矯直工藝對快開式矯直機結構的影響
2015-04-09 12:35:48左雁冰汪恩輝黃維勇叢陽陽
重型機械 2015年3期
左雁冰,張 超,汪恩輝,黃維勇,陳 峰,常 瑜,何 潛,劉 杰,叢陽陽
(中國重型機械研究院股份公司,陜西 西安 710032)
0 前言
隨著石油鉆探、機械制造業的迅猛發展,我國的鋼管加工業也得到了長足的進步。這對鋼管加工設備也提出了更高的要求。矯直是鋼管加工生產的精整工序,直接影響著產品質量。為了矯直管端加厚的鋼管(俗稱“大頭管”)以及在矯直過程中避免碰傷管頭管尾,快開式鋼管矯直機應運而生。快開式矯直機為矯直輥對置立式布置,每一對矯直輥都有一個具備快速開合的功能。快開式矯直機有四滑架與兩滑架兩種結構型式。近年來,四滑架結構型式由于具備剛性好、導向段長度短、重量輕等特點,已在各大鋼管加工企業廣泛應用,取代了兩滑架的結構型式。由于對矯直輥傳動系統的布置與矯直工藝方向的相互關系,以及快開缸位置與矯直反彎工藝的相互關系研究比較少。本文以八立柱四滑架六輥對置式快開矯直機為例,對矯直工藝與其結構的相互影響進行了探討。
1 八立柱四滑架六輥對置式矯直機結構
八立柱四滑架六輥對置式矯直機結構如圖1所示。該矯直機采用預應力機架;六個矯直輥成對布置,每個矯直輥與單獨的滑動梁連接在一起;每個滑動梁有四個滑套在立柱上滑動;每對矯直輥中有一個具備快開功能;三個上滑動梁分別與安裝在固定梁上的平衡缸和蝸輪千斤頂相連;平衡缸起到平衡上滑動梁重量以及消除絲杠間隙的作用;蝸輪千斤頂起調節矯直輥開口度的作用。上下三個矯直輥分別通過兩臺齒輪分配箱與傳動系統相連。
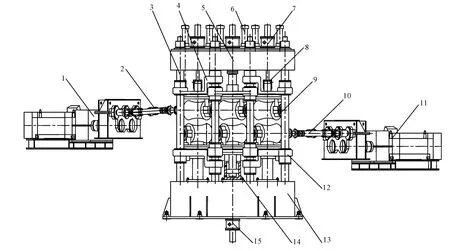
圖1 八立柱四滑架六輥對置式矯直機結構Fig.1 Structure of the quick-open straightener
2 矯直工藝方向對上下矯直輥布置方向的影響
站在矯直機的操作側看去,上下矯直輥的布置方向為一左一右。從對鋼管的矯直效果來看,這種差別影響不大。但是對矯直工藝以及前后臺設備的結構型式,這種差別卻有著明顯的影響。如圖1 所示,上輥的傳動裝置位于矯直機左側,下輥的傳動裝置位于矯直機右側。如果矯直時鋼管從左邊進料,則上下輥旋轉方向如圖2 和圖3所示。
