新型氣缸體鑄件氣孔缺陷的分析及對策
2015-03-25 06:12:44劉超
中國鑄造裝備與技術 2015年3期
劉 超
(濰柴動力(濰坊)鑄鍛有限公司,山東濰坊 261000)
濰柴動力(濰坊)鑄鍛有限公司在原有產品基礎上通過對曲柄連桿機構優化設計和集成化模塊化設計新開發了一款排量為6.75 L 的高性能發動機,主要應用于中重型載貨車、客車、城市公交以及其它動力機械,其核心關鍵零部件氣缸體鑄件采用大批量、自動化、流水線鑄造生產方式。經過前期的工藝驗證和批量生產階段,我們發現氣孔一直為最突出的鑄造缺陷,大約占所有廢品缺陷的60%以上,氣孔廢品率達5%以上。
1 鑄件特點及工藝現狀
此鑄件為高龍門式結構,齒輪室與氣缸體一體化模塊式設計,鑄件尺寸為834×453×507(mm),采用濕式缸套結構,表面為薄壁大平面結構,主要壁厚僅為5.5 mm,鑄件總質量195 kg,材質為HT250。圖1 為鑄件的三維形貌圖,圖2 是鑄造該鑄件所用砂芯三維形貌圖。
該鑄件造型采用KW 靜壓造型線潮膜砂工藝生產,上模無工藝孔,砂芯全部采用冷芯盒制芯工藝,采用機器人自動組芯浸涂工藝,三顆水腔通道芯依次人工下入下箱,然后利用自動下芯機下入主體芯,最后合箱澆注。澆注系統采用階梯式開放式澆注系統,內澆道設置在上下瓦口上(如圖10 所示)。
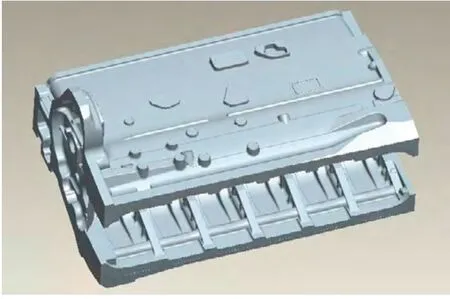
圖1 鑄件圖
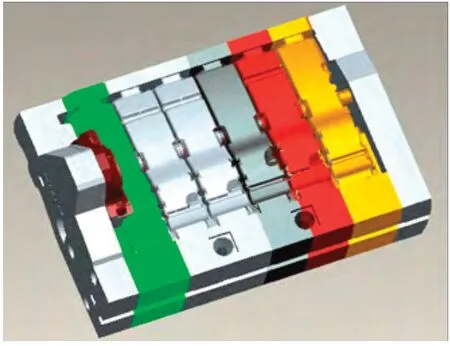
圖2 砂芯圖
2 缺陷特征
在工藝驗證和正常生產階段,氣孔缺陷成了最突出的鑄造缺陷,長時間得不到有效解決。氣孔位置主要分布在大凸臺邊角、油尺臺、細長筋和鑄件上表面缸孔中心位置。如圖3 所示。
3 原因分析
