熱軋樹脂錨桿鋼筋尺寸波動分析及改進措施
2015-03-10 02:38:48匡祖國
河南冶金 2015年6期
秦 偉 匡祖國
(安陽鋼鐵股份有限公司)
熱軋樹脂錨桿鋼筋尺寸波動分析及改進措施
秦 偉 匡祖國
(安陽鋼鐵股份有限公司)
針對安鋼300半連軋機組生產熱軋樹脂錨桿鋼筋外形尺寸出現持續波動現象,從加熱溫度、工藝參數設置、成品導衛裝置、工藝基礎條件等方面進行了系統分析,并提出了相應改進措施,最終取得明顯效果。該產品無論從外形尺寸精度,還是鋼筋平直度均得到了較大提高,同時錨桿鋼筋實際成材率也由改進前95%提高到97% 。
錨桿鋼筋 尺寸波動 改進措施
0 現狀
近年來,隨著煤炭、礦山工業的發展及安全管理的不斷加強,迫切需要價格低、質量好、安全性能可靠的井下支護材料,熱軋樹脂錨桿鋼筋的需求量越來越大。由于該錨桿鋼筋表面無縱肋但帶有沿長度方向均勻分布的橫肋,鋼筋相對兩面上橫肋的方向一致,且相錯有一定距離。鋼筋橫肋外形為月牙橫肋,即:其外形兼有熱軋帶肋鋼筋及熱軋圓鋼的特點,既要求有一定高度的橫肋、橫肋間距、橫肋與軸線夾角及橫肋斜角,又要求無縱肋,且保證不圓度小于0.4 mm。因此,生產難度大。
從2008年起安鋼就開始對該錨桿鋼筋進行產品開發和生產工藝研究,在錨桿鋼筋生產上積累了一定經驗。但隨著鋼鐵行業競爭的加劇,用戶對產品質量要求也更加苛刻。
安鋼第一軋鋼廠300機組是一條半連續軋制生產線,機組工藝布置形式為:1×Φ500/7×Φ400/3×Φ320,其中1×Φ500為膠木瓦軋機,7×Φ400為連軋,3×Φ320軋機為橫列式布置,用圍盤相互連接,在錨桿鋼筋生產過程中尺寸波動大,特別是兩旁尺寸。例如:在生產規格為Φ20 mmMG335錨桿鋼筋時,與用戶的技術協議中要求錨桿鋼筋內徑尺寸為20.1 mm ~20.5 mm,但實際生產中可能出現鋼筋中間段小于20 mm,而頭尾段大于21 mm,超出了要求的尺寸偏差范圍,造成機組成材率低,成本高,因此控制錨桿鋼筋的尺寸穩定是急需解決的關鍵問題。
1 尺寸波動分析
軋鋼過程是一個復雜的動態過程,鋼筋的尺寸波動受多種因素共同影響,我們從以下幾個方面進行了研究分析。
1.1 加熱溫度影響
