數控車床深孔鏜削結構的分析與應用
2015-04-08 02:04:22路世強劉來章何海峰
制造技術與機床 2015年7期
路世強 劉來章 李 林 何海峰
(德州德隆(集團)機床有限公司,山東 德州 253003)
目前,利用數控車床臥式刀架鏜削常規長度內孔已不再是什么難題,但往往會有一些長套管類工件的內孔加工,利用這種結構加工就無法實現了。常規工藝大都采用擴孔和鏜孔,因工件固定而刀具運動,不易排屑和散熱,尤其當工件要求粗、精工序在一序完成,或加工一定直徑范圍內的孔,常規工藝需要不同規格的鏜刀,刀具數量多、換刀時間長、對刀次數多、輔助時間長、效率低,加工既有車削又有鏜削要求的回轉類工件時,這種傳統加工方式更顯劣勢,若要提高效率,需定制專用設備,投資大、柔性差、生產準備時間長,產品更新時間長,財力物力浪費大。
根據以上問題我們對數控車床結構進行了優化升級,加工長套管類工件,不需多次裝卸工件,更換刀具、輔具,能夠一次裝夾完成車削、深孔鏜削的加工。操作省時、省力、換刀速度快,工件旋轉,排屑方便,易散切削熱,柔性大,產品更新方便。適用于液壓、印刷、石油、工程機械等行業長套管類零件的加工。
1 前期分析與試驗
以臥式車床配置8 工位臥式刀架為例進行案例解析,根據長期加工的設計和加工經驗得知,常規刀桿的最大鏜削深度與刀桿直徑有個比例關系叫做長徑比,即最大鏜削深度是刀桿直徑的3 倍,如圖1 所示。比如用φ60 mm 的刀桿鏜削的最大深度就是180 mm,大于這個值在鏜削時就會多多少少產生振刀,這個值越大振刀越嚴重。考慮到常規刀桿的剛性問題,現選用山特維克1:7 的抗振刀桿,刀桿直徑φ60 mm,可鏜削420 mm 的深孔,鏜孔直徑φ90 mm,主軸轉速恒定。切削試驗參數見表1。
