線圈壓模的數控加工方法研究
2015-04-10 09:52:28徐雷李樹偉陳梓萱
機械工程師 2015年11期
徐雷, 李樹偉, 陳梓萱
(哈爾濱電機廠有限責任公司,哈爾濱 150040)
線圈壓模的數控加工方法研究
徐雷, 李樹偉, 陳梓萱
(哈爾濱電機廠有限責任公司,哈爾濱 150040)
介紹了汽輪發電機線圈模具的結構特點和數控加工方法,同時對模具進行了加工工藝的分析,指出采用PowerMill軟件進行數控加工的優勢和特點,使用三維區域清除的加工策略實現高速、安全的粗加工,克服了粗加工中的碰撞和研磨刀具的現象。通過參數偏置精加工策略,用邊界線和參考線控制產生高效、光順、均勻的刀具路線軌跡,達到非常優化的加工,為實現模具的批量化生產打下了堅實的基礎,并在實際加工中取得了良好的效果。
線圈模具;邊界線;參考線;三維區域清除;參數偏置;數控加工
0 引言
線圈模具含有線棒壓模的表面和輔助支承兩部分組成。壓模分三層,中間層是漸變的彎型,用來模壓線棒形狀的空間區域,有直線部分和漸變部分的空間變化,保證線棒在端部的彎型準確。針對這種空間復雜形狀表面進行數控編程加工,實現精確制造。
1 線圈壓模的加工工藝分析
壓模的理論形狀(如圖1)。底部是支撐部分,線圈的壓模部分焊接在支撐上面,截面部分是“L”形狀,其中立面部分較高,在100~120 mm之間變化,立面和平面之間是空間的直角關系。對于此種類型工件,其壓模型面是空間變化的曲面,按技術要求應采用五軸聯動數控機床進行加工,由于缺少五軸聯動的數控機床設備,決定采用四軸聯動的機床進行加工。
2 數控加工方法的研究
2.1 粗加工的數控加工方法
壓模是整體“S”形鍛料,采用整體去量加工的工藝方案。粗加工的目的是快速去除多余材料,在這里采用高速加工的數控加工策略。
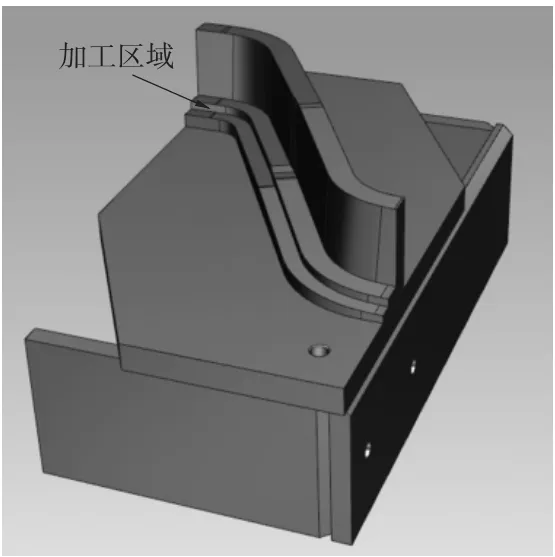
圖1 壓模的理論形狀
高速加工技術符合所羅門原理,即每一種被加工材料都有一個臨界切削速度,在切削速度達到臨界速度之前,切削溫度和刀具磨損隨著切削速度增大而增大,而當切削速度達到普通切削速度的5~6倍時,切削刃口的溫度開始隨著切削速度的增大而降低,刀具磨損隨切削速度增大而減小[1]。到目前為止,理論上對高速切削加工沒有形成一致的概念。一般可以用兩個指標來衡量:1)高轉速,主軸轉速在1200 r/min;2)快進給量,每分鐘幾米甚至幾十米。加工時采用PowerMill軟件進行數控編程,使用三維模型區域清除策略(如圖2),通過小切削深度和大進給量來實現高速加工,同時采用輪廓光順和刀路連接光順,消除突變和急拐現象,設定主軸轉速1500 r/min,切削進給率1000 mm/min,下切進給率300 mm/min,掠過進給率3000 mm/min,加工完成所用時間是1 h48 min26 s,而沒有徑向高速加工的時間是2 h50 min54 s。在提高效率的同時保證了刀具安全(不發生碰撞和研刀,提高刀具壽命)。
2.2 半精加工、精加工的數控編程方法研究