當上下矯直輥按圖2 所示方向轉動時,被矯直的鋼管會沿矯直中心線方向從左向右螺旋前進。如圖3 所示,鋼管在沿x 方向前進的同時會產生一個y 方向的轉動。如果鋼管與前后導衛的底面接觸,則鋼管會在摩擦力的驅動下向偏離矯直中心線方向滾動。同理,如果鋼管從右邊進料,則上下矯直輥的旋轉方向要變成和圖2 相反的方向。此時鋼管的前進方向和旋轉方向也和圖3 所示相反。當下輥傳動位于矯直機左側,上輥傳動位于矯直機右側時,鋼管的進料方向與鋼管的旋轉方向同樣也有類似的對應關系。

圖2 矯直輥及鋼管轉動方向Fig.2 Rotation direction of the roll and the pipe
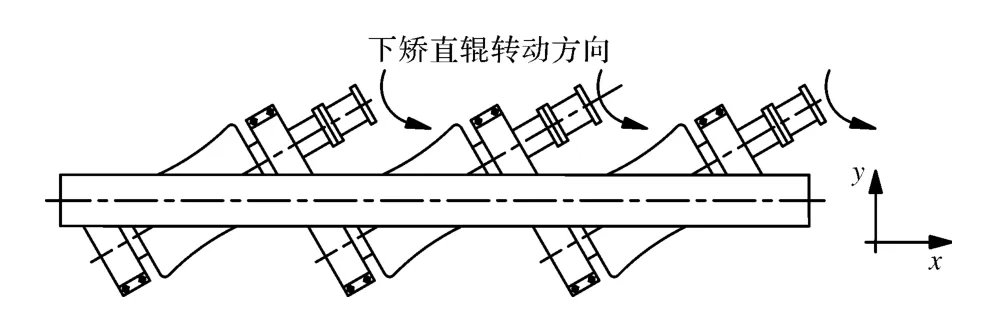
圖3 下矯直輥及鋼管轉動方向Fig.3 Rotation direction of the lower rolls and the pipe
鋼管螺旋前進時如果和前后導衛有接觸,必然會產生偏離矯直中心線的滾動。如果不對這種滾動進行限制,鋼管在沒有矯直輥限制的部位,就會偏離矯直中心線而越滾越遠,從而嚴重影響矯直的質量。因此要求在設計前后臺設備的時候要充分考慮這種滾動的影響,選用合適的結構型式。比如,前臺入口導衛底板必須低于下矯直輥輥面。后臺如果選用L 型導衛,則其立板必須在限制鋼管滾動的一側;如果后臺選用菱形或者圓形封閉式導衛,則可以不考慮這種影響。
由上可見,鋼管的矯直工藝方向決定了矯直機上下輥傳動裝置的擺放方向、矯直輥傳動的方向以及前后臺設備的結構型式。此結論同樣適用于其它結構型式的斜輥矯直機。
3 上下反彎矯直工藝對快開矯直機結構的影響
鋼管矯直是通過反彎來實現的,即所謂的“矯枉過正”。對本文中所指的六輥快開式矯直機而言,反彎是以1#、3#矯直輥為支點,2#矯直輥向上或向下偏離一個距離而形成的。這里把向上反彎稱為上反彎,反之為下反彎。鋼管矯直工藝為:各輥調整好角度及輥縫,各快開缸處于收回狀態;當管頭進入每對矯直輥時,快開缸壓上;當管尾離開每對矯直輥時,快開缸縮回。以下反彎為例,如圖4 所示,1#、3#下矯直輥和2#上矯直輥裝有快開液壓缸。