散熱器管板焊接控制系統(tǒng)研究*
2015-04-08 02:04:32李銀華黃軍壘
制造技術(shù)與機床 2015年7期
關(guān)鍵詞:焊縫
李銀華 趙 凡 黃軍壘
(①鄭州輕工業(yè)學院電氣信息工程學院,河南 鄭州 450002;②鄭州斯倍思機電有限公司,河南 鄭州 450001)
家用采暖散熱器是將熱量傳導到室內(nèi)的一種終端設備。它的生產(chǎn)與加工主要由人工焊接完成,存在著工藝落后、勞動強度大,招工難、生產(chǎn)效率低,成本高、能耗高、焊接質(zhì)量不穩(wěn)定等問題,難以滿足生產(chǎn)過程對焊接精度與質(zhì)量的要求[1]。目前焊接自動化裝備以及焊接機器人已經(jīng)成為世界各國重點發(fā)展的重要裝備,實現(xiàn)智能化的焊接自動化已經(jīng)成為我國工業(yè)現(xiàn)代化發(fā)展的必然要求[2]。因此,焊接自動化技術(shù)對于提高接頭品質(zhì)、保證系統(tǒng)穩(wěn)定性、提高生產(chǎn)效率具有很重要的意義。
針對家用散熱器的管板焊接現(xiàn)狀、特點和技術(shù)要求,采用高精度滾珠絲杠的三維機械裝置、軟PLC 技術(shù)、伺服系統(tǒng)及現(xiàn)場總線技術(shù),開發(fā)了一種工業(yè)生產(chǎn)線用的三軸聯(lián)動全自動氬弧焊接設備,利用基于橢圓離心角變化的插補算法滿足控制系統(tǒng)對實時性的要求,實現(xiàn)焊接工件復雜曲線的焊縫焊接,滿足家用散熱器現(xiàn)場焊接生產(chǎn)需求。
1 散熱器焊接技術(shù)要求
散熱器焊接,包括管板焊接與管管焊接。管板焊接通用的幾種方法:手工氬弧焊、焊條電弧焊、脈沖自動氬弧焊[3]。脈沖自動氬弧焊,焊接過程穩(wěn)定性好、高效率為目前管板焊接的主流發(fā)展方向[4]。在焊接過程中要求焊接的線速度基本一致,具有良好的動態(tài)性能,不會出現(xiàn)因材料受熱不均勻等因素產(chǎn)生焊穿、熔合不良、未焊透、焊縫不連續(xù)等焊接缺陷,使得加工柔性、焊接精度、焊接質(zhì)量等都顯著提高。具體的技術(shù)指標如下:
(1)適應于異性薄壁鋼管散熱器端口封頭焊接,也可針對不同的工件修改程序應用于其他焊接領(lǐng)域。
(2)可焊接不銹鋼、銅、鈦及其合金。
(3)電弧柔和穩(wěn)定,焊縫寬度一致,缺陷少,焊接質(zhì)量高。
(4)輸入電壓:三相交流380±10%V 50 Hz。
(5)焊接深度:0.08~2.5 mm。
(6)工作臺行程:1500 mm×800 mm×400 mm。