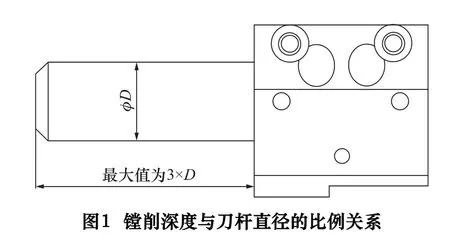
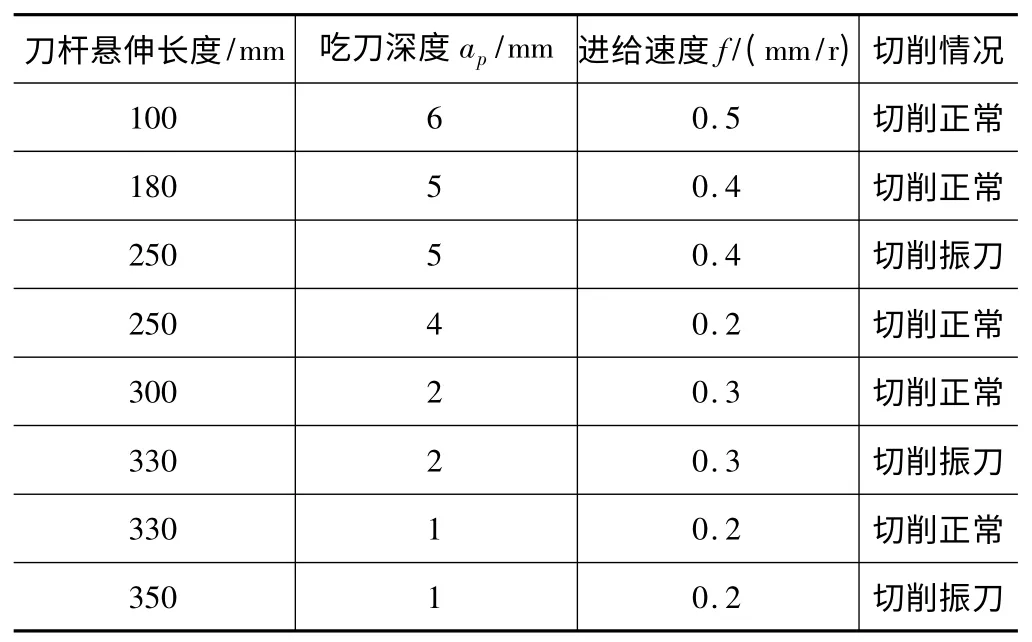
表1 切削試驗參數表
從表1 數據中可以看出,當刀桿懸伸長度≥330 mm 鏜削就無法滿足加工要求了,故使用該抗振刀桿鏜削的最大深度為300 mm。
2 結構改進分析
經過反復試驗發現,鏜削的深度不單單和刀桿的剛性有關,和切削相關的各種連接件都有或多或少的關系。所以我們從以下幾個方面考慮:(1)卡盤與工件之間的夾持剛性,鏜削內孔時尾座無法使用,所以要盡量增強卡盤的夾持剛性,如增大受力面積,接觸長度;(2)回轉刀架與滑板的聯接剛性,如果它們之間的剛性不夠,再好的刀桿也無計可施;(3)回轉刀架上刀盤的鎖緊剛性,刀盤有較高的鎖緊剛性,我們就可以忽略這個環節,可看成刀盤和刀架本體為一個整體;(4)鏜刀座和刀盤之間的聯接剛性,在滿足刀具工位數要求的情況下,盡量選擇工位少、刀盤對邊大、刀盤厚度盡量厚的刀盤,因為這樣可以增大鏜刀座與刀盤的接觸面積從而增加剛性;(5)鏜刀座與刀桿之間的夾持剛性,鏜刀座與刀桿的傳統夾緊方式是用刀座兩側螺釘頂刀桿外圓的扁面,如圖2 所示,這種方式的剛性顯然不是最好的;(6)刀桿自身的剛性,刀桿自身的剛性是最重要的,傳統刀桿的處理方式無外乎這么幾項:低碳合金鋼滲碳淬火、整體淬火、加入液壓油或做成錐形的等強度桿等,但要想鏜削長徑比達到1∶5 乃至1∶13 的話,傳統方法就顯得力不從心了。