一種高強(qiáng)度炮鋼藥室的加工
2015-04-08 02:04:26金鐵輝
制造技術(shù)與機(jī)床 2015年7期
關(guān)鍵詞:測量
金鐵輝
(上海重型機(jī)床廠有限公司,上海 200245)
1 高強(qiáng)度炮鋼藥室概述
本文論述的高強(qiáng)度炮鋼材料為PCrNi3MoVA,這種材料是在低合金強(qiáng)度鋼和合金結(jié)構(gòu)鋼的基礎(chǔ)上發(fā)展起來的鋼種,該鋼種具有很高的強(qiáng)度、足夠的韌性、較高的調(diào)質(zhì)硬度,能承受很高的應(yīng)力,并且在切削時具有艮、粘、切削硬化等特點(diǎn),其力學(xué)性能見表1。

表1 炮鋼材料力學(xué)性能
藥室孔結(jié)構(gòu)如圖1 所示。
2 基本加工方式及難點(diǎn)分析
藥室孔的加工一般在內(nèi)膛加工好后進(jìn)行,先粗鏜藥室再用鉸刀鉸藥室最后進(jìn)行拋光,這幾道工序里用鉸刀鉸藥室的工作效率太低。這里介紹的是在數(shù)控臥車上用鏜桿精車藥室(如圖2)的方法替代鉸藥室的工藝過程,這樣能大大提高加工效率。
從圖1 中可看出工件總長4000 mm,其中藥室部分長700 mm,藥室孔為連續(xù)3 段內(nèi)錐孔,各段內(nèi)錐孔相對于Φ126.92 mm 的內(nèi)膛的同軸度要求為Φ0.05 mm(最大實(shí)體要求),表面粗糙度要求為0.4 μm,若要達(dá)到可以進(jìn)行拋光工序的要求,精車后粗糙度必須小于1.6 μm。
根據(jù)圖紙和技術(shù)要求分析,若要完成該藥室孔須重點(diǎn)解決以下問題:(1)如何滿足藥室孔相對于內(nèi)膛孔的同軸度要求;(2)如何保證藥室精車后可以滿足拋光工序的粗糙度要求;(3)如何測量各段錐孔是否滿足加工需要。
3 相應(yīng)的解決措施
3.1 如何滿足藥室孔相對于內(nèi)膛孔的同軸度要求
在加工該藥室孔時,若用傳統(tǒng)的夾持方式即工件右端夾持卡盤上,靠近左端架在托架上,肯定無法滿足圖紙要求。
要解決該問題必須注意兩點(diǎn):(1)以內(nèi)膛孔為基準(zhǔn);(2)托架有高的回轉(zhuǎn)精度,盡可能使工件回轉(zhuǎn)精度與托架回轉(zhuǎn)精度一致。
本文介紹兩種方法解決該問題。
第一種通過內(nèi)孔定位驅(qū)動裝置驅(qū)動工件,并用具有高回轉(zhuǎn)精度的環(huán)形中心架支承工件的方式加工該藥室孔,見圖2 及圖3。
圖2 即為內(nèi)孔定位驅(qū)動裝置,為了保證內(nèi)孔定位的準(zhǔn)確性,圖示A 定位端面和B 定位軸外圓須留余量在機(jī)床裝配結(jié)束后自車至要求尺寸。工件通過定位孔B 和定位端面A 定位后,再通過帶齒的夾頭夾持工件以驅(qū)動工件。
圖3 為工件托架,即環(huán)型中心架,有4 個套筒用于夾持工件,并可以跟著工件一起旋轉(zhuǎn)。該中心架本身的回轉(zhuǎn)精度可達(dá)0.005 mm。

這種一端通過內(nèi)孔定位驅(qū)動,另一端通過環(huán)型中心架夾持工件,既保證了以內(nèi)膛孔為基準(zhǔn)的要求,又保證了該工件在加工過程中,工件的高回轉(zhuǎn)精度的要求(工件的回轉(zhuǎn)精度即為環(huán)型中心架的回轉(zhuǎn)精度)。
另一種方法是一端通過三爪自定心卡盤夾持外圓,另一端通過環(huán)型中心架夾持工件。這種夾持方式如何保證內(nèi)膛孔和藥室孔的同軸度?
