熱退鋼帶卷筒滿足大張力負荷的優化設計
2015-04-09 12:35:50馮鐵
重型機械 2015年3期
馮 鐵
(寶鋼工程技術集團有限公司,上海 201900)
0 前言
熱軋鋼帶連退(簡稱:熱退)產線卷取機是用于將連退、酸洗后的熱軋鋼帶重新卷成鋼卷的設備,卷筒作為卷取機的關鍵裝備對于鋼卷卷取質量起到決定作用。鋼卷的卷取質量衡量的最為重要的標準就是卷型邊部整齊與否以及帶層之間是否緊密,決定這兩者的主要要素就是卷取張力的大小,決定卷型邊部平齊度的另一個主要因素還有EPC(邊部定位控制)功能是否正常。
用于熱退鋼帶卷取的卷筒均設有鉗口裝置,在卷取初始階段通過鉗口夾住鋼帶頭部,再完成后續的卷取工作。相對于厚度1 mm 以內的冷軋薄帶而言,熱退鋼帶厚度一般為2~6 mm,因此需要相對較大卷取張力。熱退鋼帶卷筒直徑通常為φ610 mm,因此有充足的位置空間設計卷筒各組件,以使得卷筒各組件特別是鉗口均滿足大張力卷取要求。寶鋼某熱退產線由于下游用戶對于卷徑的特殊要求,卷取機卷筒直徑要求僅為φ508 mm,該直徑規格的卷筒一般只適合卷取1 mm以內的冷軋薄板,因此卷筒的卷取能力相對不足。本文對其進行設計改造,使其在φ508 mm小直徑下,能夠滿足熱退帶鋼較大張力的卷取要求。
1 原有卷筒的結構組成及缺點
1.1 基本的傳動及漲縮結構
該卷筒結構如圖1 所示。卷筒的傳動是通過與齒箱傳動齒輪相連接的傳動套驅動主軸轉動從而實現卷筒旋轉,傳動套同時也與齒箱兩側軸承組裝一體,因此傳動套承載了全部的支撐負荷及卷取扭矩。主軸的左側軸頭與脹縮油缸活塞桿頭端相結合,可以隨同油缸同步伸縮,并在傳動套內圈產生相對軸向竄動。脹縮油缸缸體通過旋轉架安裝在傳動套左端,從而可以與傳動套及主軸同步旋轉。主軸的右側周向布置4組斜楔面,分別對應卷筒的4 塊扇形板,每組斜楔面有3 個斜面,每塊扇形板底部對應有相接合的3 個斜面。每處結合斜面均設置用于扇形板連接導向用的T型滑鍵(鉗口扇形板為兩側雙斜滑鍵),扇形板通過相應的T 型凹槽(或雙斜凹槽)與T 型滑鍵(或雙斜滑鍵)配合裝卡,這樣通過T 型滑鍵及雙斜滑鍵的作用,4 塊扇形板可靠地連接在主軸上并可以隨同主軸同步旋轉。當主軸隨同脹縮油缸同步向右伸出,通過4組斜面分別將4 塊扇形板頂起,實現卷筒漲開到最大φ508 mm 正圓狀態;當主軸縮回,扇形板通過T 型滑鍵(或雙斜滑鍵)的回拉作用使其縮回。扇形板均通過各自左側的凹槽卡在傳動套右側對應的止動圓盤部位,確保扇形板在漲縮過程中不產生軸向竄動。
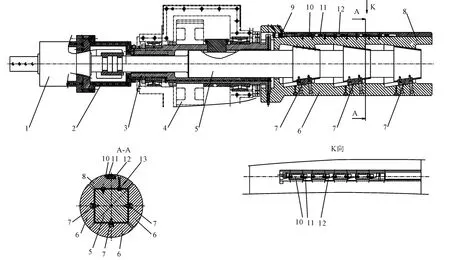
圖1 原有卷筒總裝圖Fig.1 General assembly of original mandrel
1.2 鉗口結構
原有結構鉗口的動力源是采用特定的液壓缸,即在鉗口扇形板左側開一定大小深度的沉孔作為缸體,油缸通過安裝在其內的活塞桿驅動鉗口側移條側移,側移條再通過相互組配的斜鍵驅動橫移條橫移,從而通過該油缸的伸縮使得鉗口產生開閉動作。此外側移條通過壓板使其可靠定位在鉗口扇形板上部槽體內并正常導向。
