基于物聯網的“一罐制”鐵水調度系統的設計與應用
2015-03-24 08:01:34蔡樂才秦小玉
制造業自動化 2015年3期
范 波,蔡樂才,秦小玉
FAN Bo1, CAI Le-cai2, QIN Xiao-yu1
(1.四川理工學院 自動化與電子信息學院,自貢 643000;2.宜賓學院,宜賓 644000)
0 引言
當前,我國制造企業為解決產業結構調整、升級和技術革新等重大問題,正在快速推進信息化建設,生產過程的智能化、集約化和全局優化也成為了制造企業發展的方向[1,2]。在政府“兩化融合”方針引導下,我國鋼鐵企業規模也越來越大,但由于鐵礦石等原材料長期受限于國際壟斷寡頭,鋼企產能過剩,污染能耗又高,鋼鐵企業必須精細化生產管理,降本增效,這也對其本身的信息化建設提出了更高要求。
鋼鐵企業信息化建設涉及產品生產、物流、質量、能源、設備故障診斷以及自動化控制系統安全防護等方面,物聯網、云計算等新一代的信息科學技術則為傳統的鋼鐵企業綠色制造所要求的信息化建設帶來了契機。
鐵水調度系統是鋼鐵企業物流系統的重要組成部分,其調度效率直接影響全廠的生產節奏。煉鐵一煉鋼區間的鐵水調度轉運的工藝流程如下:高爐根據生產計劃安排,將鐵水經過預處理送至煉鋼轉爐,以滿足煉鋼轉爐精煉的需要。主要涉及高爐受鐵、扒渣、脫硫/磷及轉爐兌鐵等工序。當前,鐵水的調度大多都還基于經驗豐富的調度員根據生產計劃編制調度計劃。在鐵水調度過程中,當鐵水的處理及運輸時間、溫度和成分等與原調度計劃始終保持一致,這就對鐵水調度的準時性、可靠性和安全性提出了嚴峻考驗[3]。
藉此,基于物聯網的“一罐制”鐵水調度跟蹤系統可根據實際生產情況,在滿足生產工藝約束的條件下,自動編制新的調度計劃安排,以實現連續穩定高效的生產目的。這無疑對縮短鐵水調度周期、保證運輸流暢和安全穩定生產有著重要的意義,同時也進一步推進了鋼鐵企業的信息化建設。
1 “一罐制”鐵水轉運工藝描述