經過對生產過程各個環節的監控追溯和分析,認為當前采用的鑄造工藝包括熔煉、造型和制芯三大工部的工藝和所選材料已經在其他產品系列應用多年,屬于成熟工藝,因此確定此類鑄件產生的氣孔多為浸入性氣孔,很少存在反應性氣孔和析出性氣孔。此鑄件產生的氣孔表現形式又可以分為兩類,一類是鑄件表面凸臺、油尺臺和細長筋氣孔;另一類是鑄件上表面缸孔中心位置的內氣孔。

圖3 出現氣孔的位置圖
眾所周知,浸入性氣孔產生的條件是當界面上局部氣體的壓力P氣大于金屬液表面包括表面張力在內的反壓力XP(XP=P靜+P阻+P腔)時,氣體就能進入鐵液,形成氣泡,氣泡如果不能順利排出,則在鑄件內形成氣孔。也就是說,當P氣>XP時,就容易形成氣孔缺陷。這也是第一類氣孔產生的機理,各類凸臺作為最后凝固的部位,本身靜壓力P靜和阻力P阻很小,且儲存最早澆入的冷鐵液,氣孔極易浸入且不容易排出。通常采取在凸臺上設置氣眼針或者出氣片來解決氣孔缺陷,但是此鑄件表面凸臺尺寸大、油尺凸臺為不規則形狀無法設置氣眼結構、細高筋無法設置出氣片等特殊情況導致三處位置氣孔缺陷不易解決。
而第二種氣孔產生的主要原因是砂芯在澆注過程中發氣,氣體還未排出上表面鐵液便已經形成氧化膜(如圖5 中上表面顏色深的部位便是氧化膜),直接阻礙了氣孔氣體的排出,最后形成氣孔缺陷,表現明顯的便形成內氣孔。內氣孔的表現形式是鑄件外表正常,內腔殘存氣孔缺陷。而此鑄件上表面為水平大平面,鐵液流動緩慢極易氧化形成氧化膜,更加加劇了氣孔的產生。
為了驗證對氣孔形成機理的判斷,利用MAGMA 5.0 模擬軟件對鑄件溫度場、裹氣現象和鑄件上表面及與其接觸的砂芯發氣進行了分析,基本符合實際情況并驗證了對氣孔產生原因的判斷,如圖4、5 所示。
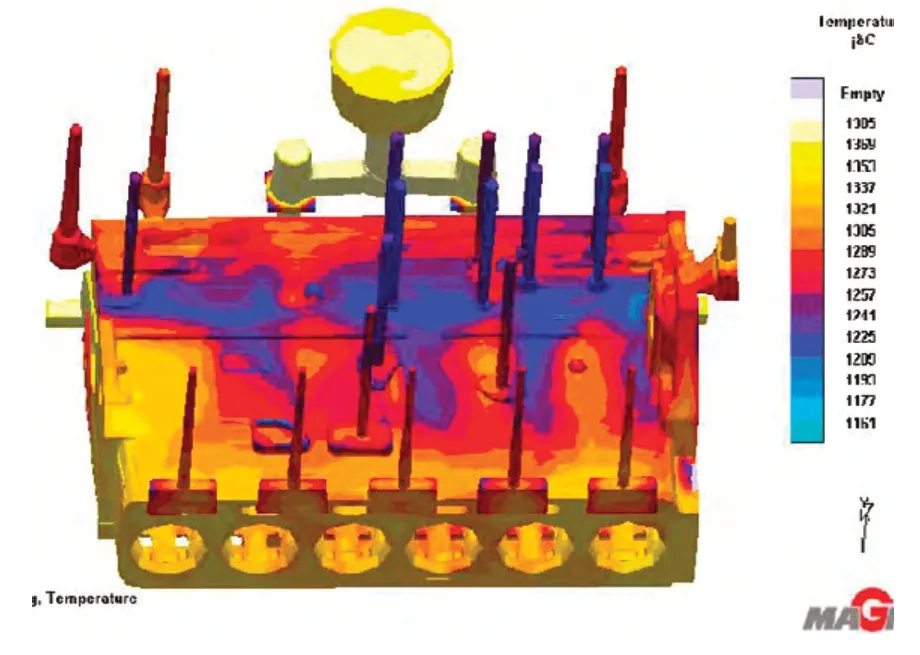
圖4 澆注完成后溫度場的分布

圖5 鑄件表面氧化膜分布圖
通過對比圖4 和圖5,可以看出澆注完成后溫度場的分布,表面溫度低的部位(圖中4 中深色部位)與現場鑄件氧化膜形成的部位(圖5 中深色部位)基本一致。
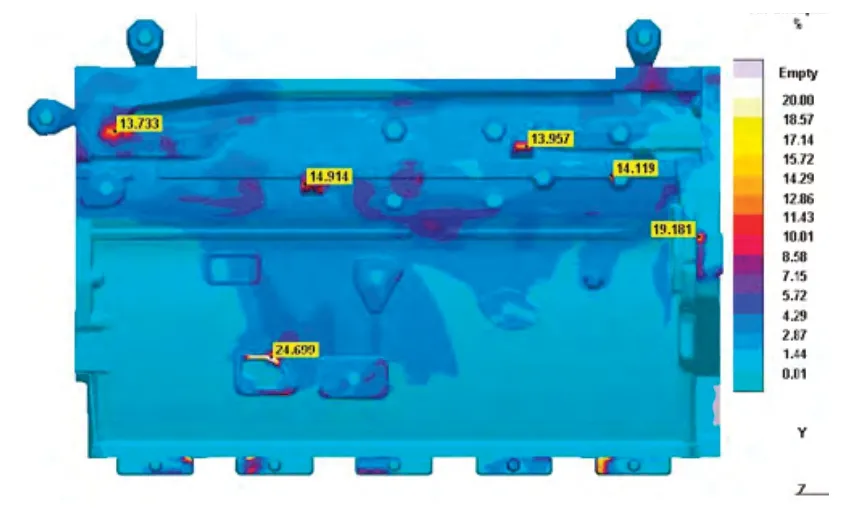