1.3 原設備存在問題
該卷筒裝置原本是為冷軋薄帶配備,只適用于較小張力薄帶卷取,對于較厚的熱退鋼帶,從投用以來就無法滿足正常的卷取要求,主要表現在:
(1)鉗口通過整合在鉗口扇形板內部的油缸液壓驅動產生夾緊力,由于扇形板空間位置極為有限,所以油缸較小(缸徑φ36 mm),產生的鉗口換算的夾緊力僅為10 kN 左右,無法滿足大張力熱退鋼帶卷取要求,在生產過程中經常在卷取初始階段產生“脫帶”現象,因此只能降低張力設置,影響卷取質量,隨著該廠鋼帶產品寬度系列的拓展,該現象越發明顯。
(2)由于鉗口扇形板空間有限,因此內部油缸的行程也很小(約25 mm),換算成鉗口最大開口度僅為8 mm,導致較厚的熱退鋼帶如果表面平直度較差,幾乎無法順利導入鉗口。目前該產線每卷鋼帶都是人工手持喂料,存在嚴重的安全隱患。
(3)鉗口的液壓缸供油取自最左側整合在脹縮油缸端部的旋轉接頭中的兩個油路,沿途經由脹縮油缸、旋轉架、傳動套內部開設的油路,最后通過軟管連接在鉗口扇形板左側的兩個進油口,對油缸進行供油及回油。由于沿途油路涉及的配件較多,各部分漏油現象及其普遍,增加了維護的工作量,液壓缸本身也經常失效,造成卷后鉗口無法順利打開影響下卷。
(4)整個卷筒結構為整體懸臂式,右側無支撐,主軸承載全部的卷取支撐負荷及扭矩,隨著產量提升、鋼帶寬度的拓展,卷筒懸臂偏載現象逐步顯現,出現過主軸在卷取過程中疲勞折斷及EPC 側移機構由于偏載而動作響應不及時的現象。
(5)卷筒脹縮機構本身存在扇形板與主軸連接的T 型鍵及雙斜滑鍵尺寸較小,連接螺栓容易折斷導致扇形板脫落的現象。
2 改進型卷筒的結構
針對上述問題分析發現,現有卷筒主要存在的問題集中在鉗口裝置,因此改進型卷筒主要是針對鉗口部分進行重新設計選型,涉及的相關組件對此需要適應性改造,其它部分基本是在現有構架內進行更新完善,如圖2 所示。
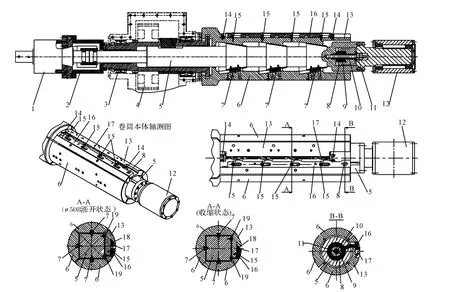
圖2 新型卷筒總裝圖Fig.2 General assembly of new type mandrel
2.1 基本的傳動及漲縮結構
對原有結構進行分析:主軸既作為支撐負荷及卷取扭矩的關鍵承載件,又作為漲縮動力元件通過斜楔效應直接驅動扇形板實現漲縮。因此漲縮結構相對顯得十分簡單而緊湊,在卷筒本體較小的直徑尺寸下,這種結構設計可以盡可能的利用有限的設計空間,使得主軸及扇形板盡量能夠獲得較大的尺寸以使其具備足夠的強度和剛度滿足大張力卷取負荷。特別是對于鉗口扇形板來說,具有足夠的尺寸大小可以有充足的空間來設計鉗口部件,使其具備足夠的強度和夾緊力。因此新結構仍舊維持原有的結構方案,只是為滿足更寬板帶生產要求,扇形板及主軸適當增長;此外T 型鍵及雙斜滑鍵適當增加尺寸,滿足大規格的螺栓連接要求,增強連接強度。
2.2 鉗口結構