軋制過程中,特別是軋制尺寸公差要求范圍小的錨桿鋼時,加熱溫度的波動導致軋件的延伸系數不同,因此在相同的軋制力下,軋件的壓下量不同,從而影響軋件尺寸的精度。比如成品尺寸就會由于溫度的不同,從而造成0.1 mm到0.2 mm的波動。同時由于終軋溫度的升高,氧化鐵皮的生成,使摩擦系數升高,從而寬展增大,而高溫階段由于氧化鐵皮開始溶化起潤滑作用,使摩擦系數降低,從而使寬展降低[1]。所以開軋溫度也必須控制在適當范圍內,否則會造成成品兩側的尺寸小于標準要求,造成廢品鋼筋的產生。安鋼300機組加熱爐為三段連續推鋼式加熱爐,加熱能力70 t/h,加熱制度控制不正確,容易造成黑水印鋼或是表面溫度高而中心溫度低的黑心鋼,所以在軋制錨桿鋼筋過程中,控制成品尺寸穩定首先需要控制加熱溫度均勻。
1.2 工藝參數設置的影響
連軋過程中,存在張力軋制,張力的存在會明顯的對軋件尺寸產生影響。張力是連軋過程中秒流量差造成的,張力過大造成拉鋼軋制。拉鋼軋制的弊端就是軋件頭、中、尾尺寸不均勻[1]。錨桿鋼筋尺寸公差要求范圍比同規格的混凝土用熱軋帶肋鋼筋小,拉鋼軋制使得軋件出現頭尾肥大,中間小,軋制出的成品錨桿鋼筋的內徑尺寸超出技術要求的公差范圍。所以連軋工藝參數的設置,特別是連軋常數要隨生產過程不斷的修正和調整,避免參數設置的不合理,造成張力過大的拉鋼軋制情況的發生,影響軋件的尺寸穩定。
1.3 成品導衛裝置的影響
導衛裝置是型鋼軋機中不可缺少的重要部件,為了使軋件按照規定的位置、方向和所需要的狀態準確地進出孔型,如果導衛裝置的設計或使用不當,也不能軋出合格的產品[2]。成品架次的導衛對于軋制出合格的成品鋼作用尤為重要,成品架次的導衛特別是入口導衛的穩固性、抗變形能力大小,決定了軋件在軋制過程中的穩定性,若入口導衛變形嚴重,就不能很好的扶持軋件在軋槽中穩定運行,成品尺寸就會出現波動,嚴重的甚至會出現工藝事故或質量事故。
1.4 工藝基礎條件的影響
工藝基礎條件的穩定是軋鋼過程穩定的根本,是保障產品質量穩定的重要條件。如軋輥裝配質量不高,軋輥在軋制過程中的竄動,會導致成品鋼筋兩旁的尺寸波動,軋輥竄動的程度直接影響成品鋼兩旁尺寸的波動大小。另外軋機底座與軋機牌坊之間間隙過大,軋制過程中,軋機會隨著軋件移動,破壞了連軋之間的張力軋制條件,使得機架之間的秒流量處于不穩定狀態,成品鋼筋尺寸波動加劇,產品質量受到影響。
2 改進措施
2.1 控制加熱溫度