目前我國鋼企采用的鐵水轉運工藝主要有三類:鐵路方式+魚雷罐車、起重行車+鐵水罐和汽車方式+起重行車[4]。其中起重行車+鐵水臺車“一罐制”這種工藝,本身布置緊湊、轉運距離較鐵路方式縮短很多、集約用地和一次性成本低,備受冶金工藝專家的重視和推崇。
舉例描述起重行車+鐵水罐“一罐制”鐵水轉運工藝:某鋼鐵廠目前一期煉鐵區域建有2500m3高爐三座,KR脫硫站3座,煉鋼區域配置210t轉爐三座。[5]如圖1所示,轉運跨行車始終沿著在轉運跨上X軸上行駛,鐵水臺車在Y軸上行駛。
鐵水罐在高爐受鐵完畢后,鐵水車裝載鐵水罐到行車轉運跨,由行車起重調往脫硫站鐵水臺車,脫硫完畢后,再由行車起重調往鐵水通廊轉運跨,由臺車運至煉鋼加料跨或直接進入轉爐。
2 基于物聯網的“一罐制”鐵水調度跟蹤系統的設計方案
本系統設計采用C/S模式[6]完成客戶端和服務器的數據交換處理,系統主要配置1臺Stratus FT2510容錯服務器作為應用服務器和數據庫,用于業務數據的存儲、訪問和接受來自前端客戶的業務請求,完成應用系統的業務邏輯處理,向數據庫請求數據訪問服務,并將結果返回給前端客戶,同時應用服務器負責與L3級之間的通訊。ftServer的特點在于其硬件容錯采用DMR/TMR(雙模冗余/三模冗余)方式,延用Stratus傳統的、獨具特色的硬件容錯技術造就了它無單點故障、應用全透明、零切換時間等[7]。
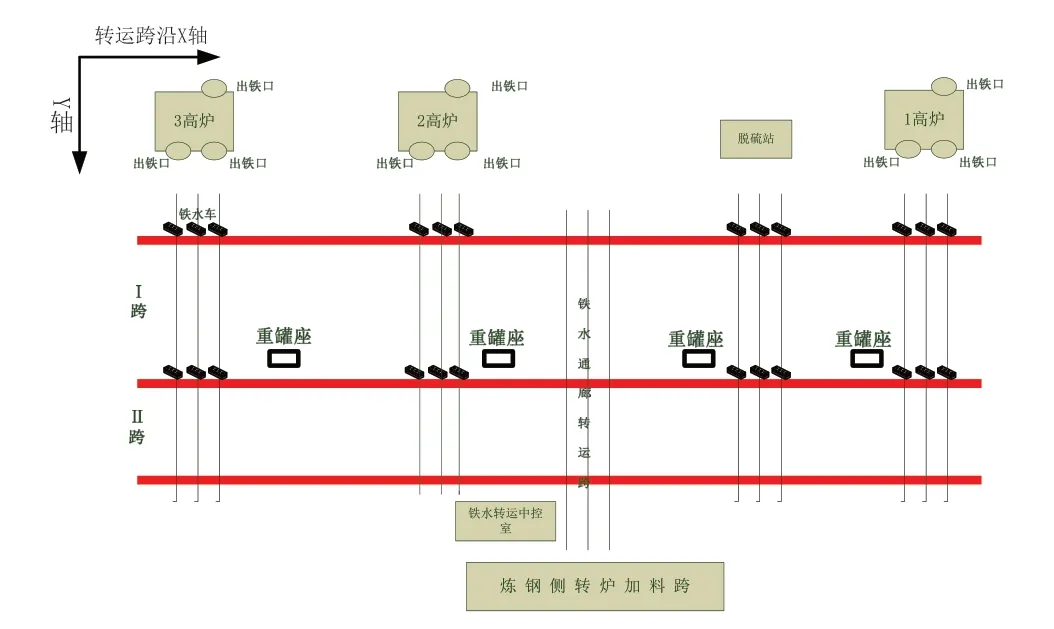
圖1 起重行車+鐵水臺車“一罐制”鐵水轉運工藝示意圖
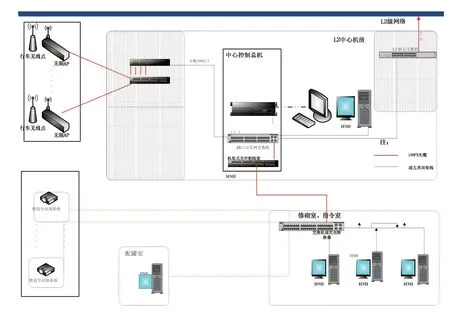
圖2 系統總體架構
2.1 鐵包無線定位跟蹤子系統
行車放置于轉運跨作業車間頂部,鐵水罐在轉運跨被行車起吊沿X軸在距離地面約9米的上空運行,因此可以用行車的位置坐標來代替鐵水罐的位置。在轉運跨行車運行的軌道上預放置絕對型編碼器,以確定行車在X軸的準確坐標。
感知層:行車上安裝了位置傳感節點,行車上的控制終端采集位置信息經接口轉換,獲取行車的X軸坐標。