鉗口具有足夠的夾緊力是卷筒能夠滿足大張力卷取的關鍵性因素,新型卷筒的鉗口裝置采用的是主軸同步驅動彈簧力夾緊方式。卷筒鉗口驅動方式利用現有脹縮油缸作為動力源,脹縮缸伸縮不僅可以驅動主軸伸縮實現卷筒已有的脹縮動作,同時新結構的主軸右側增設一個套筒,主軸隨同油缸伸縮的同時安裝在主軸右側套筒內的彈簧盒能夠與主軸同步運行,彈簧盒通過其撥鉤推拉鉗口側移條側移,側移條在側移過程中能夠推拉橫移條,從而實現鉗口開閉,使其“開”—“閉”與卷筒“縮”—“脹”同步。鉗口的夾緊力是通過彈簧盒內部的一組對合組合的碟形彈簧壓縮產生,在沒有鋼帶情況下,蝶形彈簧組沒有產生壓縮,隨同彈簧盒與主軸同步運動,在卷筒漲開狀態下鉗口完全閉合;當鉗口有鋼帶時,由于橫移條在閉合過程中受到鋼帶的阻隔,不能完全閉合,側移條連同彈簧盒也相應停止繼續動作,而由于主軸的繼續右側伸出,當卷筒完全漲開后碟簧組就產生壓縮,這樣壓縮的反彈力通過彈簧盒及側移條的傳遞轉化為橫移條的鉗口夾緊力。為了增強夾緊效果,鉗口的橫移條與鋼帶接觸側采用硬度較高的模具鋼材質的壓緊條,接觸面為鋸齒形狀,極大增加靜摩擦系數而保證夾緊效果。碟簧組連同彈簧盒通過導套及螺桿螺母安裝連接在主軸右側套筒內,導套起到碟簧組導向支撐作用,最后通過雙螺母將彈簧盒及其內部的碟簧組鎖定壓緊。鉗口側移條右側設有方形耳環,彈簧盒的撥鉤穿過主軸套筒的預留開槽后再嵌入該耳環從而實現牽引側移條側向動作。側移條長度方向布置4 個長孔,長孔內各有1 個壓套,通過壓套使得側移條可靠定位,同時也能夠正常地側向導向。側移條通過4 個帶溝槽的斜鍵與橫移條對應的4 個斜鍵相配合,通過斜鍵的作用在側移過程中實現推拉橫移條的功能。橫移條通過兩側斜塊的壓緊和側向限位使其只能產生橫向的開閉動作,而且能夠可靠地被斜塊壓制避免被大張力的鋼帶拉脫。新結構的鉗口側移條和橫移條整體尺寸也較原有明顯增加,以滿足較大夾緊力的強度要求;同時由于利用現有脹縮缸作為動力源,脹縮缸的行程(70 mm)經過換算能夠使得鉗口具備足夠的開口度(18 mm),與鉗口相關的關鍵組件軸測圖如圖3 所示。

圖3 與鉗口相關的關鍵組件軸測圖Fig.3 Axonometric drawing of key components related to the clamp
2.3 外支撐軸裝置
和其它常規的外支撐軸相似,由固定軸、軸承及外套等組成,通過固定軸左側的法蘭及配合止口安裝連接在主軸套筒右端對應的法蘭止口處,同時封閉遮蓋了主軸套筒內部的彈簧盒及螺桿螺母組件。外支撐軸與現場新增的外支撐臂配合使用,避免了卷筒懸臂偏載效應,承載了卷筒右側的支撐負荷,極大減輕了主軸的支持負荷,增強了卷筒的整體強度和剛度。
3 改進后的性能分析
3.1 性能優點