圖6 鑄件充型結束后裹氣分布圖
從圖6 可以看出上表面各類凸臺和細高加強筋易裹氣,也就是易出現氣孔缺陷。
根據砂芯材料比熱知,砂芯大致在590 ℃發氣,在鑄件表皮及與其接觸的砂芯處(缺陷類型二)分別選取一點,如圖7 所示。從兩點的溫度變化曲線看出(如圖8 所示),鑄件充型結束(21 s)至凝固至45 s 左右時,砂芯溫度一直低于550 ℃,沒有發氣;鑄件凝固到45~60 s 之間時,砂芯發氣和鑄件凝固共存(圖8 中方框),此時鑄件產生氣孔。結合鑄件氣孔分布位置及砂芯發氣溫度曲線,可以判斷鑄件類型二的缺陷,應該是充型結束后,芯子發氣引起的。鑄件凝固和芯子發氣共存發生的區域如圖9所示,可以看出與氧化膜形成部位基本也一致,因此可以驗證第二類氣孔缺陷的形成原因。
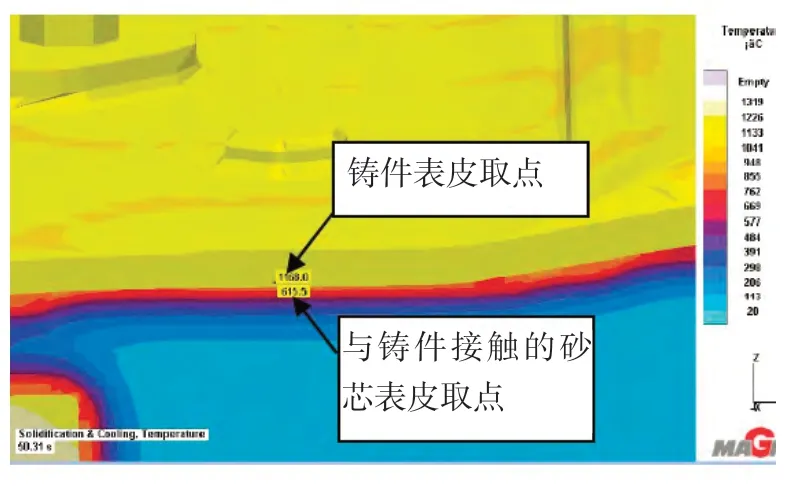
圖7 鑄件表皮及與其接觸的砂芯表皮取點位置
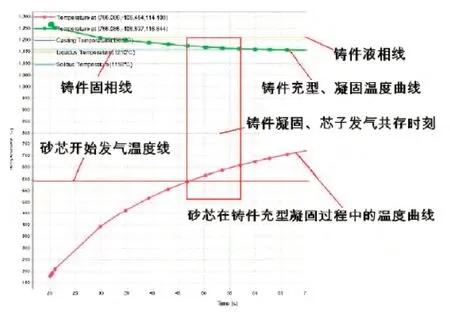
圖8 取點位置溫度變化圖
4 改進措施
我們針對氣孔缺陷從各個方面采取了很多措施,包括減少砂芯和砂型材料發氣量,改善浸涂烘干工藝、增加排氣通道、降低型砂含水量、增加型砂透氣性等方面,雖然取得一定效果,但是不能從根本上解決氣孔缺陷,氣孔廢品率一直持續高于3%以上。通過對氣孔機理的分析,我們改變了解決氣孔問題的思路,從想方設法減少澆注過程中的發氣轉變為怎樣讓鐵液中的氣體更容易地排出。鑄造過程產生氣體總是不可避免的,因此無論怎樣減少氣體的發生并不能杜絕氣孔的產生。
為了讓氣體更容易地排出鐵液,我們最終的思路是通過改進澆注系統,適當提高澆注溫度,改善鑄件澆注過程溫度場的分布,改善鐵液的充型流動,減緩鑄件表面氧化膜的形成等方面進行了攻關并取得良好效果。
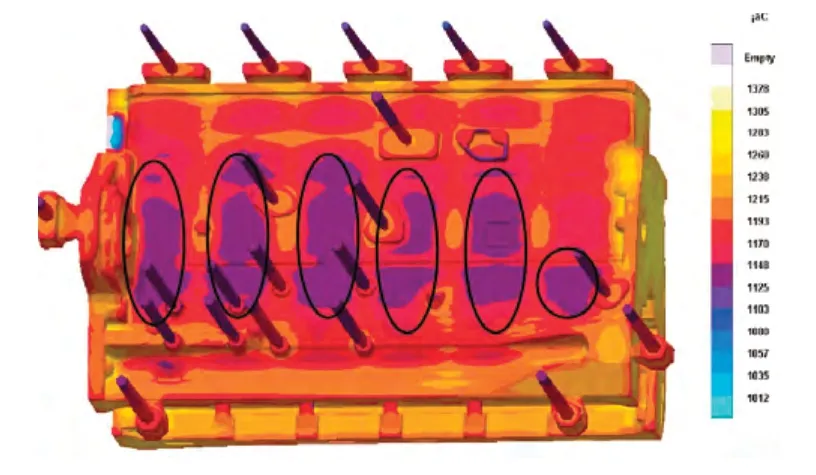
圖9 鑄件凝固和芯子發氣共存發生的區域
4.1 澆注系統的設計