網絡層:完成坐標位置信息的接入和傳送。本系統建立無線局域網,提供有線接入和無線信號的覆蓋,負責與L2級網關無線通信。
應用層:鐵包服務器與行車之間數據通信,取得行車的位置信息,中心控制主機讀取鐵包服務器數據,從而實現對行車的定位跟蹤。
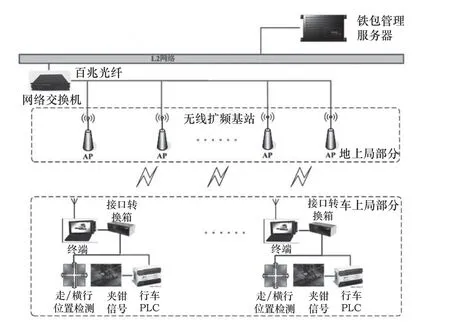
圖3 鐵包無線定位跟蹤系統結構圖
2.2 鐵包識別跟蹤系統
本設計在鐵水臺車上安裝RFID TAG,并在出鐵口到轉運跨間的各軌道上安裝車號識別(讀取)裝置,如圖4所示。設計原理如下:當安裝有RFID TAG的鐵水臺車通過安裝有RFID Reader的鐵路(沿Y軸)時,標簽會接收到識別裝置發出的微波查詢信號,且電子標簽將反射回載有其本身數據信息的微波信號;反射回的微波信號經調制解調處理后,識別裝置再把讀出信息通過光纖傳送到鐵包跟蹤系統服務器進行處理,系統服務器經匹配處理識別當前經過的鐵水車所載鐵包包號及鐵水車位置和行駛方向。鐵水車通過安裝有限位開關的鐵路時,限位開關經識別裝置主機向系統服務器再次傳送鐵水車當前位置和行駛方向。
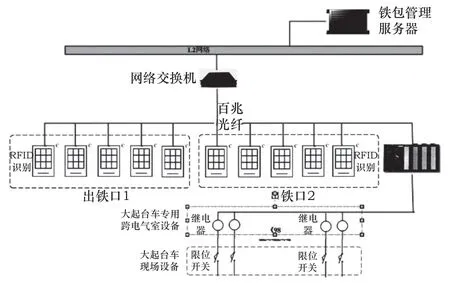
圖4 鐵包識別跟蹤系統結構圖

圖5 主程序流程圖
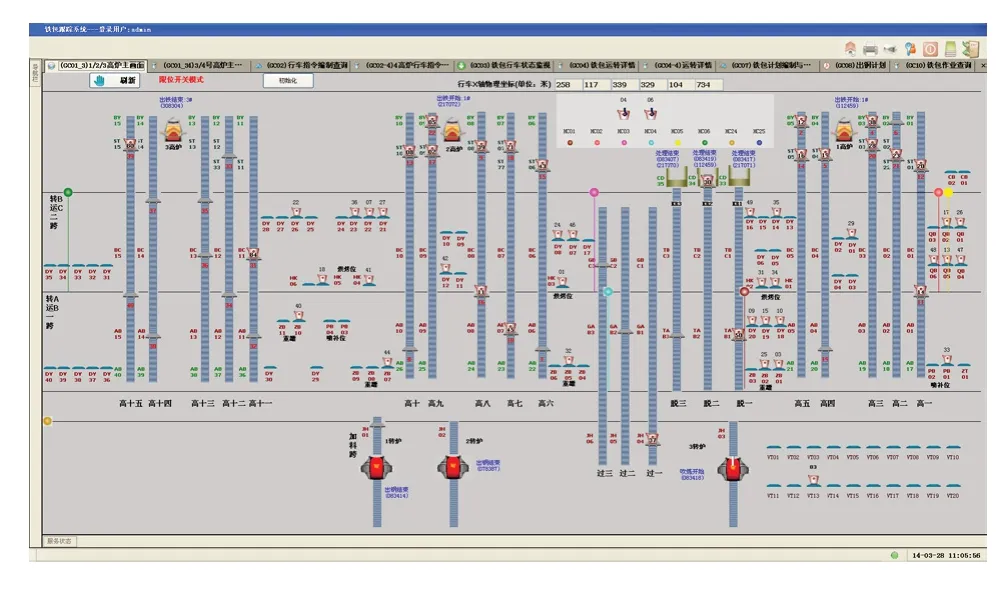
圖6 系統應用軟件主界面—鐵水罐運轉狀況實時監控畫面
2.3 系統的控制軟件設計
本系統應用軟件的前端開發工具采用Microsoft Visual Studio .Net Professional 2010,數據庫為Oracle 10G 標準版。系統的主程序流程圖如圖5所示。
鐵包跟蹤系統的主要功能有高爐出鐵計劃的生成、鐵包的配包、鐵包調度計劃的編制。實時動態顯示鐵包當前位置坐標信息如圖6所示,自動記錄鐵水罐的包次、所處作業狀態、接收上位機的控制命令。設計有良好的人機交互界面,可現場進行鍵入任務等操作。
