一種方形玻璃鋼風管的數控纏繞設備的設計*
2015-04-19 03:00:57于仲海戴朝利李國龍
機械制造 2015年12期
□ 于仲海 □ 鄧 杰 □ 戴朝利 □ 李國龍
重慶大學機械工程學院 重慶 400030
無機玻璃鋼風管是以氯氧鎂水泥為膠結料、中堿玻璃纖維為增強材料、加入填充材料和改性劑等所制成的一種管材。目前,方形無機玻璃鋼風管常用的加工方式主要采用手糊工藝,通過手工操作使氯氧鎂水泥和玻璃纖維的不斷交織重疊完成制作。該加工方法生產的產品不僅強度低、表面粗糙、質量穩定性差,而且工人勞動強度大,環境污染嚴重。由于采用機械式螺旋纏繞方式不適合矩形管的纏繞,矩形棱邊處的滑線以及纖維與平面能否緊貼的問題無法得到解決,因此,現有的鏈條式纏繞機僅能應用于回轉體纏繞,并且鏈條式纏繞機精度也無法達到環向纏繞的要求。為了實現玻璃鋼方管的機械化纏繞,筆者提出了一種方形玻璃鋼風管的數控纏繞方案,設計了方形玻璃鋼風管纏繞設備。
1 方形玻璃鋼風管的纏繞原理
由于方管為非回轉體,吐絲嘴與芯模表面的距離會根據芯模的幾何尺寸而不斷變化。為了取得合適的纏繞線型,采用相當圓原理來簡化方管復雜的計算。所謂相當圓,就是將任意非回轉體制品簡化為回轉體進行纏繞工藝計算,所取得的圓周長與非回轉體周長相等。但在實際纏繞中,由于摩擦力的存在,真實的繞線方式不可能完全按照同一個纏繞角一直纏下去,同時,由于矩形長寬的不同,纏繞角也會發生細微的變化,這種變化反映在棱邊上就會由于張力的作用產生一個與摩擦力平衡的合力,一旦摩擦力不足以平衡這個合力,就會發生滑線,其穩定判別式為:

由于設計采用環向纏繞,所以a、b側面的纏繞角變化接近于90°,因此只要滿足式(1),在棱邊處的纏繞就可以達到穩定;并且芯模也經過倒角處理,增大了棱邊處的受力面積,進一步減小了發生滑線的可能。
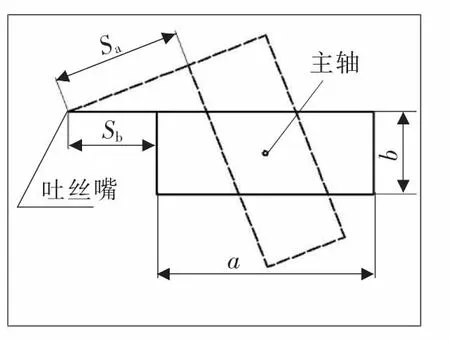
為了計算小車纏繞時吐絲嘴距芯模的最佳位置,需要先進行螺距因數的計算。螺距因數是為了在非回轉體截面邊長不等的情況下確定纏繞參數的一種方法,之后再根據具體尺寸來確定位置,其計算公式為:

式中:Ka、Kb為矩形截面長寬相應的螺距因數;Sa、Sb為吐絲嘴與矩形芯模之間的距離,如圖1所示。
小車吐絲嘴距芯模的距離:

由此,可以確定小車吐絲嘴在垂直于主軸方向上的具體位置。
2 纏繞設備的總體結構
根據上述的纏繞原理,設計出如圖2所示的方形玻璃鋼風管纏繞設備的總體結構。
方形玻璃鋼風管的纖維纏繞采用臥式纏繞為基本結構,主軸夾持芯模進行水平旋轉,小車沿絲桿滑臺作與主軸平行的直線運動。樣機的整體構架材料為鋁型材,可以滿足受力與強度要求;小車上的絲桿滑臺位于小車軌道升降臺上,絲桿滑臺模塊選用了精密滾珠絲桿傳動,避免了回程誤差,具有低噪聲、低扭矩傳動以及免維護等優點。小車帶有伸臂機構,使小車可以在X、Y、Z 3個方向上達到精確定位,滿足不同尺寸芯模纏繞的要求;主、副軸采用雙軸承座固定,便于芯模的安裝與拆卸;纖維放卷軸位于纏繞機外側,與磁粉張力控制器相連,用于纖維的放卷并控制張力;設備的底部裝有浸液槽與廢液回收槽,進行纖維的浸膠與廢液的回收,以防對環境產生污染。
▲圖1矩形芯模與小車位置
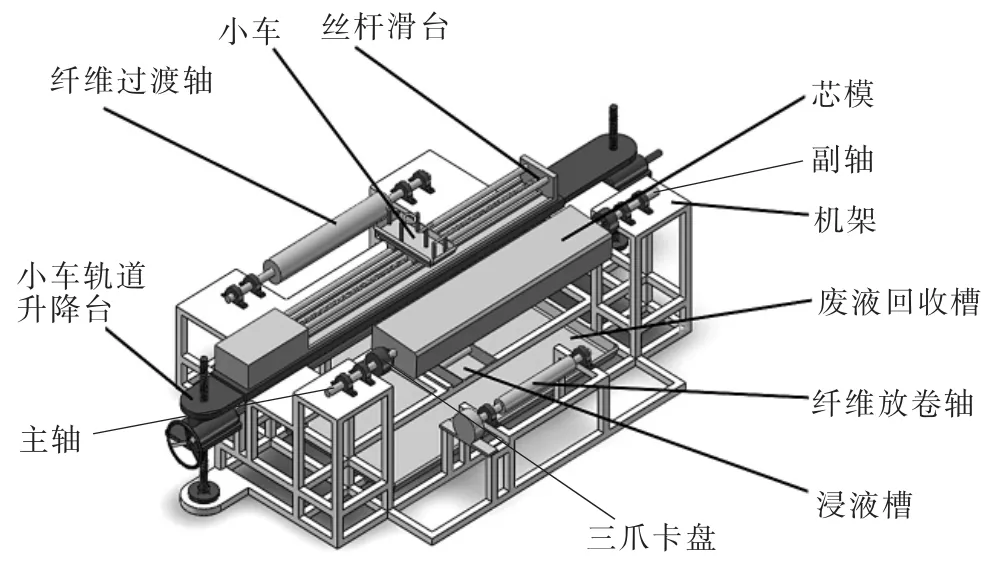
▲圖2 纏繞設備三維結構示意圖
對于不同長寬比的芯模纏繞,需要調整小車所在絲桿滑臺的高度以及小車橫向伸臂長度,本樣機采用了小車軌道升降臺與小型絲桿燕尾槽相結合的方式進行小車的3向位置調節。為了實現絲桿滑臺的同步、平穩升降,升降高度由手輪進行控制;橫向位置的改變由小型絲桿燕尾槽實現。
3 控制系統
圖3為纏繞設備系統總體控制圖,在系統中單片機通過控制步進電機輸入脈沖來控制絲桿滑臺絲桿的轉速,從而控制小車的運動速度和方向。通過調節驅動器來調節微電機轉速,從而控制芯模轉速,絲桿滑臺轉速和芯模轉速成比例關系。纖維張力的控制通過控制磁粉張力控制器的電流來控制纖維放卷軸的轉動力矩,從而控制纏繞纖維的張力。
4 輔助系統設計
4.1 芯模裝卸機構
為了方便芯模能夠快速安裝、取下進行后續處理,保證與主、副軸的同軸度,采用了雙三爪卡盤的結構。三爪卡盤自帶鎖緊功能,可以方便進行芯模的安裝、鎖緊,保證扭矩的傳遞。
4.2 吐絲嘴展線結構

▲圖3 纏繞設置系統總體結構控制圖
▲圖4 吐絲嘴設計

▲圖5 浸液槽

▲圖6 回收槽
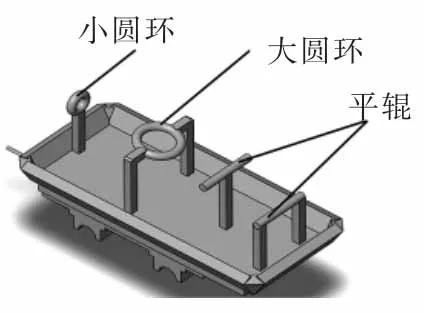
在進行玻璃鋼纖維纏繞時,由數股玻璃鋼纖維組成的纖維束通過浸液槽浸液后會由于所浸液體的黏性而聚合在一起,失去了纏繞所需固定的纖維寬度與均勻的纖維厚度,為了使聚集成一束的纖維重新變成可以纏繞的紗帶,小車上的吐絲嘴設計成由展線圓環和展線平輥組成的繞線結構,來實現對纖維束的展線,如圖4所示。纖維首先通過小車末端的小圓環,然后自上而下的穿過大圓環,由于張力作用,纖維束在經過大小兩個圓環后,可以將原本聚集在一起的纖維展開,再經過兩根平輥的表面,使展開的纖維更加分布均勻。在吐絲嘴四周裝有膠液擋板,使絲桿不會受到剩余浸液的影響,多余的廢液可以流回廢液回收槽。
4.3 浸液槽與回收槽
浸液槽(見圖5)的作用是當纖維通過繞線軸時,纖維可以得到充分浸膠,纖維浸膠是否充分對纏繞的效果有很大的影響;回收槽(見圖6)主要用于收集纖維上脫離的多余膠液,由于氯氧鎂水泥有一定的腐蝕性,并且會散發出有害性氣體,需要對廢液進行收集,以免對環境造成污染。
5 結束語
玻璃鋼風管由于其具有阻燃、成本低、耐腐蝕等特點,有廣闊的應用前景。目前,由于方形玻璃鋼風管主要生產方式仍然是手工制作,極大地限制了它的推廣。而采用機械式纏繞加工方形玻璃鋼風管的方法效率高、成本低、質量好,而且大大減少了環境的污染與材料的浪費,本文所述的方形玻璃鋼風管數控玻纖纏繞設備有一定的應用前景。
[1]冷興武.纖維纏繞原理[M].濟南:山東科學技術出版社,1990.
[2]侯傳禮,張凱,張憲忠,等.濕法纏繞用繞絲嘴的研究[J].纖維復合材料,2007(1):29-30,44.
[3]何江華.玻璃鋼纏繞機控制系統設計[D].哈爾濱:哈爾濱理工大學,2009.