如圖4,千分表量桿座安裝在防振鏜桿上,千分表量桿為杠桿式,通過千分表顯示。在架環(huán)型中心架的時候,以千分表測量內(nèi)膛孔擺差保證在孔深700 mm處不大于0.05 mm為要求,調(diào)整中心架套筒,調(diào)好后,卸下千分表量桿及量桿座,在鏜桿頭部裝上刀具進(jìn)行先精車端面作為后續(xù)測量基準(zhǔn),然后進(jìn)行藥室孔車削,這樣就可以保證內(nèi)膛孔和藥室孔的同軸度要求。
3.2 如何保證藥室精車后可以滿足拋光工序的要求
通過鏜桿精車藥室引起藥室表面粗糙度差的原因主要有以下幾點(diǎn):(1)鏜桿的剛性差而引起的振刀,使加工表面產(chǎn)生振痕;(2)切削刀具及切削用量選擇不當(dāng)。
3.2.1 采用防振鏜桿,并改善鏜桿的夾持方式
從圖1 可以看到,藥室孔的深度達(dá)到700 mm,也就是說鏜桿的懸伸長L 至少要700 mm。當(dāng)選用d=Φ100 mm 的鏜桿時,鏜桿的懸伸長L 與直徑d 的比值L/d>7。若采用一般的鋼制鏜桿,其懸伸與鏜桿直徑的比值L/d≤4,若用這種鏜桿加工懸伸長徑比>7d 的孔,當(dāng)?shù)都馇邢鞴ぜr,鏜桿便會出現(xiàn)由切削力引起的彈性變形從而轉(zhuǎn)變?yōu)檎駝印?/p>
在這里,我們采用了Sandvik 的φ100 mm×1500 mm的硬質(zhì)合金加強(qiáng)型防振鏜桿,最大切削深度可達(dá)1000 mm。這里需要注意的是鏜桿座在設(shè)計(jì)時,夾持部分的長度須至少滿足圖5 要求,即夾持部分長度>4d。
3.2.2 選擇合適的鏜桿頭部形式、切削刀片及切削用量
(1)選擇合適的鏜桿頭部
該炮管雖然為通孔工件,但因?yàn)楣ぜ?nèi)孔定位驅(qū)動端為車床主軸箱,故可以看成盲孔工件,也就是說切屑只能從藥室孔端排出。從圖6 可以很明顯地看出,圖6b 的鏜桿頭部形式更利于冷卻液將切屑沖出。針對該工件,我們選用了570-3C-100-1500 的鏜桿及570-DTFNR-80-16 的切削頭,其中鏜桿頭部帶有高壓冷卻液沖刷口,用于刀頭切屑的沖刷。
(2)選擇合適的刀片

由于該鋼種具有很高的強(qiáng)度、足夠的韌性、較高的調(diào)質(zhì)硬度,能承受很高的應(yīng)力,并且在切削時具有艮、粘、切削硬化等特點(diǎn),這導(dǎo)致在切削過程中比較容易出現(xiàn)斷屑難、刀具易磨損、容易產(chǎn)生積屑瘤等問題,另外我們知道不同的切削刀片產(chǎn)生的切削力不同,而切削力又是引起振動的重要原因。針對這些情況,我們在選擇刀片時主要是按以下幾個方面選擇:①該刀片材料必須具有很高的熱硬度和良好抗塑性變形性,可以適合超高強(qiáng)度鋼的切削。②由于鏜刀桿較長,剛性相對較差,采用90°主偏角的刀具以及選用較小的刀尖圓弧半徑有利于減小徑向切削力,從而有利于減小切削振動。③由于工件材料的特性,應(yīng)減小刀具前角,這樣可以提高刀具強(qiáng)度,改善刀頭的容熱和散熱條件,減少加工硬化的趨勢,增大切屑的變形,使之易于脆化斷裂。④刀片的刃傾角越小越好,這樣副主偏角很大,副刃口與被加工表面的顫動接觸區(qū)小,顫動很難變成振動,副切屑刃擠削的機(jī)會也小。⑤選擇合適的刀片槽形,有利于斷屑。
(3)選擇合適的切削用量
