車削加工φ150偏心球腔專用夾具的設計
2015-04-10 09:52:38陳燦紅
機械工程師 2015年4期
陳燦紅
(廣東省高級技工學校,廣東 博羅 516100)
車削加工φ150偏心球腔專用夾具的設計
陳燦紅
(廣東省高級技工學校,廣東 博羅 516100)
高精度偏心件是車削中比較難加工和保證精度的零件類型,對其加工的切削用量選擇、刀具、工裝夾具有著很高的要求。文中工裝夾具采用偏心分度回轉專用夾具加工偏心球腔,能夠滿足加工的定位夾緊要求,結構簡單緊湊,具有良好的加工工藝性和經濟性。
夾具;車削;偏心
0 引言
車削加工中偏心零件工裝夾具一般可采用四爪卡盤找正加工或三爪自定心卡盤墊塊(厚度經過計算)的方法裝夾,裝夾調整費時,雖可以加工,但對工人技術水平要求較高,效率低下,車削如圖1所示的4個精度要求較高的偏心球腔,加工的難度就更大了。為提高該零件的加工精度及效率,設計出一套加工4個偏心球腔工序的專用夾具。利用該夾具加工時能保證偏心球腔的中心線與主軸中心線同軸度,加裝分度裝置保證一道工序加工4個偏心球腔,并加平衡塊保證工件和主軸回轉的穩定性。對于該偏心分度回轉裝置夾具的具體設計及方法見下文所述。
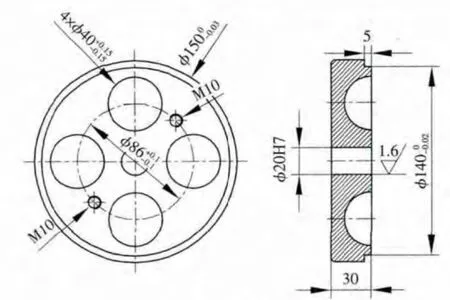
圖1 內球
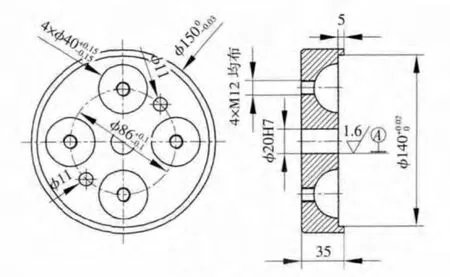
圖2 外球
1 零件分析
圖3內外球配合件是由內球和外球2個零件組合而成。內球和外球在圓周上分別均布4個Sφ40的球腔,各球腔相對于基準孔的位置度公差要小于或等于0.1 mm,表面粗糙度值為Ra1.6μm,內球有2個M10的螺紋孔,分布在以工件中心為基準,φ86 mm為直徑的圓周上,外球有對稱分布的2個直徑為φ11 mm的孔,同時在每個球腔中心有一個M12的內螺紋。工件材料均為45鋼。粗精車φ150 mm外圓和φ20內孔、倒角2×45°、長度30 mm。

圖3 內外球配合
該工件在普通車床上加工,采用四爪卡盤或三爪卡盤裝夾將很難校正,且4個球腔圓度及表面質量較難保證;經分析,設計專用夾具在數控車床上編程粗精加工,不僅能保證精度,效率高,刀具價格低,同時也能達到表面粗糙度等要求。
