TI-6AI-4V 裂紋缺陷熒光滲透檢測研究*
2015-04-24 07:26:38陳振亞沈興全楊承昌
制造技術與機床 2015年6期
陳振亞 沈興全 楊承昌 陳 薇
(①中北大學機械與動力工程學院,山西 太原 030051;②上海梅山鋼鐵股份有限公司,江蘇 南京 210039;③上海寶鋼化工有限公司梅山分公司,江蘇 南京 210039)
TI-6AI-4V 具有耐蝕性好、適中的塑性、比強度高及優異的抗疲勞能力等優點,廣泛應用于航空、航海、航天行業,但TI-6AI -4V 導熱系數小、化學活性大、彈性模量小,使得其加工性能較差,主要表現為變形系數小、切削溫度高、單位面積切削力大,易造成裂紋缺陷[1]。因此檢測TI -6AI -4V 的裂紋缺陷,分析缺陷產生原因,提出預防缺陷方法,對改善TI -6AI -4V 已加工表面質量、使用性能及壽命有重要意義[2]。
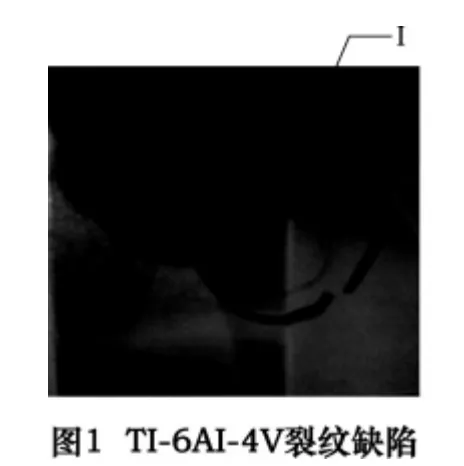
國內外學者對TI-6AI-4V 裂紋缺陷及其檢測方法進行了有益的探索。Che -Haron 等以車削的加工方式對TI-6AI-4V 表面質量與切削用量之間的關系進行了研究,但對表面的殘余應力沒有涉及[3]。楊振朝和杜隨更等對TI-6AI-4V 的端銑加工表面質量進行了基礎研究,但沒有研究顯微硬度的變化[4]。常規檢測裂紋缺陷的方法有磁粉檢測、渦流檢測、射線檢測、超聲檢測等,對于TI -6AI -4V 缺陷的檢測,熒光滲透檢測因高靈敏度、現象直觀等優點被廣泛應用[5]。TI-6AI-4V 在實際加工過程中產生的裂紋缺陷,熒光滲透檢測后的圖像見圖1。本文對熒光浸透檢測做了理論分析和試驗研究;探討了TI -6AI -4V裂紋缺陷的產生原因,模擬了切削力對應力的作用,同時試驗切削用量對裂紋缺陷的影響,對TI -6AI -4V裂紋缺陷的檢測和預防有指導意義。
1 滲透檢測TI-6AI-4V 裂紋缺陷
如圖2 所示,熒光劑在TI -6AI -4V 表面滲透過程中,氣-液-固3 種界面張力相平衡[6]:
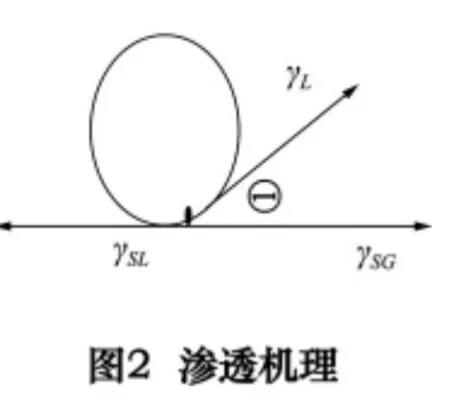

式中:γL為液-氣界面間使液滴整體收縮的界面張力;γSG為固-氣界面間使液滴表面鋪開的界面張力;γSL為固-液界面間使液滴表面收縮的界面張力。
鋪展系數SSL為:

三重界面上液體的最后位置y 可通過能量對表面元素ds 求變分得到,即:

式中:S 為缺陷內液-氣-固界面的周界面積;p 為氣體被擠入缺陷的最后壓力;x 為X 方向上尖端界面的寬度;y 為三重界面沿裂縫長度運動的位置。
氣體壓力的變化等于在三重界面的最后位置處的毛細管作用的壓強pc,即:

把式(1)、(4)代入式(3),得:

臨界缺陷寬度:

令ds/dy=k,k 為常數,依賴于缺陷輪廓。極限缺陷尺寸范圍:

式中:dc為臨界缺陷尺度。
若cosθ=1,則

缺陷內滲透液面高度[7]:

式中:h 為滲透液的滲入深度;b 為缺陷深度;α 為液體表面張力系數。代入式(8)得最小深入深度:

2 熒光滲透檢測技術
2.1 熒光滲透檢測工藝
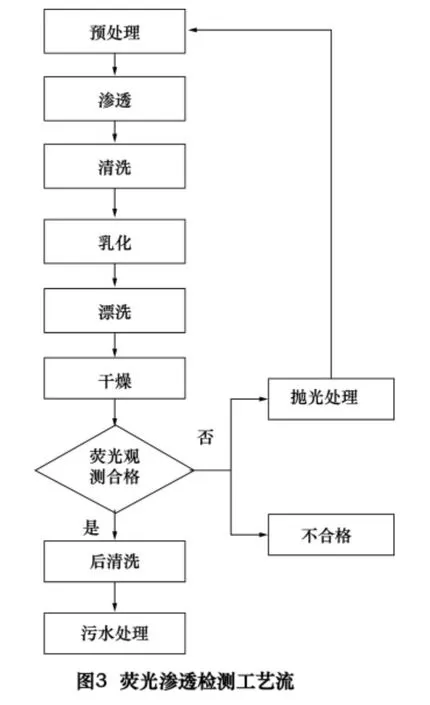
熒光滲透是檢測非疏孔性金屬和非金屬試件裂紋缺陷的一種無損檢測方法[9],TI -6AI -4V 熒光滲透檢測工藝見圖3。首先,清洗、干燥表面,后將其浸泡在滲透劑中,由于毛細作用,滲透劑會滲入裂紋缺陷;隨后,清洗表面滲透劑,經乳化、漂洗及干燥,缺陷中的滲透劑會回滲到表面;最后,在紫外燈下,可對TI -6AI-4V 裂紋缺陷作出判斷[10]。
2.2 熒光滲透檢測試驗
試驗設備:YGST -800 型熒光滲透檢測裝置1臺、后乳化型滲透劑1 瓶、Z-125W 黑光燈1 臺,10 個有裂紋缺陷的TI-6AI-4V 試件,見圖4。
試驗條件:選用后乳化型滲透劑,因其檢測靈敏度高;滲透劑和環境的溫度控制在10~40 ℃,滲透時間不少于10 min,浸沒時間不大于總滲透時間的一半;乳化時間不大于2 min;顯像檢驗在暗室進行,熒光燈在試件表面的輻照度應不低于1000 μW/cm2,環境白光照度應不大于20 lx,顯像時間為10~30 min[11]。
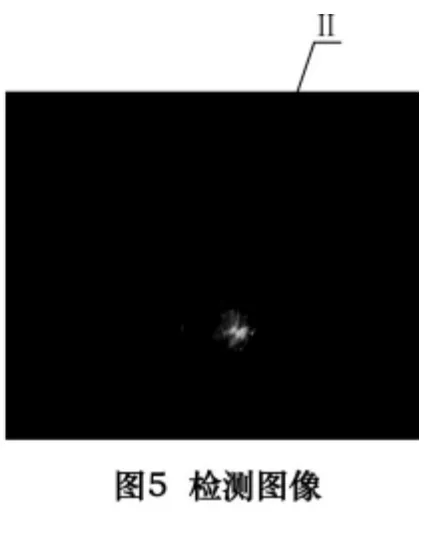
經檢驗10 個試件的裂紋缺陷均位于下端面結構表面曲率劇烈變化處,均為局部圓形紋路狀的細小紋理,直徑約為10 mm,見圖5。可知試件結構表面曲率變化較大處易于萌生裂紋缺陷。