(7)定位精度:0.05 mm。
(8)焊接速度:0~1800 mm/min。
散熱器的管板焊接軌跡為若干個并排的橢圓,如圖1 所示。
2 系統(tǒng)方案及硬件設計
2.1 系統(tǒng)方案
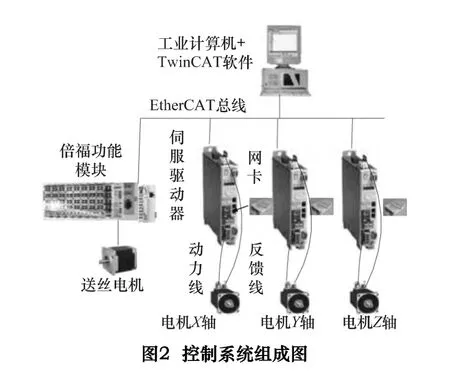
散熱器焊接技術(shù)要求和實際工作環(huán)境狀況,采用工控機+軟PLC+EtherCAT 總線+伺服驅(qū)動器+伺服電動機構(gòu)成焊接設備控制系統(tǒng)。工業(yè)控制計算機通過TwinCAT NCI/CNC 接口將用戶命令轉(zhuǎn)換成數(shù)控指令,經(jīng)EtherCAT 總線發(fā)出脈沖給伺服驅(qū)動器,由伺服電動機帶動工作臺作平面三維運動。焊槍裝到三坐標數(shù)控專用焊接設備上,由焊接設備控制焊接軌跡。TwinCAT NCI/CNC 安裝在工業(yè)控制計算機上,與三坐標數(shù)控專用焊接設備相連接。控制系統(tǒng)組成圖如圖2所示。系統(tǒng)根據(jù)不同焊接材料設置相應的焊接電流,可實現(xiàn)橢圓曲線焊縫焊接。EtherCAT 總線可達到100 MB/s的傳輸速率,具有分布時鐘技術(shù),可保證設備間實時性和協(xié)同性。
2.2 硬件設計
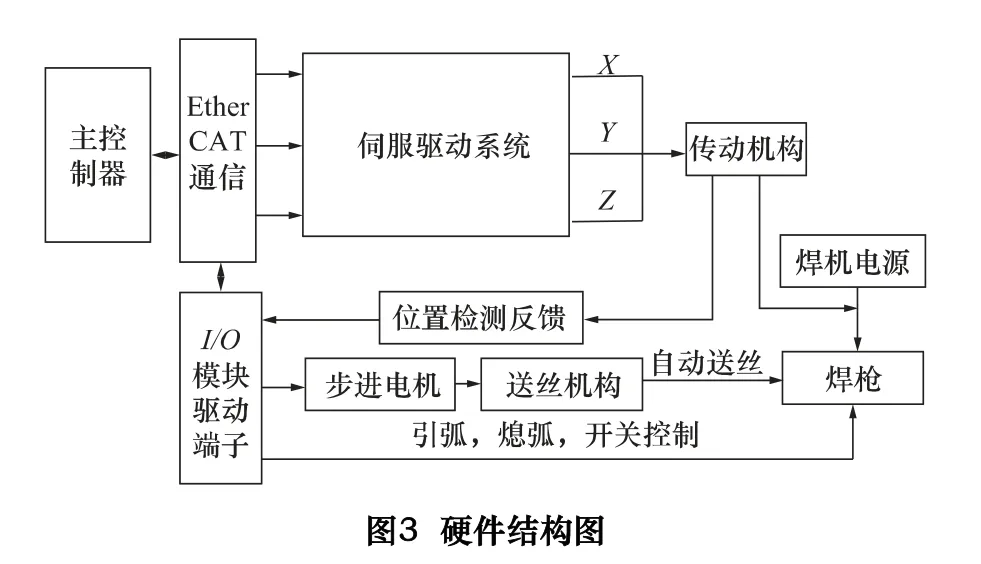
系統(tǒng)運行過程中,焊件固定不動,焊槍移動,控制焊接軌跡。硬件結(jié)構(gòu)圖如圖3 所示。采用安裝了TwinCAT 軟件的研華工控機作為主控制器,實現(xiàn)PLC功能。伺服系統(tǒng)采用施耐德伺服驅(qū)動器與伺服電動機構(gòu)成,將電動機反饋量傳遞給主控制器,推算出焊槍的實際位移,確保伺服控制系統(tǒng)穩(wěn)定性。送絲機選用步進電動機。倍幅功能模塊選擇基本輸入模塊EL1008、輸出模塊EL2008、EtherCAT 模塊EK1110、步進驅(qū)動模塊KL2541、模擬量輸入模塊KL3042、末端模塊EL9011、步進驅(qū)動模塊KL2541 等。X 軸與Y 軸負責焊槍的左右前后移動,Z 軸負責焊槍的上升與下降,三軸結(jié)合實現(xiàn)焊槍的曲線運動。
3 焊接插補算法
系統(tǒng)控制的核心問題就是如何控制焊槍移動,使焊槍能夠按照要求的焊縫軌跡運行。依據(jù)散熱器管板焊接軌跡特點,要實時提供無限接近圓弧直線來實現(xiàn)橢圓軌跡的焊接,需要研究適合橢圓曲線的插補算法。系統(tǒng)選擇適用于橢圓圓弧的插補算法,以實現(xiàn)快速、簡便、并能達到一定的精度為主要目標[5]。依據(jù)橢圓參數(shù)方程,堅持可控步長實時插補算法的設計理念[6],給出了一種變離心角實時插補算法。該算法不需事先設定插補過程中的步長值,且可保持焊接過程中線速度恒定。