2 夾具結構分析
夾具設計原理是使待加工的球面的軸心與主軸同軸,為此設計這套專用夾具,該夾具分為偏心分度盤和夾具體兩大部分。
2.1 偏心分度盤
偏心分度盤是通過分度盤保證待加工的球面的軸線與主軸軸線重合,因此需把定位銷的軸線準確移動偏心距的距離。如圖4所示。
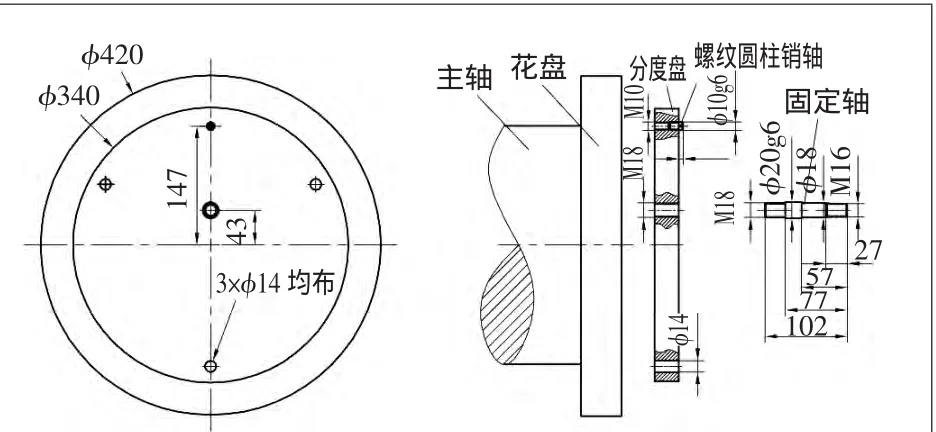
圖4 分度盤
分度盤結構:分度盤的直徑是340 mm,厚度是30 mm,在分度盤中心向上平移一個偏心距(即工件中心到球心的距離),加工好一個M18的螺紋孔,是用來裝圓柱心軸的,以該分度盤為中心,向上偏移147 mm有個螺紋孔,該螺紋孔是用與裝螺紋定位銷,定位銷的作用是準確定位夾具的位置。以分度盤為中心,150 mm為半徑的圓周上均布有3個φ14的通孔,用于把分度盤裝夾在車床花盤上。把分度盤裝在花盤上,在用百分表校正外圓和端面,使其跳動在0.02 mm內。
分度盤固定在花盤上是相對不動的,但因定位銷與夾具體有相對轉動,所以必須對定位銷進行熱處理,以增加定位銷的耐磨性,或者在定位銷上加襯套,襯套與定位銷相對固定不動,只要更換襯套就能直接使用。
2.2 夾具體
如圖5所示,該夾具是盤狀體,夾具的大徑為230 mm,總厚度為50 mm,中心有一個直徑為20 mm的基準孔,該孔是與分度盤上的定位銷軸連接,以該孔為基準,以直徑為150 mm、壁厚為18 mm的圓環套,該圓環套上均布有4個M10的螺栓,用于固定工件;以中心為基準、以104 mm為半徑上均布有4個直徑為10 mm的通孔,這4個孔與分度盤上的定位銷相對。
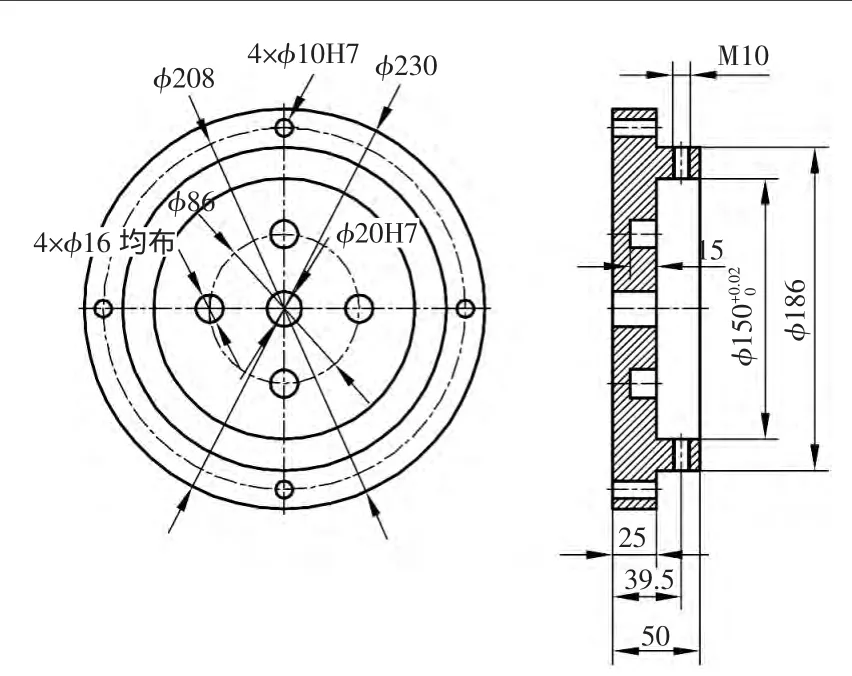
圖5 夾具體
把工件裝入夾具體的圓環套中采用間隙配合,該配合能保證零件可自由裝拆,用4個螺栓緊固,這樣保證在加工時工件和夾具體處于鎖緊狀態,以利于刀具在加工偏心球面時,更好地保證該球面的尺寸精度。