當鋼管頭部進入1#、2#矯直輥時,液壓缸帶動矯直輥壓上。此時由于2#輥的反彎作用,鋼管頭部在進入3#輥之前有撞到3#矯直輥大端的趨勢。此時3#快開缸處于縮回狀態,避讓了鋼管的管頭。當管頭進入3#矯直輥時,3#快開缸帶動矯直輥壓上,反彎環節形成。如果快開缸不按照這樣的位置布置,在用上述矯直工藝時,管頭管尾在進出矯直輥的時候,必然要碰到矯直輥的大端,造成產品的缺陷。
如圖5 所示,當采用上反彎矯直工藝時,快開缸變為在1#、3#上滑動梁和2#下滑動梁布置。同樣避免了管頭進入3#輥之前撞到矯直輥大端,保護了管頭管尾。
以上兩種快開矯直機結構都是目前比較常見的結構。但因為位于矯直機下部的液壓缸基本都處于車間的地坑里,操作維護的難度比較大。
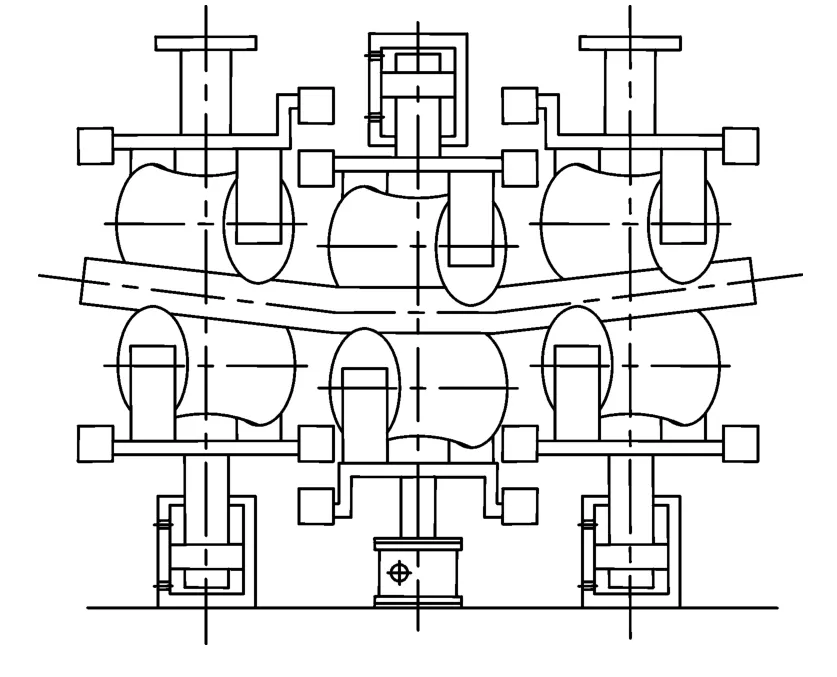
圖4 下反彎矯直機結構Fig.4 Downward bent structure of the quick-open straightener
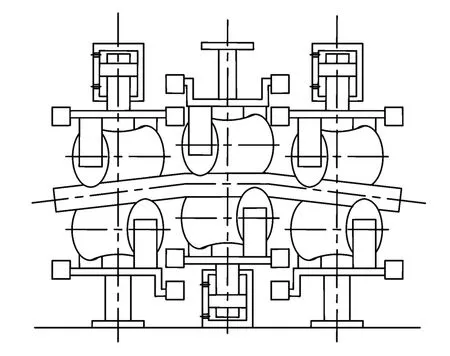
圖5 上反彎矯直機結構Fig.5 Upward bent structure of the quick-open straightener
4 三個快開缸布置上滑動梁的新型工藝布置
為了避免地坑里的液壓缸維護難度大的缺點,出現了一種三個快開缸都布置在上滑動梁的新型結構,如圖6 所示。由于中間輥快開缸布置在上面,所以要采用下反彎矯直工藝。否則,鋼管在進入2#輥時會碰到2#下輥的大端。這種布置也帶來了一個問題——當管頭進入2#輥時,2#快開缸不可以及時壓下。因為采用下反彎工藝雖然可以避免鋼管在進入2#輥時不碰頭,但如果2#輥壓下,會導致管頭撞上3#矯直輥。因此要求采用新的快開工藝:管頭進入1#矯直輥時1#快開缸壓下,管頭過了2#輥進入3#輥時,2#、3#快開缸依次快速壓下。該工藝要求管頭進入3#輥之前,矯直輥傳動處于比較低的速度,當3#快開缸壓下時,矯直輥升速開始正常矯直;液壓系統要提供足夠的流量,以保證2#、3#兩個快開缸近似同時壓下。通過這兩個措施才能盡可能的縮短矯直盲區。