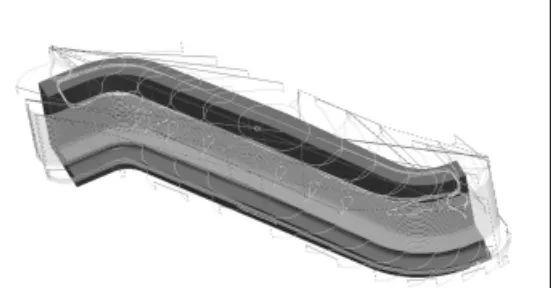
圖2 粗加工高速切削刀路
在半精加工、精加工中,采用參數偏置精加工的策略,使用參考線來進行控制刀位軌跡,計算出最優化的軌跡,刀路軌跡光順且切削點分布均勻,有效提高了表面質量。在實際加工中,針對某一加工區域需要連續生成多個加工策略項,而后通過刀具路徑列表,對此多個加工策略進行合并,并進行刀路重排,就可以得到順序一致,光順連續點分布均勻的刀路(如圖3)。這樣編輯的刀路安全可靠,優化處理效果好,可以提高表面質量和加工效率。
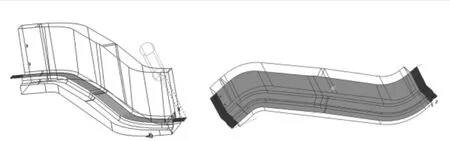
圖3 單策略刀路和多個加工策略合并重排的刀路
3 數控加工的仿真和模擬
數控加工編程的校驗分為仿真和模擬兩個部分。其中仿真功能只是對刀路、刀具進行過切和碰撞性檢查,在數控編程軟件內部進行,檢查刀具路徑的碰撞或過切,就可以計算出碰撞的深度,進行調節刀具;計算過切區域,進行分割刀具路徑,在碰撞和過切檢查完畢,可以確定刀路是安全的。
數控模擬需要先確定工件的安裝方式和使用的數控機床。由于多軸加工編程復雜、難度大。因為多軸加工不同與三軸,它除了三個直線運動外,還有旋轉運動參與,其所形成的合成運動的空間軌跡非常復雜和抽象,一般難以想象和理解[2]。所以三軸以上的運動,要通過機床模擬,避免干涉、碰撞。單策略刀路采用四軸聯動數控機床,使用立式的裝夾方式(如圖4)。確定裝夾方式后,進行后置處理,產生數控機床的加工代碼文件,通過機床結構件進行運動模擬,檢查刀具與機床、工件的相互位置,避免發生碰撞(如圖5)。此時已經脫離了數控編程軟件的環境進行數控機床的模擬,而是直接用機床代碼文件驅動機床運動部件,達到與實際數控機床完全一樣的運動情況,在運動中進行各種干涉、碰撞檢查和計算。
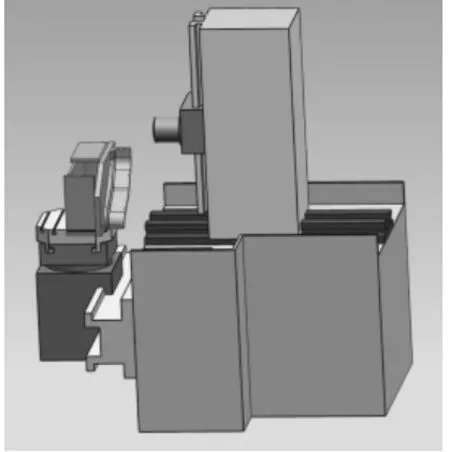
圖4 立式裝夾方式
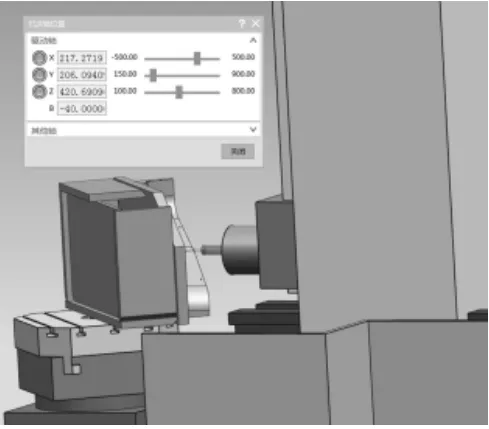
圖5 代碼的模擬
4 結論
通過對線圈壓模的數控加工,提高了模具的質量。沒有五軸聯動的數控機床,只使用四軸聯動數控機床就完成了加工任務(如圖 7),緩解了五軸數控機床的生產壓力,同時也降低了成本。使用高速加工的理論指導數控加工,保護了數控機床,減少了刀具的模式,提高了加工的效率,實現了批量化生產,有效保證了線圈的制造進度。
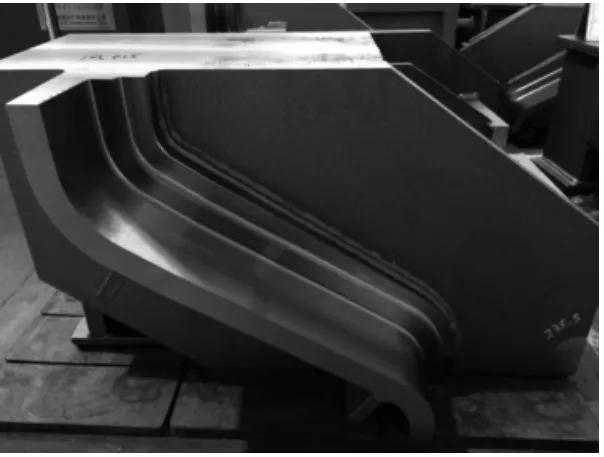
圖6 實際生產的成品
[1]朱克億.PowerMill高速數控加工編程導航[M].北京:機械工業出版社,2012.
[2]朱克億.PowerMill多軸數控加工編程實例與技巧[M].北京:機械工業出版社,2013.
(編輯 明 濤)
TM303
A
1002-2333(2015)11-0176-02
徐雷(1981—),男,工程師,主要從事數控編程工藝工作。
2015-07-09