目前制作抗振刀桿較好的有德國和以色列的幾家刀具商。

3 應用實例
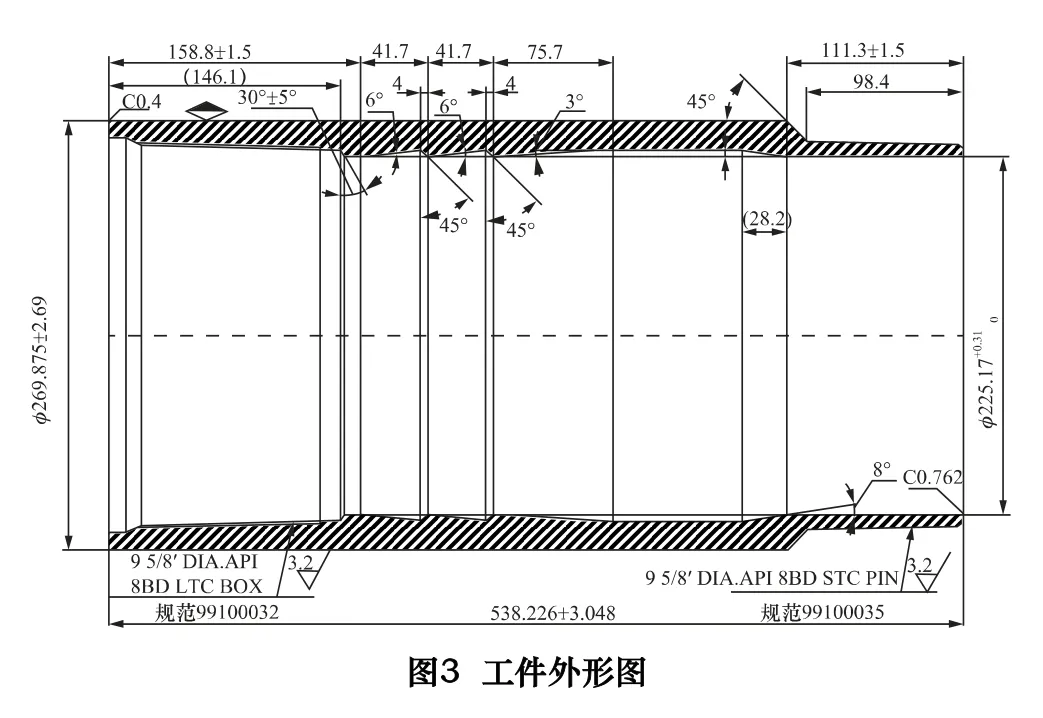
筆者單位承接中船重工集團某廠液壓懸浮管的加工設備制造,該工件需要加工兩端內、外螺紋,通長鏜削內孔,工件外形如圖3 所示,內孔形狀很不規則,直徑不斷變化,無法使用鏜床設備加工,車床鏜削無疑是最好的加工方法。通過數控程序控制走刀輪廓,和前期的深孔鏜削結構分析和試驗,本次數控車床設計著重從以上6 點考慮,力保深孔鏜削能一次成功。
從用戶加工的要求來看,我們推薦一種多功能復合機床,既有數控車床自身的車削功能,又有深孔鏜削功能。用戶要求刀桿直徑φ90 mm,最大鏜深700 mm。
具體實施方案如下:
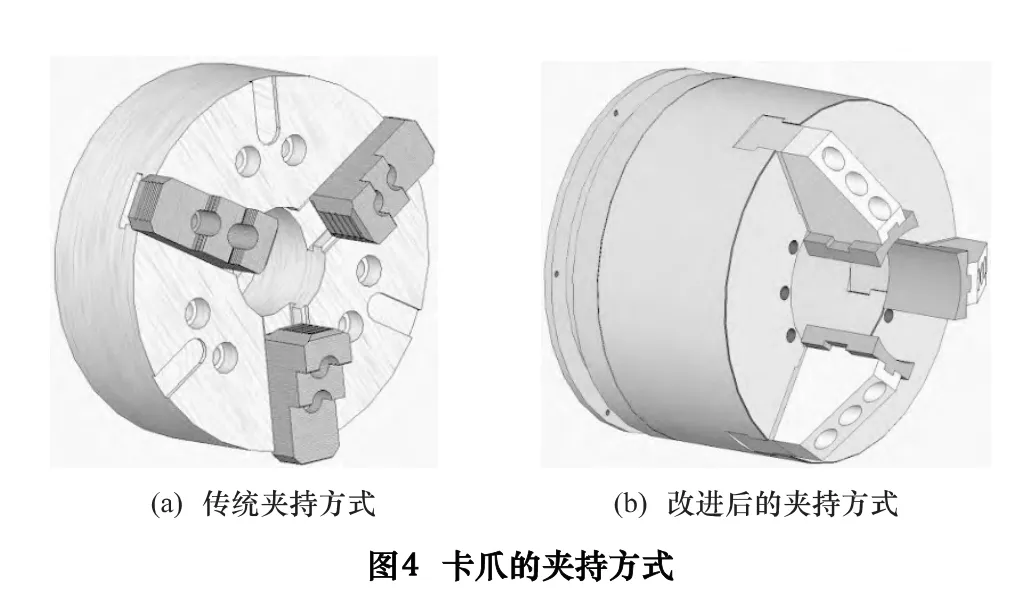
(1)根據理論計算和類比方法,保證機床主軸電動機功率足夠,卡盤與工件之間的夾持剛性要強化,卡爪夾持長度200 mm,爪型設計成與工件直徑相符的圓弧形,且卡爪為倒喇叭口型,保證卡爪夾持后全長度接觸,如圖4 所示。
(2)回轉刀架本體加長、把合螺釘個數由8 個改為10 個,增大刀架與滑板的接觸面積。
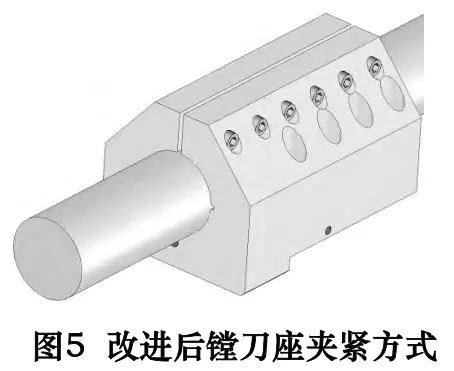