在繼承原有漲縮結構的基本優點情況下,改進型卷筒的鉗口利用脹縮油缸作為動力源同步實現卷筒脹縮和鉗口開閉兩個動作,相對于原先通過特定的液壓缸直接驅動鉗口閉合的卷筒而言,可以省去該液壓缸元件及配備的液壓閥臺等輔助系統,一定程度地方便簡化了液壓系統的設置,而且對于設備本身而言也減少了諸多為該油缸配備的相關機構元件,設備結構大為簡化;某些卷筒裝置將作為提供鉗口夾緊力的碟簧組設置在厚度極其有限的扇形板內部,碟簧組因此選擇很小,為達到一定的夾緊效果,需要設置若干組碟簧,不但效果不佳而且維護不便。對于該新型小直徑卷筒而言,碟簧組設置在主軸的套筒內,可以有較為充足的空間便于選擇較大的碟簧,確保有足夠的反彈力轉化為鉗口的夾緊力。所以該新型卷筒的碟簧組裝置不但提供的夾緊力更大,而且結構更為簡單維護更加方便。改造前后卷筒裝置的各主要參數性能對比見表1。
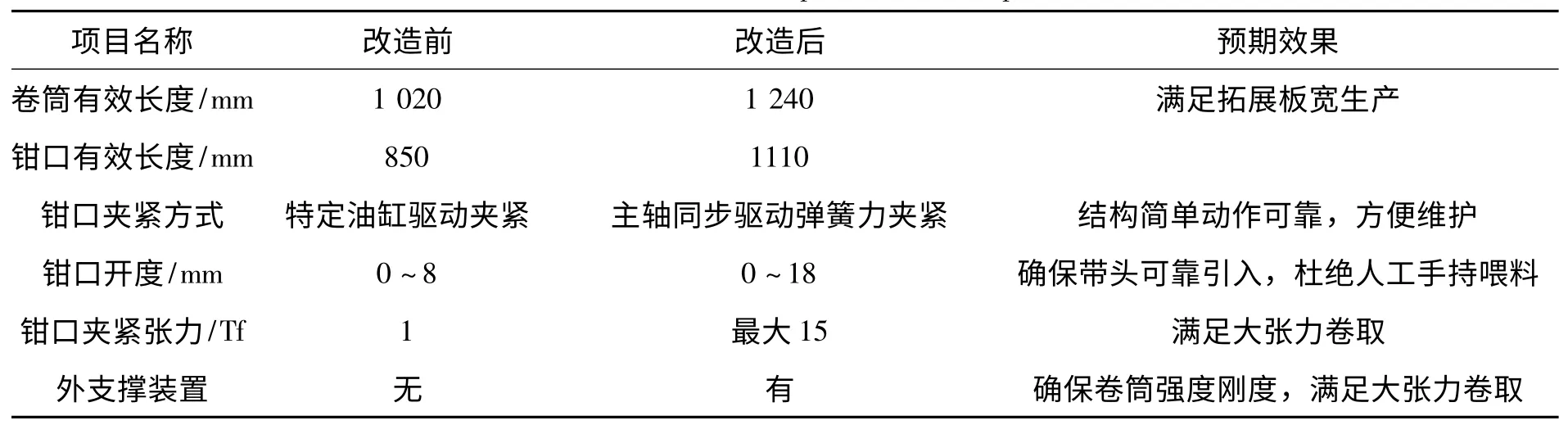
表1 改造前后卷筒裝置的各主要參數性能對比Tab.1 Contrast sheet about mandrel’s main parameters of improved and former structure
3.2 鉗口相關力能參數
根據相關計算要求,計算得卷取所需張力T為60.6 kN。鉗口夾緊鋼帶產生的夾緊力所具有的靜摩擦力要大于實際卷取張力,才視為滿足要求。考慮到卷取初始建張時的沖擊因素,鉗口夾緊力為150 kN。
4 結束語
該改進型卷筒裝置目前已經在寶鋼該熱退鋼帶產線投用,使用效果良好。現場卷取2.6 mm厚度的鋼帶張力設定在50~60 kN,完全使用正常;并且由于鉗口取消原有特定油缸供油方式,液壓系統維護工作量極大減輕,同時也基本消除人工手持喂料的不規范操作現象。說明該卷筒完全滿足該廠熱退鋼帶卷取的使用要求。
[1]鄒家祥.軋鋼機械[M].北京:冶金工業出版社,1989.
[2]周國盈.帶鋼精整設備[M].北京:機械工業出版社,1979.
[3]謝磊,祁文君,牟艷秋,等.卷取機卷筒的設計分析[J].機械工程與自動化,2010(4)
[4]王春選,蔣文濱.大張力卷取的參數計算及分析[J].山西機械,1999(1).
[5]岑軍健.非標準設備設計手冊(四冊)[M].北京:國防工業出版社,1978.
[6]徐灝.機械設計手冊(第30 篇)[M].北京:機械工業出版社,1991.
[7]王海文.軋鋼機械設計[M].北京:機械工業出版社,1983.
[8]王廷溥.軋鋼生產[M].北京:冶金工業出版社,1981.
[9]劉光啟.實用機械工程圖算手冊[M].北京:機械工業出版社,1996.
[10]楊黎明.機械零件設計手冊[M].北京:國防工業出版社,1986.
[11]萬戰勝.沖壓磨具設計[M].北京:中國鐵道出版社,1983.
[12]孫桓,傅則紹主編.機械原理[M].北京:高等教育出版社,1959.
[13]張利平.液壓傳動系統及設計[M].北京:化學工業出版社,2005.
[14]沈鴻.機械工程手冊[M].北京:機械工業出版社,1982.
[15]汪建業.重型機械標準[M].昆明:云南出版集團公司,2008.
[16]劉鴻文.材料力學[M].北京:高等教育出版社,1979.