在鐵水轉運過程中,當生產過程中出現擾動事件而不能按原調度計劃執行時,調度員只能憑借生產經驗進行人工判斷,同時也很難綜合分析各方面的信息,做出最佳決策,進而得到優化的動態調度方案。而且鐵水生產過程波動較大,存在著多種擾動情況,如生產計劃時間延遲、鐵水重量和溫度不符合煉鋼要求、通信設備損壞等突發情況發生,同時還有多種不確定性因素,如鐵水轉運路徑的不可確定性、調度計劃臨時變更等情況也增加了鐵水調度問題的復雜度。
基于物聯網的鐵水調度系統,作為信息錄入、處理的工具,為鐵水轉運車間調度員編制調度計劃帶來了極大的便利,再結合調度員的經驗,使得鐵水的轉運更為流暢。本設計實時跟蹤鐵水罐的全程轉運情況,可將調度過程中遇到的各種擾動信息快速的從生產實時數據中快速地識別出來,再判斷各設備的作業時間是否沖突,按照優先級的原則得到動態調度調整方案,最后經調度員確認,進一步完善鐵水罐的調度編制計劃。鐵包計劃編制與查詢畫面實時顯示每條出鐵線上鐵水臺車的要預裝的鐵包數量和排列順序,以及調度指令的執行情況,如圖7所示。調度的具體過程如下:系統會每半小時訪問煉鐵MES,在同一個高爐爐次,預算大概出鐵時間,根據每高爐爐次的出鐵量安排鐵包。編制好鐵包調度計劃后,通過無線通信傳送鐵包調度指令給行車,行車依據指令起吊過跨鐵水臺車進入下一工序。鐵包在整個轉運過程中都是按調度計劃通過“起重行車+鐵水臺車”運輸。
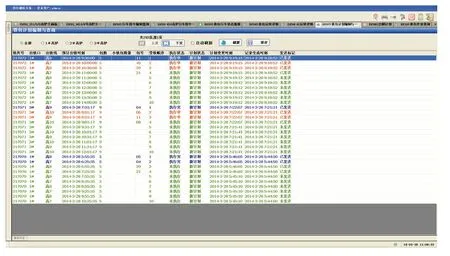
圖7 鐵水罐調度計劃編制
3 應用效果
通過以上對鐵水調度跟蹤系統的描述,本文以2014年4月22日的生產實際數據,對12個鐵包的調度情況進行離線分析,用以說明調度系統在編制鐵包生產計劃的實際運行情況以及鐵水調度本身存在的瓶頸,分析結果的甘特圖如8所示。甘特圖中的橫軸為調度作業時間,縱軸表示工藝流程中的工序環節。
甘特圖中的排隊狀況,在離散事件系統中即意味下一工序暫時處于繁忙狀態,故此,鐵包必須在緩沖區域排隊等候。一旦出現隊列,則會影響調度系統的運轉效率,所以排隊的隊長是必須考慮的調度指標。