(3)鏜刀座設計成割逢環抱的形式,且長度為270 mm,即夾持長度為刀桿直徑的3 倍,保持較高的夾持剛性,如圖5 所示。
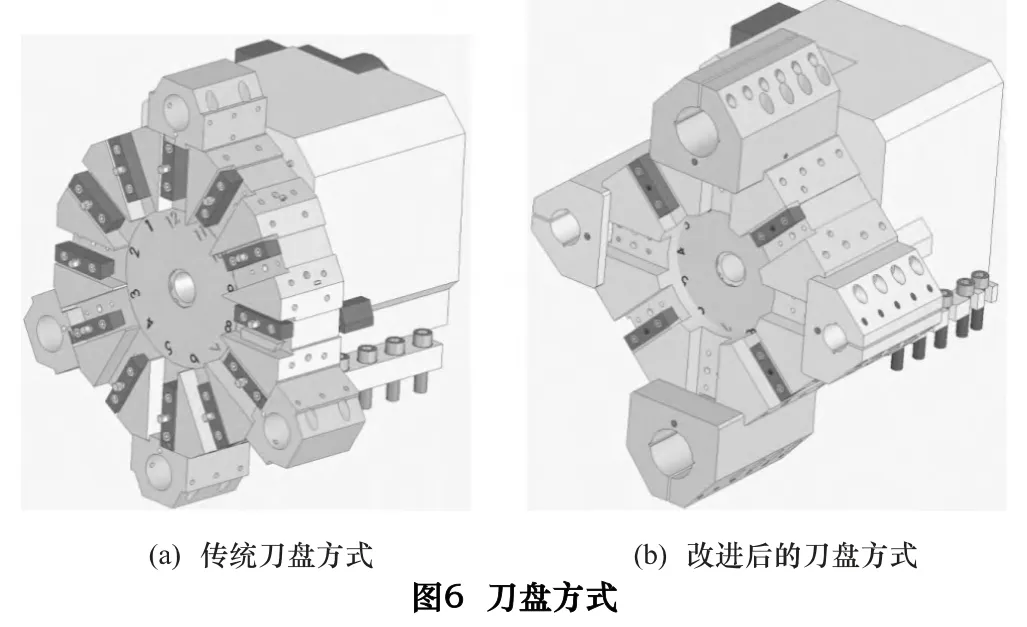
(4)在保證刀架回轉慣量和速度不受太大影響的情況下,加大刀盤厚度值200 mm,與刀座之間的把合螺釘由4 個M10 改為8 個M16,如圖6 所示。
(5)將刀盤與刀架本體聯接的鼠齒定位盤加大,增大刀盤的鎖緊剛性。
(6)刀桿選用山特維克1:10 的抗振刀桿,刀桿直徑φ90 mm。
經過機床車削試驗、深孔鏜削試驗,驗證了以上方法的正確性,切削效果非常好,最大鏜深850 mm,ap=2.5 mm,f=0.4 r/min,機床切削正常,工件切削表面無振紋。機床多功能鏜削刀架如圖7 所示。
4 結語
本文通過利用傳統加工方法和前期試驗進行分析論證,提出了一種長套管類工件深孔鏜削的解決方案,也是一次大膽嘗試,該方案既能滿足車削的要求,又能彌補傳統鏜削的不足,具有多功能復合型的特點。總結出了利用車床進行深孔鏜削時,機床結構設計的各個要點。目前該機床已終驗收完畢并交付用戶使用,得到了用戶的一致認可。

[1]王永巖.理論力學[M].北京:科學出版社,2007.
[2]李洪.實用機床設計手冊[M].沈陽:遼寧科學技術出版社,1997.
[3]王先逵,李慶祥,劉成穎.精密加工實用手冊[M].北京:機械工業出版社,2001.
[4]《機床設計手冊》編寫組,機床設計手冊[M].北京:機械工業出版社,1986.
