面向車身尾門裝配尺寸控制改進(jìn)探討
2015-03-31 19:36:30吳桂明廖榮興
中國高新技術(shù)企業(yè) 2015年12期
吳桂明 廖榮興

摘要:汽車車身尾門尺寸配合作為覆蓋件的直觀感知質(zhì)量區(qū),直接影響客戶對(duì)整車外觀質(zhì)量的評(píng)價(jià)。控制好車身尾門裝配尺寸,需從產(chǎn)品、工裝、工藝設(shè)計(jì),PFMEA,PCP及安裝工具使用,員工操作人機(jī)工程等展開。文章以車身尾門裝配尺寸控制為方向,闡述其控制和改進(jìn)的方向,為現(xiàn)行產(chǎn)品及后續(xù)產(chǎn)品開發(fā)提供參考。
關(guān)鍵詞:汽車車身;尾門裝配尺寸;尺寸控制;尾門鉸鏈;覆蓋件 文獻(xiàn)標(biāo)識(shí)碼:A
中圖分類號(hào):U463 文章編號(hào):1009-2374(2015)12-0030-02 DOI:10.13535/j.cnki.11-4406/n.2015.12.015
車身尾門裝配尺寸控制作為車身覆蓋件尺寸控制的重點(diǎn)及難點(diǎn)之一,涉及到從產(chǎn)品、工裝、工藝設(shè)計(jì)輸入,到PFMEA、過程控制計(jì)劃、標(biāo)準(zhǔn)化的控制輸出,確保每一環(huán)節(jié)的一致性,從而達(dá)到控制車身尾門裝配尺寸的要求。
目前車身尾門裝配尺寸控制方式主要為控制鉸鏈安裝點(diǎn)、尾門包邊尺寸、尾門框尺寸為主,在鉸鏈及鉸鏈工裝的設(shè)計(jì)方式、側(cè)圍工裝設(shè)計(jì)方式、安裝工具制作及使用、過程控制計(jì)劃實(shí)施方面較為欠缺。本文在對(duì)車身尾門裝配尺寸控制現(xiàn)狀調(diào)查及尺寸控制原理的基礎(chǔ)上,對(duì)車身尾門裝配尺寸控制進(jìn)行改進(jìn)和完善。
1 車身尾門裝配尺寸控制基礎(chǔ)知識(shí)
車身尾門裝配尺寸控制由鉸鏈安裝點(diǎn)、尾門包邊輪廓尺寸、尾門框尺寸、安裝工具使用組成,在該組成部分往外延伸為鉸鏈的設(shè)計(jì)原理、工裝定位夾緊原理、尾門包邊尺寸控制、側(cè)圍及總拼工裝設(shè)計(jì)原理、安裝工具設(shè)計(jì)方式。以上的設(shè)計(jì)及控制方式一致性直接影響尾門裝配尺寸配合質(zhì)量。
尾門裝配工藝過程:安裝尾門總成鉸鏈→安裝尾門安裝工具→安裝尾門總成→調(diào)整及測量配合尺寸→打扭力。
2 目前尾門裝配尺寸控制現(xiàn)狀
以CN200車型尾門裝配尺寸控制為例,從產(chǎn)品設(shè)計(jì)、工裝設(shè)計(jì)、工具制作及PFMEA和PCP闡述CN200車型尾門裝配尺寸保證上存在的不足。
2.1 CN200尾門鉸鏈及工裝設(shè)計(jì)
從CN200尾門鉸鏈設(shè)計(jì)圖紙可以看出,鉸鏈的兩側(cè)輪廓設(shè)計(jì)公差為未注公差,即+/-2mm,但CN200鉸鏈的工裝設(shè)計(jì)卻選擇了未注公差的輪廓作為定位點(diǎn),如圖1所示:
通過對(duì)設(shè)計(jì)圖紙要求及工裝設(shè)計(jì)的對(duì)比,產(chǎn)品輪廓存在4mm可變量,相應(yīng)體現(xiàn)在工裝的波動(dòng)量也存在4mm,表現(xiàn)出來的失效模式為兩種:鉸鏈無法安裝在工裝上、安裝到工裝的Y向存在波動(dòng)。
2.2 CN200尾門裝配尺寸控制要求
從尾門裝配到白車身的原理可看出,尾門裝配控制主要由鉸鏈高度一致性及Y向一致性保證(尾門框尺寸由側(cè)圍及總拼主夾具控制)。目前CN200尾門鉸鏈安裝工裝的設(shè)計(jì)不能保證尾門鉸鏈安裝高度的穩(wěn)定性和一致性。對(duì)鉸鏈工裝的安裝方式確認(rèn),工裝設(shè)計(jì)方式不能保證鉸鏈的Z向穩(wěn)定性,表現(xiàn)的失效模式為左右鉸鏈高度不一致且不穩(wěn)定,尾門裝配到白車身的配合尺寸狀態(tài)為一邊高一邊低的傾斜狀態(tài)(尾門扭角)。
2.3 CN200尾門安裝工具
尾門安裝工具安裝在頂蓋及側(cè)圍,保證尾門與頂蓋的X向配合要求、尾門與側(cè)圍的Y向配合要求(Z向配合要求由鉸鏈高度一致性和穩(wěn)定性保證),故安裝工具的制作重點(diǎn)在于確保X向、Y向的穩(wěn)定性、可操作性、可調(diào)性,X向、Y向安裝工具點(diǎn)如圖2所示:
其中,X向安裝工具的限位塊為普通材料,易磨損,可維護(hù)性差;同時(shí),X向限位塊沒有精確軸套,可調(diào)性和精確度相對(duì)也較差。總的來說,X向限位塊由于其材質(zhì)所造成穩(wěn)定性及可操作性相對(duì)欠缺。Y向安裝工具中有兩個(gè)定位銷,加上安裝工具都安裝在同一鈑金本體件上,所以保障了定位的自由度以及波動(dòng)。但同時(shí),也因?yàn)槭瞧胀ú牧弦啄p,可維護(hù)性差,沒有精確軸套,可調(diào)性和精確度相對(duì)較差。
從對(duì)安裝工具的制作方式看,安裝需在制作材料和精確限位方面做改進(jìn)。
2.4 CN200尾門尺寸檢測PCP要求
目前CN200尾門裝配尺寸檢測控制要求在工藝設(shè)計(jì)、IPQS均未體現(xiàn),如使用膠塞墊、鎖扣墊等,導(dǎo)致過程裝配尺寸檢測方式與工藝、IPQS要求缺乏一致性。
3 車身尾門裝配尺寸控制改進(jìn)
通過對(duì)CN200尾門裝配尺寸控制現(xiàn)狀的調(diào)查及結(jié)合其他車型現(xiàn)有的改進(jìn)方式,在綜合分析產(chǎn)品設(shè)計(jì)、工裝工藝設(shè)計(jì)、工具制作及過程控制等方面,尾門裝配尺寸控制可以在以下七個(gè)方面進(jìn)行改進(jìn):
3.1 尾門鉸鏈工裝設(shè)計(jì)改進(jìn)
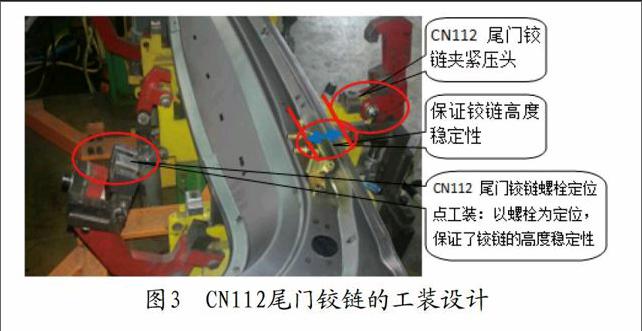
以鉸鏈螺栓為定位點(diǎn),保持與產(chǎn)品圖紙的一致性,提高定位穩(wěn)定性,同時(shí)以保證鉸鏈高度方式設(shè)計(jì)工裝定位及夾緊。如圖3為CN112尾門鉸鏈的工裝設(shè)計(jì)。