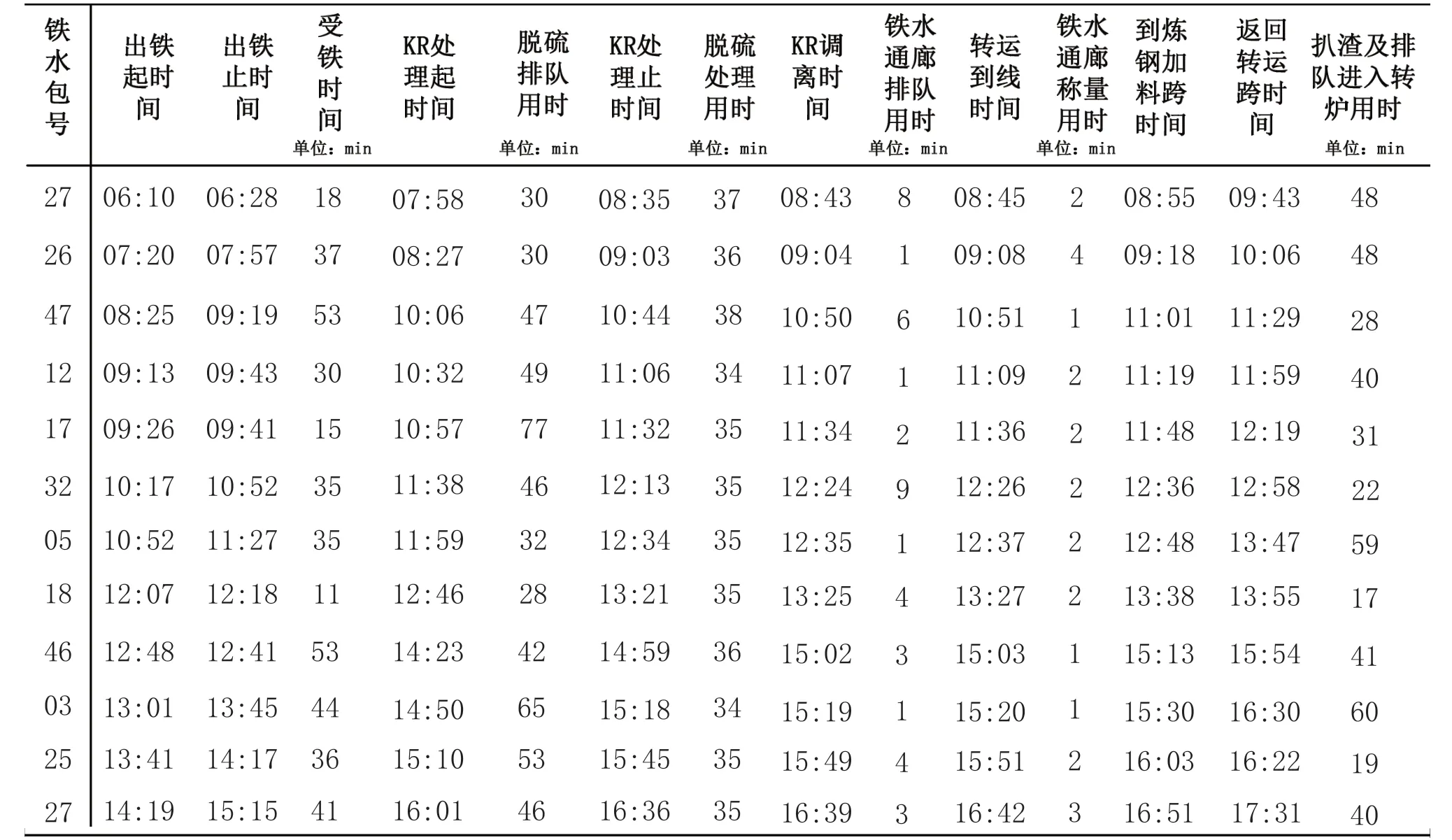
表1 鐵水包次編制部分鐵包調度統計表
表1中,鐵包在受鐵、進入KR脫硫站、進入鐵水通廊、進入煉鋼轉爐均出現了不同長度的排隊情況。其中受鐵最長等待時間為53min,最短11min,平均等待時間為34min;在進入的KR脫硫的隊列中,最長等待時間為77分鐘,最短等待時間為28min,平均等待時間為45.4min;KR脫硫處理時間最長38min,最短34分鐘,平均處理時間35.4min;扒渣及進入轉爐排隊最長時間60min,最短等待時間17min,平均等待時間37.8min。鐵包在調度系統中的平均停留時間可以反應調度的流通速度,也是評價調度效率的重要指標。
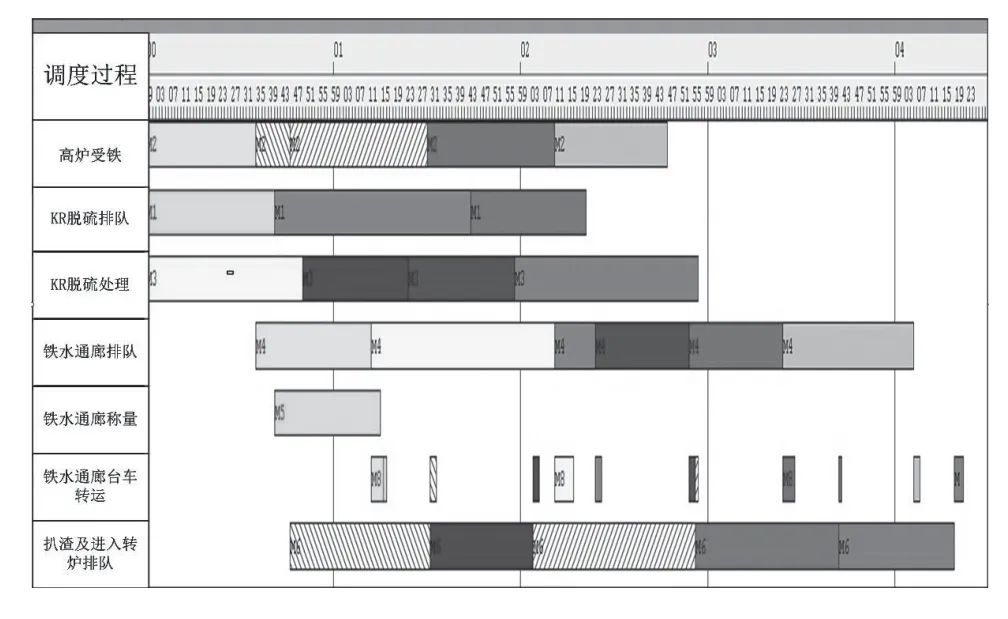
圖8 部分鐵水罐調度計劃甘特圖
從以上甘特圖可看出鐵水調度跟蹤系統使得各工序的銜接較為流暢,其中脫硫處理與鐵水通廊轉運相對穩定,作業時間波動不大,設備利用率高;脫硫隊列與進入轉爐隊列長短不一,波動較大,這是因為在這些環節調度的復雜度高。在正常生產的節奏下,也可以看出鐵包在整個調度過程中,在各工序排隊等待就占據了大部分時間,這極容易在后續工序流程上造成擁堵,同時這也對整個鐵水調度系統提出了更高的要求。所以,搜集生產實績數據、建立“一罐制”評價指標體系、減少調度過程的擁堵情況、優化調度算法也成為了筆者亟需解決的重點研究問題。
4 結束語
鐵水調度是關系到鋼鐵生產流程整體優化的重要的環節,對鐵水轉運的一些指標進行優化,可以實現生產過程中溫度、能源和物流等基本參數的協調和穩定。本系統基于物聯網的體系結構而設計,集成了分布式計算機控制系統、無線通信和容錯編碼技術,且可以很好兼容鋼鐵企業的L1和L3級網絡,現已投入鋼鐵企業生產調度使用。