當前澆注系統如圖10 所示,各澆道截面積比值為A直∶A橫∶A內=1∶1.18∶1.30。此類澆注系統為半封閉半開放式結構,采用階梯式澆注時由于內澆道設置在瓦口上,內澆道位置偏向下部,且設計澆注系統時并沒有考慮各層內澆道的截面積是否也應該存在一定比例便于合理分流鐵液,這樣使整個澆注過程中溫度場分布體現出上部溫度明顯低于下部溫度狀態,上部大平面部位易形成氧化膜(如圖5 所示),這樣導致砂芯發出的氣體不能及時溢出形成了第二類氣孔缺陷。且鐵液從瓦口進入內腔后裹氣嚴重,最終導致第一類氣孔的產生。
確定了改進澆注系統思路后,為了得到理想的溫度場分布,并且在上表面大平面處氧化膜形成之前確保砂芯發氣完全,經過多次澆注系統尺寸設計模擬計算和實際生產驗證,最終確定了全新的澆注系統內澆道設置位置和各澆道尤其內澆道截面積比值。如圖11 所示,內澆道在鑄件開檔位置設置,不再連接瓦口,且上層內澆道靠近上表面,下層內澆道靠近瓦口。為了緩沖鐵液充型,規定內澆道與鑄件開檔位置的角度設計值為60°。整個澆注系統截面積比例為A直∶A橫∶A內=1∶1.10∶1.80,規定內澆道上下層截面積A內上∶A內下=2.20∶1,并且在直澆道上直接開設兩個內澆道,如圖12 所示,此內澆道靠近上平面且正沖不規則的油尺凸臺和細高加強筋上,充型過程會直接把凸臺上集聚的氣體排出鑄型,避免了特殊形狀凸臺的氣孔缺陷。此澆注系統的內澆道設置總體靠近上平面,澆注時鐵液可以不斷沖入上平面,也就是上平面不斷進入溫度適宜的熱鐵液,阻礙了鐵液氧化膜的形成,并提前加熱砂芯,讓砂芯有足夠的發氣時間,最終避免了表面大平面處內氣孔的產生。
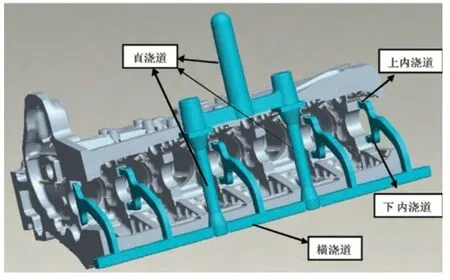
圖10 澆注系統圖
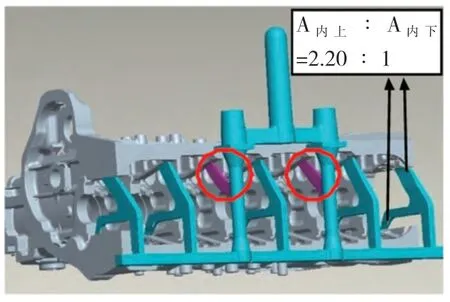
圖11 改進后澆注系統

圖12 增加的內澆道鐵液流向圖
4.2 澆注溫度的改進