設橢圓的參數(shù)方程為:

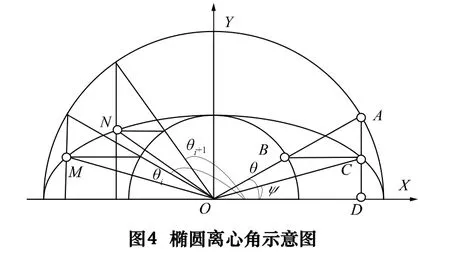
式中:a 為長軸半徑,b 為短軸半徑,θ 為長軸(或短軸)所對應曲率圓半徑旋轉(zhuǎn)角,稱為橢圓離心角。圖4 中∠AOD 為點C 離心角。橢圓圓心角ψ 是指橢圓上點與焦點連線與X 軸所形成的角,圖4 中∠COD 為點C的圓心角。離心角θ 和圓心角ψ 之間滿足關(guān)系式:

設橢圓上任意點為M(xi,yi)、N(xi+1,yi+1),M、N點對應離心角為θi、θi+1,橢圓上點M 到焦點O 距離OM 為點M 對應的曲率圓半徑Ri,則OM=Ri,且有

插補步長ΔL 與插補周期T、線速度v 三者滿足關(guān)系式ΔL=v×T。若插補周期一定,系統(tǒng)確定了線速度,則插補步長ΔL 亦可確定。而線速度v 是X 軸方向速度vx與Y 軸方向速度vy合成值,3 個量之間滿足三角函數(shù)關(guān)系[7]:

在焊接過程中,隨著插補軌跡從M 點移動到N點,離心角由θi變?yōu)棣萯+1,離心角增量Δθ 可表示為:

在具體插補中,若插補周期T 很小,且ΔL?R,則有如下關(guān)系[8]:

因此,知道第i 個插補點M 的坐標(xi,yi),便可根據(jù)式(5)與式(6)得出第i+1 個插補點N 的離心角θi+1。從M 點到N 點的橫縱坐標的增量Δxi+1、Δyi+1的求解公式為:

根據(jù)式(7)和式(1),由橢圓第i 個插補點的坐標(xi,yi)即可得出第i+1 個插補點N 的坐標(xi+1,yi+1)及相應坐標軸進給量Δxi+1、Δyi+1。各軸的進給量與進給速度滿足關(guān)系式為:
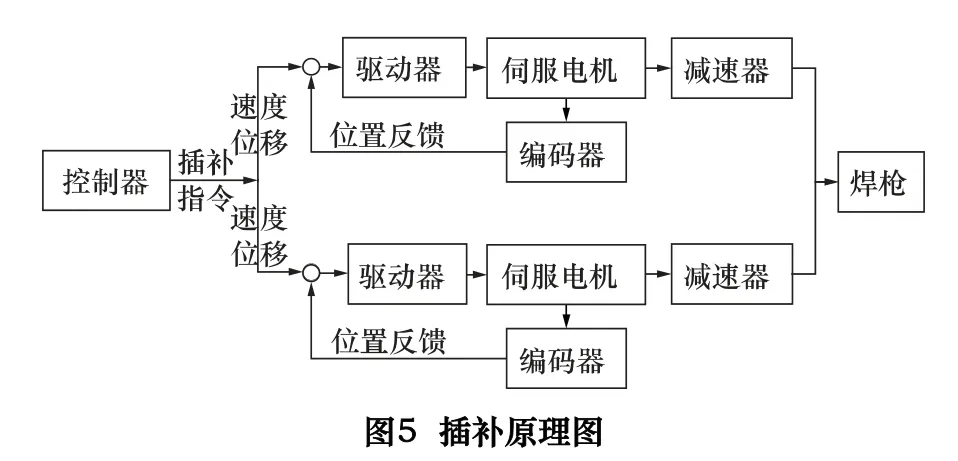
由此推算出各軸的進給速度。插補過程實質(zhì)就是控制伺服電動機的速度和進給量,使其能夠按照給定的速度和位移來進行移動,用有限條無限接近圓弧的直線段代替圓弧,實現(xiàn)橢圓軌跡的焊接。插補原理圖如圖5 所示。
插補過程如何結(jié)束,需進行終點判別。對于橢圓插補來講,當?shù)趇+1 個插補點的坐標與起始點坐標一樣,便說明此焊孔焊接結(jié)束。或者可以在插補過程中將每一次的離心角變化量Δθi疊加,毎插補一次,疊加一次。最后得到疊加后θ 為360°,即表示插補結(jié)束。
4 軟件設計
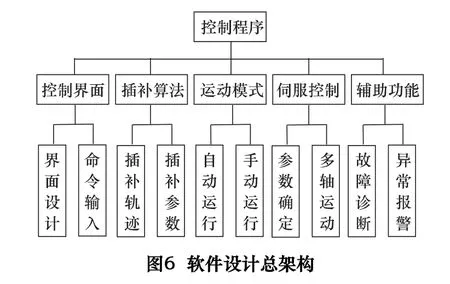