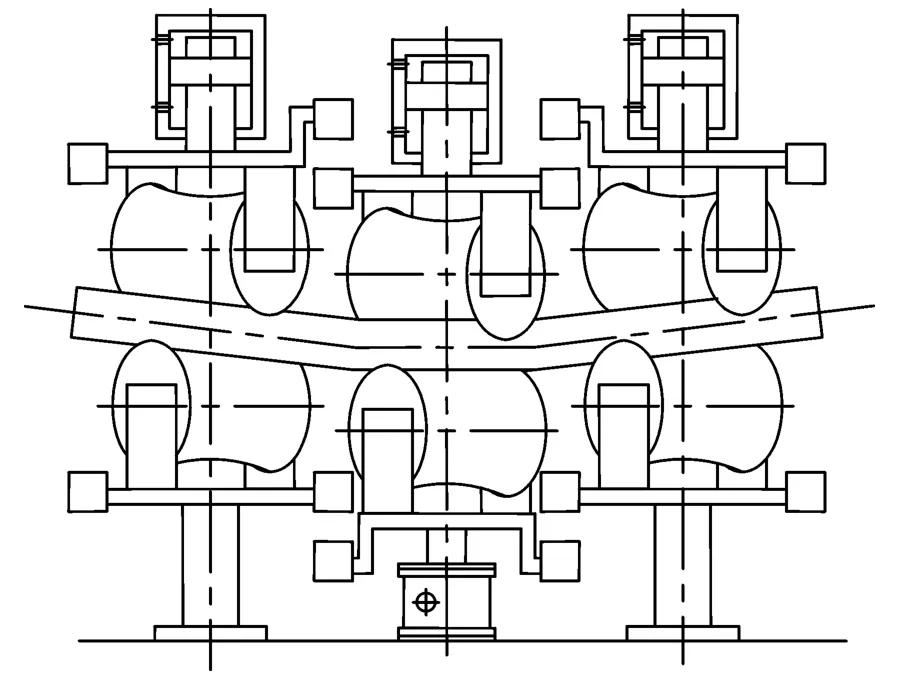
圖6 三個快開缸裝在上滑動梁的結構Fig.6 All cylinder above the up sliding frame
5 結論
本文對矯直工藝對快開矯直機設備結構的影響做了一些探討,得出了在設計矯直機設備時,需根據矯直的工藝方向以及采用何種反彎工藝而選用合理結構的結論。中國重型機械研究院股份公司近年來為各大鋼管廠成套供貨了數十臺快開矯直機,其中有各種快開結構,包括快開缸全部位于上滑動梁的結構。雖然不同的廠家有著不同的需求和認識,但這些快開矯直機設備都取得了良好的應用效果。尤其是本文中提到的新型快開結構矯直機在河南某鋼管廠得到了用戶的高度認可,具有推廣的價值。
[1]曲洪德,徐素文,汪恩輝.18~65 mm 十一輥高精度管材矯直機研究[J].重型機械,1997(4):5-7.
[2]崔甫.矯直原理與矯直機械[M].北京:機械工業出版社,2002.
[3]A·M 馬斯基列遜.管材矯直機[M].北京:機械工業出版社,1979.
[4]何潛,汪恩輝,黃維勇,等.對斜輥矯直機滑架與快開缸結構的研究[J].重型機械,2012(2):35-37.
[5]黃建國,呂昌.無縫鋼管矯直分析[J].包鋼科技,2007,33(2):20-21.
[6]于鳳琴.鋼管矯直力能參數研究[J].鋼管,2008,37(5):26-29.
[7]張培慶.高精度管材矯直原理及應用[J].鋼管,2002,31(2):28-30.
[8]王秀軍,李強,賈志剛.斜輥鋼管矯直機矯直力計算分析[J].焊管,2002,25(2):26-28.
[9]弗里得曼.金屬機械性能[M].北京:機械工業出版社,1982.
[10]周勇德.試析鋼管矯直機的技術發展[J].寶鋼技術,1995(5):54-56.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
哲學評論(2021年2期)2021-08-22 01:53:34
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年9期)2015-02-28 18:56:50