當完成第1個球面加工后,擰松工件中心上的緊固螺母,拔出開口墊片,以夾具體上的基準孔為中心,將夾具體旋轉90°,使夾具體上的孔與定位銷準確定位,然后再裝上開口墊片并緊固螺母,準確定位加工第2個均布球面,從而保證球面的等距和位置精度要求。如圖6所示。

圖6 加工第二個均布球面
由于每加工完一個球腔后,都要拆松螺母,旋轉夾具體,然后夾緊,因此夾具體的中心孔與分度盤的銷軸之間有相對摩擦,必須對其進行熱處理,增強耐磨性,否則損壞嚴重。
3 裝配及平衡
3.1 裝配步驟
1)把分度盤裝在花盤上,用百分表校正,使其徑向圓跳動在0.02 mm范圍內,再用3個M12的螺栓夾緊固定。
2)把夾具體裝在分度盤上,用定位銷定位。
3)把工件裝在夾具體的圓環套上,用螺栓把其夾緊,再鎖緊銷軸上的螺母,從而夾緊整個夾具體。
4)編程粗精加工第一個半圓球面至圖樣要求后拋光表面。
5)拆下夾具體上M16的螺母,以銷軸為旋轉點,將夾具旋轉90°,使定位銷與夾具體上的孔準確配合,再用螺母夾緊,車削第2個半圓球面,第3、第4個半圓球面依次類推。
裝配后的圖(含工件)如圖7所示。
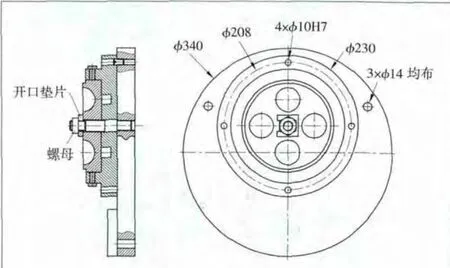
圖7 裝配圖
3.2 平衡
因為本套夾具屬于花盤類非對稱旋轉夾具,工件安裝后會產生偏心,旋轉起來會嚴重影響加工穩定性,而做靜平衡試驗對于該夾具是非常重要的,它影響設備的正常運行,也影響工件的質量和加工效率及操作工人的安全,所以必須對此裝置進行平衡試驗,以保證加工平穩性。對不平衡的部分按力矩平衡原理確定平衡塊的重量。平衡后如圖8所示。
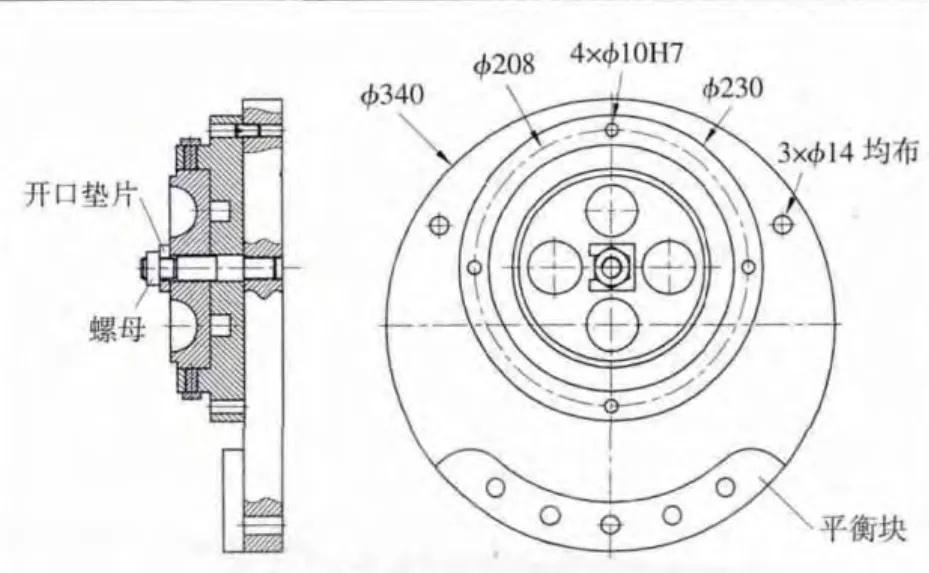
圖8 平衡裝夾
[1]李慶壽.機床夾具設計[M].北京:機械工業出版社,1984.
[2]楊峻峰.機床及夾具[M].北京:清華大學出版社,2005.
[3]成大先.機械設計手冊[M].北京:化學工業出版社,2010.
(編輯 昊 天)
TG759
B
1002-2333(2015)04-0211-03
陳燦紅(1974—),女,助理講師,從事機械加工工作。
2014-11-16