軟件設計是整個控制系統(tǒng)核心,根據(jù)工件的焊接圖形和工藝要求,確定系統(tǒng)控制方式和控制參數(shù)。利用模塊化設計思想和結(jié)構(gòu)化程序設計方案,使之具有良好的模塊性、可修改性及可移植性。按照功能可以劃分為主控模塊、用戶界面模塊、伺服系統(tǒng)控制模塊、插補算法模塊等功能模塊。系統(tǒng)選用TwinCAT 軟件平臺,完成對施耐德驅(qū)動器的配置與程序設計。所有的硬件設備都可以通過TwinCAT System Manager 掃描到硬件配置中,與TwinCAT PLC Control 里編寫的軟件程序進行鏈接,實現(xiàn)系統(tǒng)控制。TwinCAT PLC Control具有如下功能:①遵循IEC61131-3 標準,支持所有IEC61131-3 編程語言;②具有豐富的控制模塊,支持多種PID 算法;③支持用戶自己的控制算法;④提供仿真運行,并可在線編譯修改;⑤支持遠程修改程序[9]。軟件設計總架構(gòu)如圖6 所示。
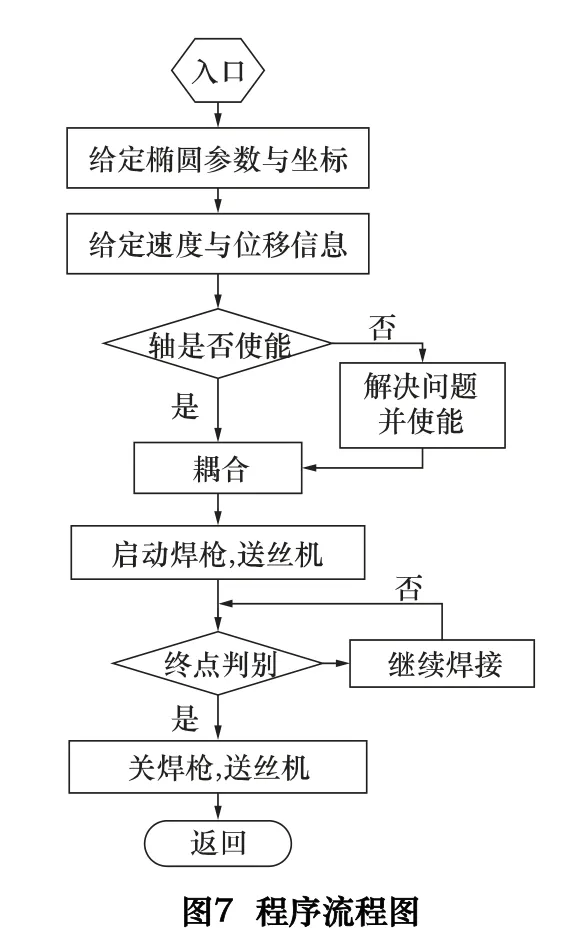
具體的程序設計分為4 個部分:主函數(shù)和3 個子函數(shù)(雙軸耦合子函數(shù)、使能復位子函數(shù)、移動子函數(shù))。MAIN 采用ST 編程,實現(xiàn)對焊機的主控制,并可調(diào)用子函數(shù)。子函數(shù)采用SFC 語言,按照順序調(diào)用功能塊,實現(xiàn)相應功能。主函數(shù)與子函數(shù)采用不同的語言編寫,提高程序可讀性。雙軸耦合子函數(shù)實現(xiàn)的是主從軸耦合。使能復位子函數(shù)實現(xiàn)各坐標軸移動前的準備,使能階段,復位及停止功能的實現(xiàn)及速度、位置等命令的給定。移動子函數(shù)包含單軸運動及多軸聯(lián)動的啟動及參數(shù)設定命令。這些功能實現(xiàn)需要相應的功能庫TcMC.lib 完成。插補算法模塊控制流程圖如圖7 所示。
5 系統(tǒng)調(diào)試
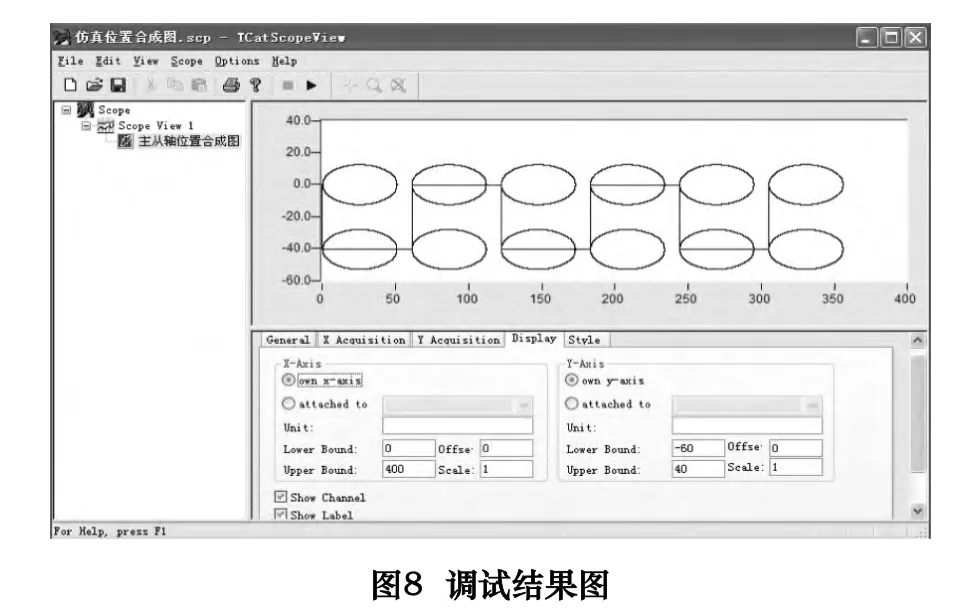
TwinCAT 自帶有電子示波器Scope View。只要將需顯示的數(shù)據(jù)鏈接到示波器,并開始記錄,就可在系統(tǒng)運行過程中,通過Scope View 界面實時觀察到位置、速度、加速度、力矩、跟隨誤差等參數(shù)[10],還可以直觀觀測到伺服電動機主從軸的合成軌跡,即實際焊槍運動軌跡。在調(diào)試過程中,根據(jù)實際運行曲線,選擇對各軸運動的實時補償,使得焊槍嚴格按照焊接軌跡運行。焊接軌跡完成圖如圖8 所示。從圖中可以看出,基于離心角的插補算法運用到控制系統(tǒng)中,可以實現(xiàn)插補速度與具體軌跡的協(xié)調(diào)控制,使得插補過程更加平滑流暢,可以實現(xiàn)對橢圓焊縫焊接。