3.2 測量一致性保證
在裝配工藝、檢測標(biāo)準(zhǔn)定義尺寸檢測方式及要求,保證上下工序檢測的一致性和準(zhǔn)確性。
3.3 建立側(cè)圍總成的側(cè)圍外板與D柱相對(duì)尺寸的過程控制
側(cè)圍外板與D柱相對(duì)尺寸的穩(wěn)定性是保證側(cè)圍總成與下車體配合尺寸穩(wěn)定的基礎(chǔ),如該相對(duì)尺寸變化了,直接體現(xiàn)在尾門框尺寸出現(xiàn)扭角。
通過建立樣燈尺寸的方式或開口檢具,在每班次計(jì)劃性地測量側(cè)圍總成尾燈罩處的尺寸,以監(jiān)控尾門框尺寸的狀態(tài),確保穩(wěn)定性。
3.4 安裝工具的改進(jìn)
改進(jìn)安裝工具的限位塊材料,減少磨損,確保限位塊的可維護(hù)性。同時(shí)對(duì)限位要求高的區(qū)域增加軸套,保證限位塊精確性。
3.5 建立關(guān)鍵工裝的CMM數(shù)據(jù)監(jiān)控
在已有的工裝TPM基礎(chǔ)上,定義關(guān)鍵工裝,建立關(guān)鍵工裝的CMM數(shù)據(jù)監(jiān)控頻次及報(bào)警方式,確保工裝及時(shí)報(bào)警和維護(hù),保證工裝的穩(wěn)定性。
3.6 操作控制改進(jìn)
(1)建立安裝工具使用過程中出現(xiàn)變異的報(bào)警。尾門總成裝配為自由狀態(tài)下裝配,當(dāng)尾門出現(xiàn)在安裝工具上有卡滯或裝不到位時(shí),報(bào)警升級(jí);(2)使用總裝裝鎖扣方式調(diào)整車身尾門裝配尺寸,保證車身與總裝調(diào)整方式的一致性。
3.7 車間技術(shù)人員設(shè)計(jì)改進(jìn)能力培養(yǎng)
培養(yǎng)車間部分技術(shù)人員具備更改工裝設(shè)計(jì)的能力,同時(shí)具備使用2D、3D軟件能力。現(xiàn)有產(chǎn)品工裝設(shè)計(jì)不合理時(shí),車間技術(shù)人員具備能力改進(jìn)工裝,確保問題改進(jìn)或解決的快速響應(yīng)。
4 結(jié)語
在以上的闡述中描述了我們公司在車身尾門裝配尺寸控制方面的現(xiàn)狀及改進(jìn)方向,同時(shí)結(jié)合其他現(xiàn)有車型的改進(jìn)方式,總結(jié)車身尾門裝配尺寸控制在產(chǎn)品設(shè)計(jì)、工藝工裝設(shè)計(jì)、安裝工具制作、過程控制及人員操作方面的改進(jìn),為后續(xù)車型的開發(fā)提供尾門尺寸控制方面的參考和借鑒。
參考文獻(xiàn)
[1] 聞邦椿.機(jī)械設(shè)計(jì)手冊[M].北京:機(jī)械工業(yè)出版社,2010.
[2] 劉征.白車身尺寸工程概述[J].企業(yè)科技與發(fā)展,2012,(13).
作者簡介:吳桂明(1976-),男,廣西博白人,上汽通用五菱汽車股份有限公司助理工程師,研究方向:白車身尺寸控制、車身質(zhì)量問題解決、質(zhì)量持續(xù)改進(jìn)等。
(責(zé)任編輯:周 瓊)