我們生產的缸體類鑄件因工藝相近,全部采用臥澆工藝,為防止鑄件表面和內腔粘砂,經過多年的實踐經驗,澆注溫度設置有明確的溫度范圍。且由于熔煉和澆注設備先進,澆注溫度波動小,控制范圍小,一般都設置在1 390~1 400 ℃之間,并有嚴格的工藝要求保證每箱鑄件澆注溫度的適宜性,這對澆注溫度這一重要工藝參數的控制起到了很好的保證作用。但是也無形之中禁錮了缸體類鑄件澆注溫度的調整。在解決此產品氣孔缺陷的過程中,逐步認識到澆注溫度調整的必要性。通過試驗最終確定了此類鑄件合適的澆注溫度為1 410~1 420℃,比原來的范圍提升了20 ℃,結合澆注系統的改進,對于氣孔缺陷的防治起到了明顯的效果,且滿足鑄件的內腔表面質量要求。
5 結論
本文對缸體類氣孔缺陷的形成機理做了系統的介紹并且通過MAGMA 5.0 模擬軟件驗證了對氣孔機理的推斷。提出了解決氣孔缺陷的措施,尤其從澆注系統方面創新性的提出了缸體類鑄件內澆道的新的設置方式與設置位置。通過驗證批量生產突破了此類鑄件澆注溫度上限的禁錮,為澆注溫度的設置范圍提供了新的數據支持。通過工藝改進,氣孔缺陷造成的廢品率由5%左右降為0.1%以下,基本解決了缸體類鑄件最難解決的氣孔缺陷,也為類似結構的缸體鑄件提供了新的工藝參考,達到了國內先進水平。
[1]王文清,李魁盛.鑄造工藝 [M].北京:機械工業出版社,2002.10.
[2]周亙,王峰,張全.對鑄鐵件氣孔和氣縮孔防止措施的認識[J]無錫:現代鑄鐵,2011.1.
[3]陳琦.鑄鐵手冊[M].北京:機械工業出版社,1984.
[4]宋長運,黃德東,薛祥軍,等.385氣缸體鑄件氣孔的產生與消除[J].中國鑄造裝備與技術,2006(3).
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
少先隊活動(2021年4期)2021-07-23 01:46:22
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