在切削用量選擇時,除應(yīng)符合機(jī)床加工條件外,還應(yīng)考慮以下幾個方面:①在車削加工時,一般切削速度V=20~60 m/min 時,容易產(chǎn)生自振,高于或低于此范圍則振動減弱。因此,在精密加工時應(yīng)采用低速或高速切削。如對該炮鋼工件的加工,可以選擇切削速度160 r/min(線速度70 m/min)。②進(jìn)給量f 增大,自振強(qiáng)度會下降,所以在機(jī)床工作條件允許的情況下,盡量加大進(jìn)給量。③在選擇切削深度時,雖然切削深度越大,工作效率越高。但切削深度越大,越有產(chǎn)生振動的趨勢,同時引起切屑較厚,不利于斷屑和排屑,導(dǎo)致加工表面質(zhì)量差,以及刀具磨損快等缺陷。在對該炮鋼工件的實(shí)際試切削過程中,我們按上述原則用幾種不同的刀片及切削用量進(jìn)行了試切削,切削試驗(yàn)情況見表2。

表2 切削試驗(yàn)結(jié)果
3.3 如何測量各段錐孔是否滿足加工需要
在加工錐孔的過程中,如何簡便地去測量加工余量以及各段錐孔的同軸度是否符合要求呢?在這里主要介紹一種使用測量規(guī)的測量手段。
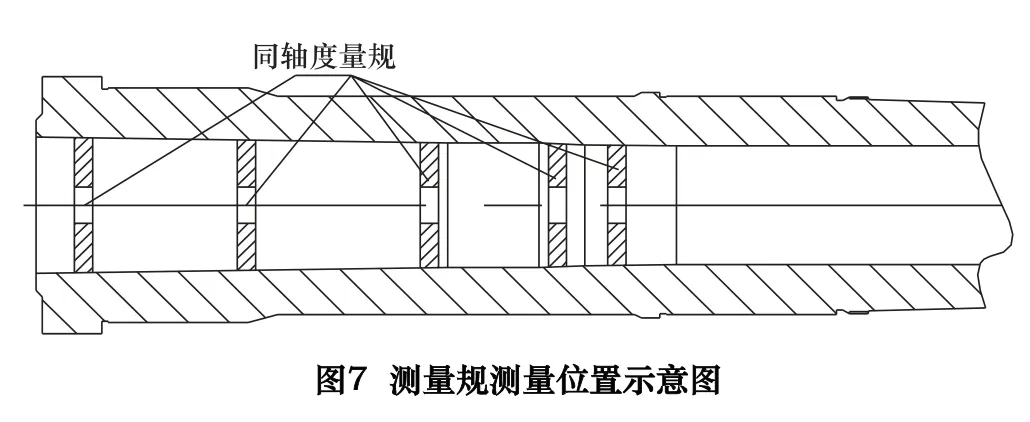
圖1 所示的藥室孔,共有3 段錐孔,我們通過5 個確定位置的測量規(guī)來測量每段的加工余量及保證各段錐孔的同軸度符合圖紙要求,具體測量位置示意圖見圖7。
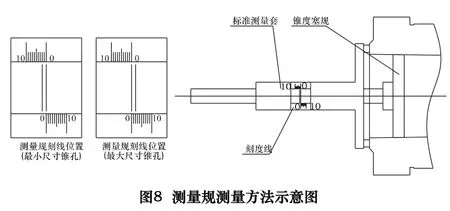
每個固定位置的測量規(guī)的測量方法見圖8,主要由測量塞規(guī)和套在外面的唯一的標(biāo)準(zhǔn)測量套,其中標(biāo)準(zhǔn)測量套上有刻度線,1 格為1 mm,測量塞規(guī)桿上也有兩條刻度線,表示錐孔的允許尺寸范圍要求,見圖7左邊,即為錐孔允許最大和最小尺寸時測量桿刻度線的位置。
那如何設(shè)定測量塞規(guī)桿上的兩條刻度線的寬度呢?我們以第一段和第二段錐孔為例,作簡要介紹。
由圖1,可以知道第一段錐孔的錐度約為1:35.71,也就是說對于該段錐孔,標(biāo)準(zhǔn)測量套上刻度線每格轉(zhuǎn)化成錐孔直徑方向的尺寸為1/35.71=Φ0.028 mm;第二段錐孔的錐度為1:11.77,也就是說對于該段錐孔,標(biāo)準(zhǔn)測量套上刻度線每格轉(zhuǎn)化成錐孔直徑方向的尺寸為1/11.77=Φ0.08 mm。又由于圖紙要求各段錐孔同軸度不能超過Φ0.05 mm,故定第一段錐孔的測量塞規(guī)桿上的刻度線寬度為1.5 mm,第二段錐孔的測量塞規(guī)桿上的刻度線寬度為0.5 mm。
由于標(biāo)準(zhǔn)套為唯一,且各段錐孔的測量方法和基準(zhǔn)一致,故按此方法能較為簡捷方便地反映出各段錐孔的尺寸及同軸度。
4 結(jié)語
在該炮管的首次加工生產(chǎn)中,通過實(shí)時跟蹤,表明了以上幾種措施的實(shí)施完全滿足了加工要求,表面粗糙度基本在Ra1.0 μm 左右,同軸度要求也能在Φ0.05 μm 以內(nèi),此外生產(chǎn)效率還有了明顯的提高。這為其他類似多段深錐孔的加工提供了借鑒。
[1]馮彩霞,張喜群,李娟,等.加工超高強(qiáng)度鋼的深孔鏜削刀具[J].工具技術(shù),2008,42(1):127-128.
[2]李景偉.加工深孔時刀具振動現(xiàn)象的分析[J].煤炭技術(shù),2008,27(6):19-21.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00