為確保溫度均勻,加熱爐加熱時要求爐溫控制在上限,均熱段溫度不低于上限溫度80 ℃,加熱段溫度不低于上限溫度100 ℃,低于所要求溫度時及時待溫,以保證加熱質量穩定。制定的錨桿鋼加熱溫度標準要求見表1。

表1 MG335錨桿鋼加熱溫度標準
2.2 合理設置工藝參數
控制軋制速度,同時合理調整連軋各機架的壓下量,使當前機架的金屬秒流量大于后續機架的金屬秒流量,形成推力軋制狀態,同時在300機組6-7#軋機之間,新安裝立式活套裝置,便于調節連軋常數的參數,減少軋件頭尾肥中間瘦的現象。改進前后連軋區工藝參數設置對比見表2。
2.3 優化成品入口導衛
根據現場使用的導衛情況重新設計成品入口導衛箱體,提高強度,延長使用壽命,保證軋件扶正效果,避免導衛變形造成質量問題。入口導衛改進前后對比如圖1所示。

表2 連軋工藝參數設置對比
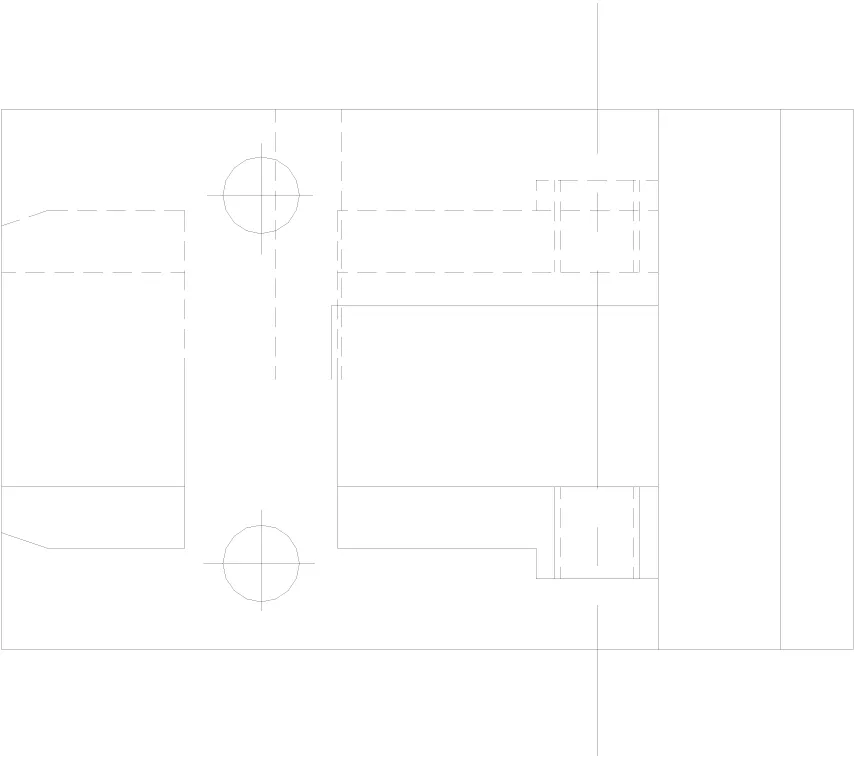
(a) 改進前
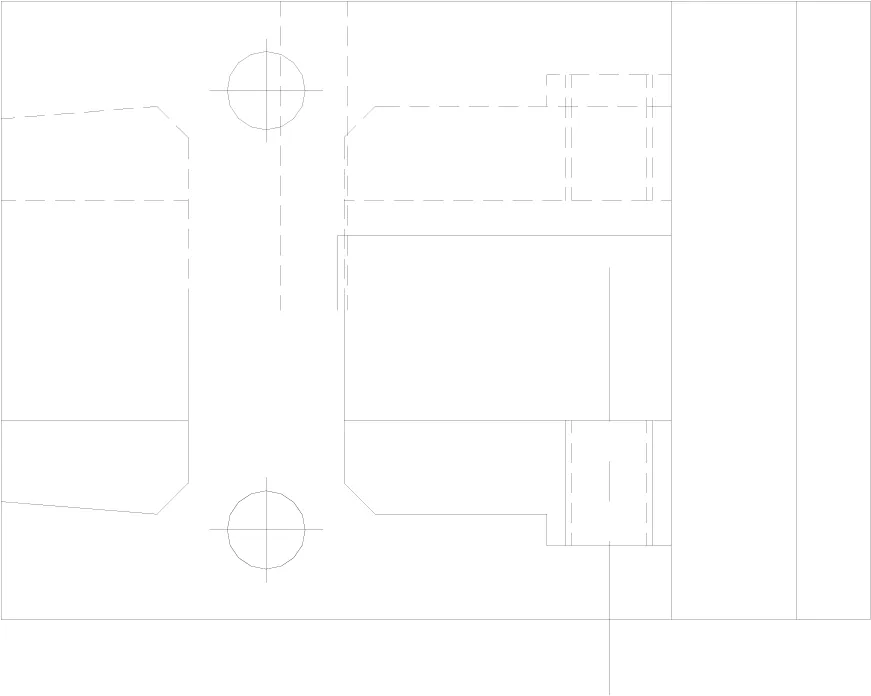
(b) 改進后
圖1 成品導衛改進前后對比圖
2.4 改善工藝基礎條件
300機組設備使用時間長,工藝基礎條件差,基礎工藝件之間磨損嚴重,為此車間制定了修復標準,利用檢修時間,對軋機牌坊、底座等進行修復,減少軋機牌坊與底座之間關鍵磨損面的間隙,確保間隙不大于5 mm,同時對上線前的軋輥輥頭進行緊固,防止軋輥竄動,提高軋制過程穩定性。
3 改進效果
措施實施以后,錨桿鋼筋的成品質量穩定性得到提高,成品鋼筋的尺寸,包括兩旁及上下尺寸穩定控制在標準要求的范圍內,300機組錨桿鋼筋成材率由原來95%提高到97%,生產穩定順行,生產成本隨之降低,用戶對產品的滿意度比改進前有大幅提高,質量異議及賠款到目前為零,成為公司重要的創效品種之一。
4 結論
錨桿用熱軋帶肋鋼筋的尺寸精度要求較高,通過對生產過程的精益控制,合理控制加熱溫度、正確設置工藝參數、提高工藝基礎條件的保障能力,同時對影響產品質量的關鍵環節進行重點監督,即使在工藝條件相對比較落后的機組也可以軋制出標準要求較高的錨桿鋼筋產品,在同類型機組中具有借鑒意義。
[1] 王廷溥, 齊克敏. 《金屬塑性加工學》[M].北京:冶金工業出版社.2000:29-30,48.
[2] 劉文, 王興珍. 《軋鋼生產基礎知識問答》[M]. 北京:冶金工業出版社.2012:333-334.
