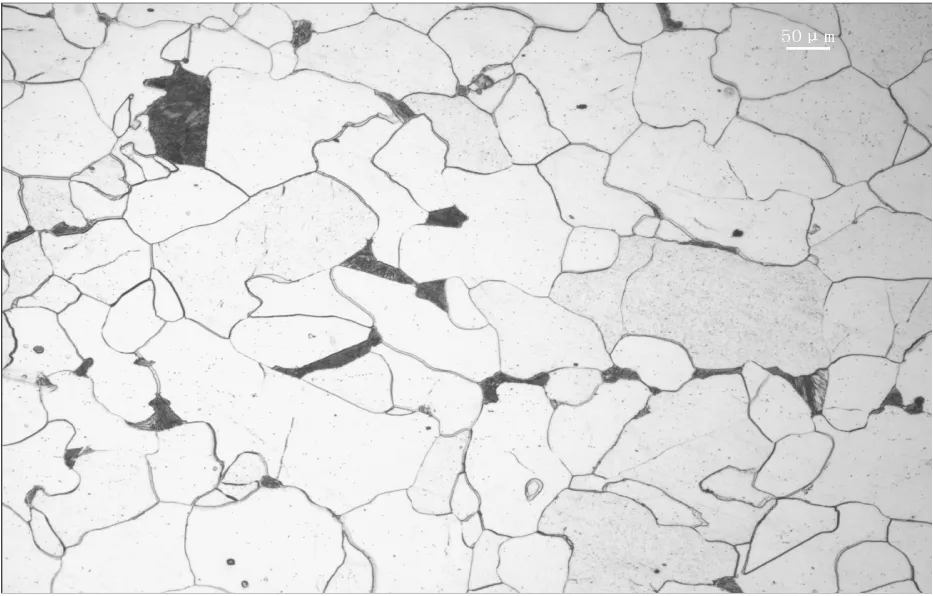
(a)中心位置
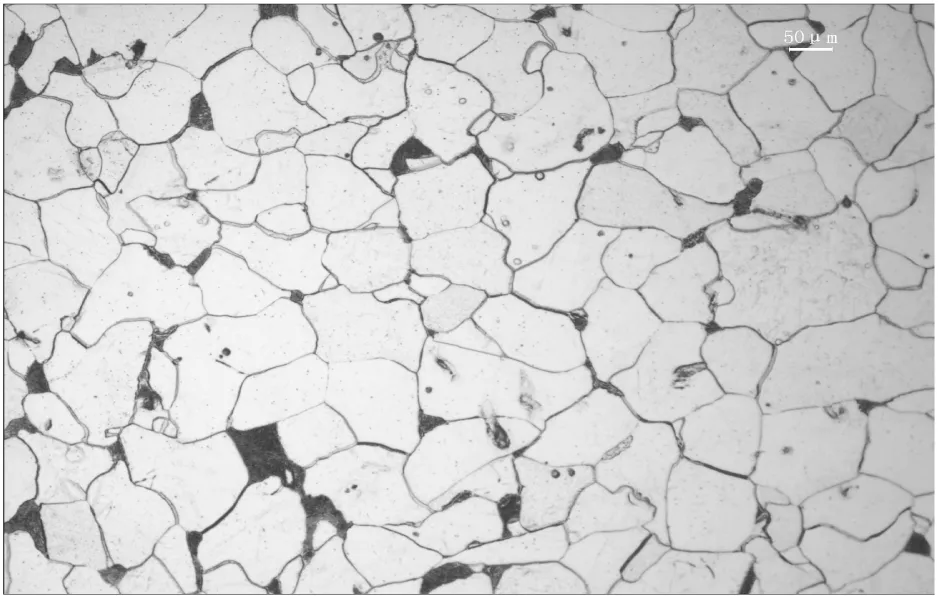
(b) 四分之一位置
從圖2可以看出,鋼板金相組織呈典型的鐵素體-極少珠光體形態,形變誘導鐵素體在奧氏體晶界和晶內普遍形成,其體積分數達95%以上,多為等軸細晶鐵素體,粒徑尚可,少量的組織為大塊的多邊形鐵素體。這是因為在大應變條件下,細小鐵素體沿形變帶和拉長的奧氏體析出,同時形變促進珠光體轉變,使珠光體變形,甚至碎化,致使珠光體分布于晶棱和三叉晶界,造成其內部的鐵素體相與應變強化鐵素體似呈連續狀態。這種組織形貌充分驗證了鋼板的力學性能,因鐵素體組織屬典型軟相,對塑性的貢獻較為突出,故產品具有很大的延伸率,而強度不高。
5.3 耐融鋅腐蝕性
將厚度規格60 mm的鋼板制成長、寬各為50 mm的試片,分別置于400 ℃~500 ℃的靜態鋅液中,經168 h后測量試片的失重量,計算其失重百分比,作為衡量該鋼板的耐融鋅腐蝕性能的指標,試驗結果見表5。
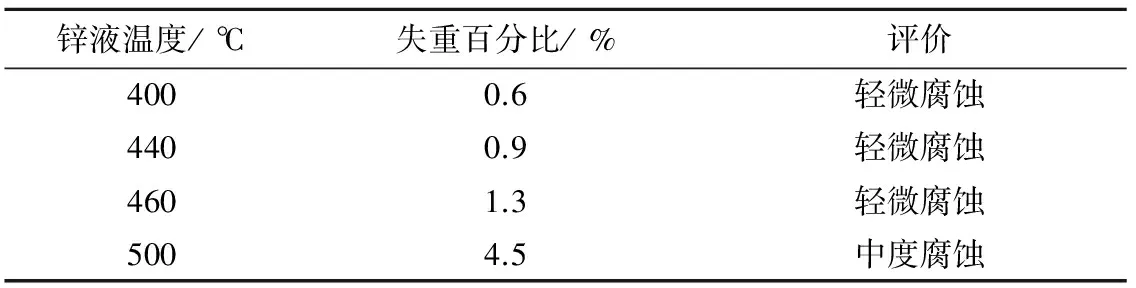
表5 耐融鋅腐蝕試驗結果
由表5可以看出,在400 ℃~460 ℃下,該材質的耐融鋅腐蝕速度很低,僅為輕微腐蝕程度,依據失重百分比,預測鋅鍋使用壽命約為1.5~3.2年。500 ℃時,鋅與鐵的反應不再是擴散反應,而是相間的界面反應,幾乎是鐵在鋅液中的直接溶解,所以反應速度加快,溶解量急速上升[2],在此溫度下,預測鋅鍋的使用壽命僅為6個月。通過以上四組腐蝕數據說明,在正常的工作溫度下,用該鋼板制造的鋅鍋具有明顯的耐融鋅腐蝕性,比用08F鋼板焊制的熱鍍鋅鍋使用壽命長。
6 結論
(1) 通過軟吹氬和控制液面波動,解決了300 MPa級耐融鋅腐蝕中厚鋼板大斷面連鑄坯的連鑄澆注粘結難點,采用爐外精煉,大幅度降低P、S等有害元素含量,有效減少了非金屬夾雜物。
(2)軋制時采用高溫階段加大壓下量提高變形滲透率,并控制精軋階段終軋溫度,提高了鋼板表面質量,保證了金相組織和性能要求。
(3)該材質碳、硅含量低, 純凈度高,夾雜物含量低,金相組織均勻,具有顯著的耐融鋅腐蝕性,完全滿足熱鍍鋅行業的質量要求,被廣泛應用于鋅鍋制造。
(4)鋼板強度指標尚有較大的提升空間,軋鋼工序還可進一步優化工藝。
[1] 楊福倫.鋅鍋用鋼的壽命及材質探討[J].鞍鋼技術,1996(11):42-43.
[2] 韓文祥,王桂欣.鋅液對金屬的腐蝕及其對策[J].河北工業大學學報,2001,30(3):45-46.
[3] 孫勝,黃小平.提高鋼制熱鍍鋅鍋使用壽命的技術[J].金屬制品,2000(2):40.
PRODUCTION PRACTICE OF 300 MPa GRADE MELTING ZINC CORROSION RESISTING STEEL PLATES
Hou Dengyi
(Shandong Iron and Steel Group Co.,Ltd)
The process flow and process control are introduced for 300 MPa grade melting zinc corrosion resisting steel plates. LF and RH refining reduce the content of harmful elements such as P and S, effectively reduce the non-metallic inclusions.By soft bubbling control and control of liquid level fluctuation, the problem of the continuous casting sticking is solved to ensure continuous casting production. When Rolling, the surface quality of the steel plate is effectively improved by using high temperature phase increasing reduction to improve deformation and permeability, and control the finishing stage of finishing temperature, so that guarantees the metallographic structures and performance requirements.
melting zinc corrosion low carbon low silicon production practice
?義, 高級工程師,山東.濟南(250101),山東鋼鐵集團有限公司;
2015-10-8