本文所取的生產實績統計數據顯示:鐵包最短調度運輸時間97min,最長調度運輸時間195min,平均運輸時間為142.2min。平均調度時間與文獻8中統計的TPC平均調度時間520.6min相比較大為減少,這也從側面印證了“一罐制”鋼鐵界面的生產節奏較TPC更為快捷。該設計方案在“一罐制”鋼鐵界面的應用,優化了鋼鐵物流的調度計劃,由于調度剛性的增強,也提高了設備的利用率,滿足了鋼鐵生產的快節奏,使得鐵水調度過程更加智能化。同時,基于物聯網的鐵水調度系統的設計也使鋼鐵企業獲得啟示:物聯網集成了計算機互聯網與無線通信技術,為鋼鐵企業的物流運輸實現信息化和工業化融合提供了方向。
[1] 孫林巖,李剛,江志斌,鄭力,何哲.21世紀的先進制造模式—服務型制造[J].中國機械工程.2007,18(19):2307-2313.
[2] 張映鋒,趙曦濱,孫樹棟,王軍強,司書賓.一種基于物聯技術的制造執行系統實現方法與關鍵技術[J].計算機集成制造系統2012,18(12):2634-2642.
[3] 韓偉剛,酈秀萍,施一新,等.基于排隊論“一包到底”模式的在線鐵水包數量[A].鋼鐵2013,48(5):21-24.
[4] 范新庫.鋼鐵廠鐵水運輸方式與總圖布置[A].建筑與機構設計2010,29(6):29-34.
[5] 范波,蔡樂才.“一罐制”鐵水調度優化模型的研究 [A].四川理工學院學報(自然科學版)2014,27(1):49-52.
[6] 楊贊國,高敬惠.基于C/S模式的網絡信息管理系統設計與實現[B].微計算機信息2005,21(7-3):27-29.
[7] 于斌,劉宏偉,崔剛,楊孝宗.高可用雙機容錯服務器的研究與設計[J].計算機工程與設計2006,27(9):1524-1525,1570.
[8] 黃輝,柴天佑,鄭秉霖,李子陽,許雯,周維.鐵水調度仿真系統的設計與實現[J].系統仿真學報2012,24(6):1192-1199.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16