《河南冶金》來稿須知
《河南冶金》雜志傳播冶金行業科學發展理念,提供學術交流平臺,報道對國內外焦化、燒結、煉鐵、煉鋼、軋鋼及其它相關專業的綜述評論、試驗研究、問題探討、技術創新、新工藝、新設備、新技術應用,或有關學術動態、冶金技術信息及冶金行業的科技成果和管理經驗等。《河南冶金》雜志熱忱歡迎省內外大專院校、科研院所、冶金行業的專家學者、科研工作者、工程技術人員向本刊惠寄稿件。現將投稿要求及稿件處理事宜告知如下。
1. 論文應內容真實、立論新穎,主題明確,論據充分,數據可靠,條理清楚,用語簡潔準確。 應包括:題名、作者署名及工作單位全稱、摘要、關鍵詞、正文和參考文獻。其中題名、作者署名及工作單位全稱、摘要、關鍵詞部分需要翻譯成英文。
2. 論文篇幅3000~8000字(包括圖表、摘要、參考文獻等)為宜;題目應文題相符,一般不超過20個字,必要時可加副題;摘要以100~300字為宜;關鍵詞以3~8個為宜。
3. 在文稿首頁下方,注明聯系人:姓名、學位、職稱、職務,所在省市、郵編、工作單位、收稿日期。基金項目應在文章首頁地腳以“基金項目:”作為標識,注明基金項目名稱,并在圓括號內注明其項目編號。基金項目的標注應置于聯系人信息上方。國家及省部級科研基金項目產生的論文優先發表。
4. 文獻著錄應嚴格執行GB/T 7714—2005標準。引文務必準確,采用順序編碼制在引文右上角處標注,用阿拉伯數字連續編碼,序號外加方括號,文后參考文獻須與引文編碼相對應。同一文獻作者不超過3人,全部著錄,超過3人,可以只著錄前3人,后依文種加表示“,等”的文字。
5. 文稿中標題應不超過4級。標題層次為:1級標題——1;2級標題——1.1;3級標題——1.1.1;4級標題——1.1.1.1。標題編號左起頂格書寫,編號后空一字位置書寫標題。 文中圖表要精選,應有圖序、圖題、圖解和表序、表題。圖幅應大小適中,通欄小于16cm、單欄小于8 cm。要求插圖內容寫實,表達規范,線條清晰、均勻、光滑、層次分明,標注明確,數據要與文中敘述一致,圖片請提供JPG或BMP格式。表格要求表達簡潔,一般采用三線(豎排)表,項目欄目由量的名稱、符號和單位組成。
6. 文稿中計量單位一律采用國家法定計量單位,必須嚴格遵守GB3100~3102—93《量與單位》標準。公式應在頂格處進行編碼。數學式、數學函數、數學符號要分清大小寫、正斜體、上下角標。化學反應式和化學符號除要分清大小寫,上下角標之外,還要注意化學鍵、反應符號、反應條件的規范書寫,以及化學反應方程式前后的分子、原子、電子配平。
7. 作者可發送電子版文稿至電子郵箱(hnyj3121484@163.com)進行投稿,或直接到《河南冶金》編輯部投稿。郵寄稿件用A4紙打印,電子版使用WORD排版。來稿如有一稿多投或剽竊抄襲行為,一切后果由作者本人承擔。涉及單位技術成果、專利、保密資料的稿件,請加蓋單位公章。
8. 稿件6個月內未見處理意見或未予刊登,作者可自行處理,一般不予退稿,請作者自留底稿。本刊對擬發表的稿件將酌情修改、刪節,凡不同意對其稿件進行修改者,請事先聲明。
9. 本刊已加入多種檢索系統及網絡服務,作者如不同意加入此項服務,請在來稿中注明,本刊將做適當處理。
10. 來稿請附作者簡介(性別、年齡、民族、籍貫、最高學歷學位、技術職稱、畢業院校與專業、現從事專業或研究方向)、通信地址、聯系電話、郵編、E-mail等。稿件刊登后,給第一作者寄送當期雜志1冊。
ANALYSIS AND IMPROVEMENT OF HOT ROLLED RESIN ANCHOR STEEL BARS SIZE FLUCTUATION
Qin Wei Kuang Zuguo
(Anyang Iron and Steel Stock Co.,Ltd)
In view of continuous dimensional fluctuation of the hot rolled resin anchor steel bars during the production in 300 semicontinuous rolling mill of Anyang Steel, corresponding improvement measures are put forward based on the analysis of heating temperature, process parameter setting, product guide device and process condition, so that significant results is achieved. The products from both the dimension precision or reinforced flatness have been greatly improved, and steel anchor actual yield also increased from 95% to 97%.
anchor steel dimensional fluctuation corresponding improvement measures
?,助理工程師,河南.安陽(455004),安陽鋼鐵股份有限公司第一軋鋼廠;
2015-8-22
猜你喜歡
山東冶金(2022年1期)2022-04-19 13:40:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:34:56
中國房地產業(2016年2期)2016-03-01 01:25:29
工程建設與設計(2016年4期)2016-02-27 10:51:09
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
河南科技(2014年24期)2014-02-27 14:19:30