6 結(jié)語
基于工控機+軟PLC+EtherCAT 總線+伺服驅(qū)動構(gòu)成的控制系統(tǒng),可實現(xiàn)對散熱器管板的焊接,利用橢圓焊縫的變離心角插補算法,能有效控制焊槍運動軌跡,具有計算簡單,精度高的特點。實驗結(jié)果表明:該系統(tǒng)運行穩(wěn)定、可靠,性能良好,實現(xiàn)了焊接速度與焊接軌跡的協(xié)調(diào)控制,提高焊接的精度和質(zhì)量。
[1]劉家發(fā),朱憲寶.儲罐橫焊縫自動焊接裝置的研制[J].電焊機,2006,36(12):56-59.
[2]黃政艷.焊接設備技術(shù)現(xiàn)狀及發(fā)展趨勢[J].廣西輕工業(yè),2011(5):31-32.
[3]Kruger J,Marya S K.On recent trends in orbital TIG welding of tubes[J].International Journal for the Joining of Materials,1994,6(1):27-32.
[4]劉永平.全位置深孔管板焊機機構(gòu)設計及運動仿真[D].哈爾濱:哈爾濱工業(yè)大學,2006.
[5]龍春國,史耀耀.基于OpenGL 五軸聯(lián)動數(shù)控機床仿真的插補算法及軟件實現(xiàn)方法研究[J].機械科學與技術(shù),2003,22(11):183-185.
[6]霍孟友,王新剛,尹萍.自動焊接相貫線接縫的實時插補控制算法與仿真[J].焊接學報,2006,27(11):37-40.
[7]楊帆,廖知,肖貝,等.改進插補算法在數(shù)控雕刻系統(tǒng)中的應用[J].華中科技大學學報,2011,39(2):27-31.
[8]朱國力,段正澄,黃勝,等.基于圓心角分割的橢圓插補算法研究[J].機械工業(yè)自動化,1996,18(1):41-43.
[9]德國倍福電氣有限公司.TwinCAT PLC 編程手冊[M].北京:德國倍福電氣有限公司北京代表處,2005.
[10]BCGZ Lizzy Chen.TwinCAT NC PTP 實用教程[M].廣州:BECKHOFF 中國運動控制中心,2014.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