3 TI-6AI-4V 裂紋缺陷產生原因分析
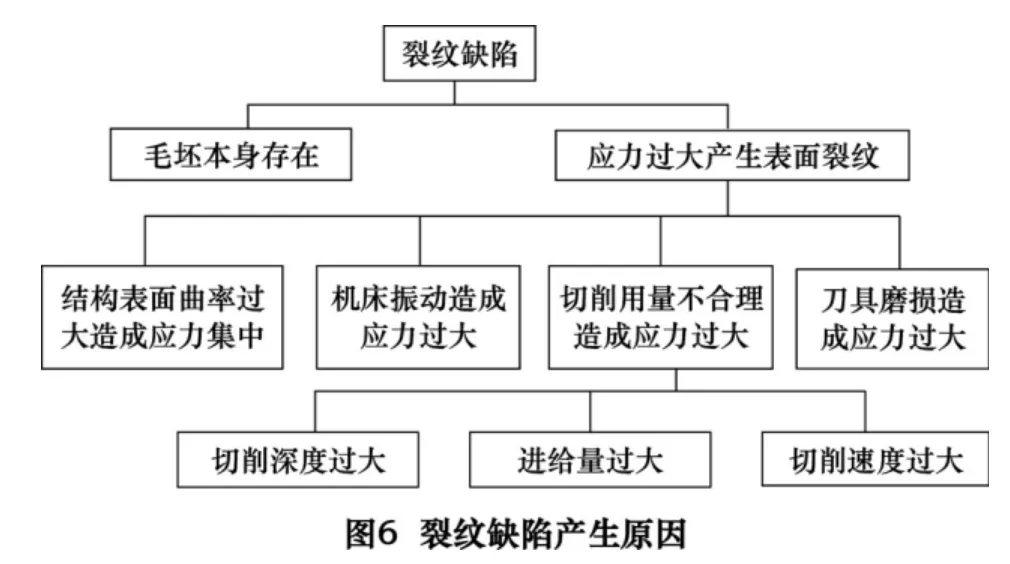
TI-6AI-4V 在生產過程中,由于塑性加工(包括鍛造、軋制、擠壓、拉拔等)、熱處理和機械加工等操作不當,都會造成裂紋缺陷[12]。從裂紋缺陷產生原因上可分為毛坯本身缺陷和應力集中造成缺陷兩種情況,見圖6。
3.1 毛坯本身存在缺陷
對于TI -6AI -4V 試件毛坯本身缺陷采用EPOCH4 超聲波探傷儀,配有雙晶F25 探頭,用油浸法探傷,見圖7。探傷結果顯示,所有毛坯均沒有缺陷。

3.2 應力過大形成裂紋缺陷
TI-6AI-4V 試件結構表面曲率劇烈變化造成局部應力集中,加工時切削力過大,材料表層屬性發生變化,形成裂紋缺陷[13];機床振動時,切削力大幅變化,試件受到巨大的沖擊,表層發生加工硬化,造成裂紋缺陷;使用磨損、破損刀具加工試件時,增大的刀具作用力會在試件表面劃出劃痕,產生裂紋缺陷;切削用量選擇不合理,會造成試件局部受力、受扭狀態發生變化,造成應力集中,出現裂紋缺陷[14]。
4 TI-6AI-4V 裂紋缺陷模擬與試驗分析
4.1 TI-6AI-4V 有限元模擬研究
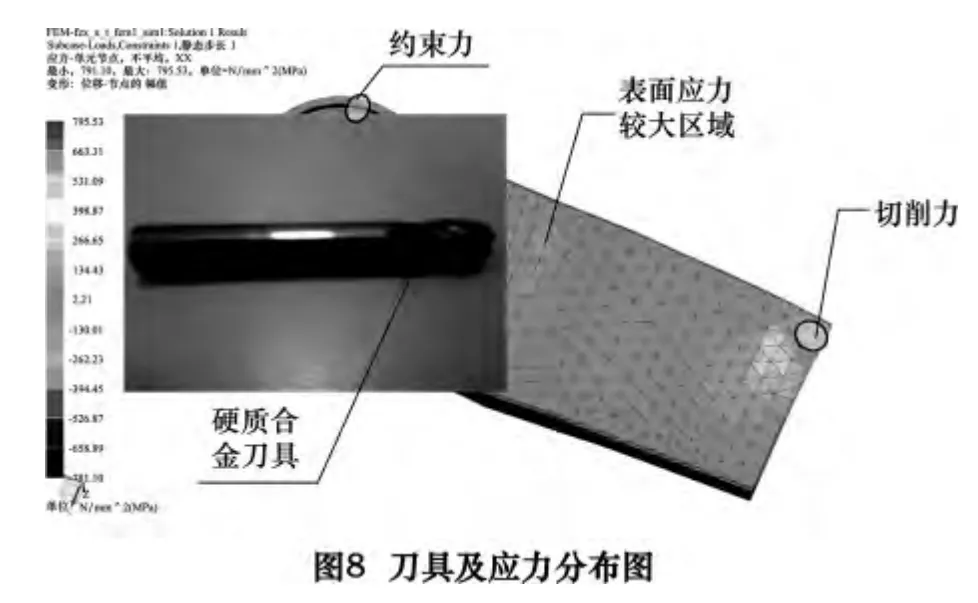
通過有限元模擬TI-6AI-4V 試件在切削狀態下的約束與受力情況,加工過程中,使用的硬質合金刀具及模擬應力分布圖,見圖8。過程中未考慮實際刀具磨損情況及機床振動造成的影響。對試件頭部上下端面施加位移約束,在試件尾部施加200 N 的集中載荷,模擬切削深度較大情況下的切削力,方向與位置,見圖8。通過有限元仿真分析,得到表面應力的分布情況,兩端面交接處即曲率顯著變化處應力為531.09 MPa,存在明顯的應力集中,易于引發裂紋缺陷。
4.2 TI-6AI-4V 裂紋缺陷試驗分析
4.2.1 不同切削用量下TI-6AI-4V 表面形態
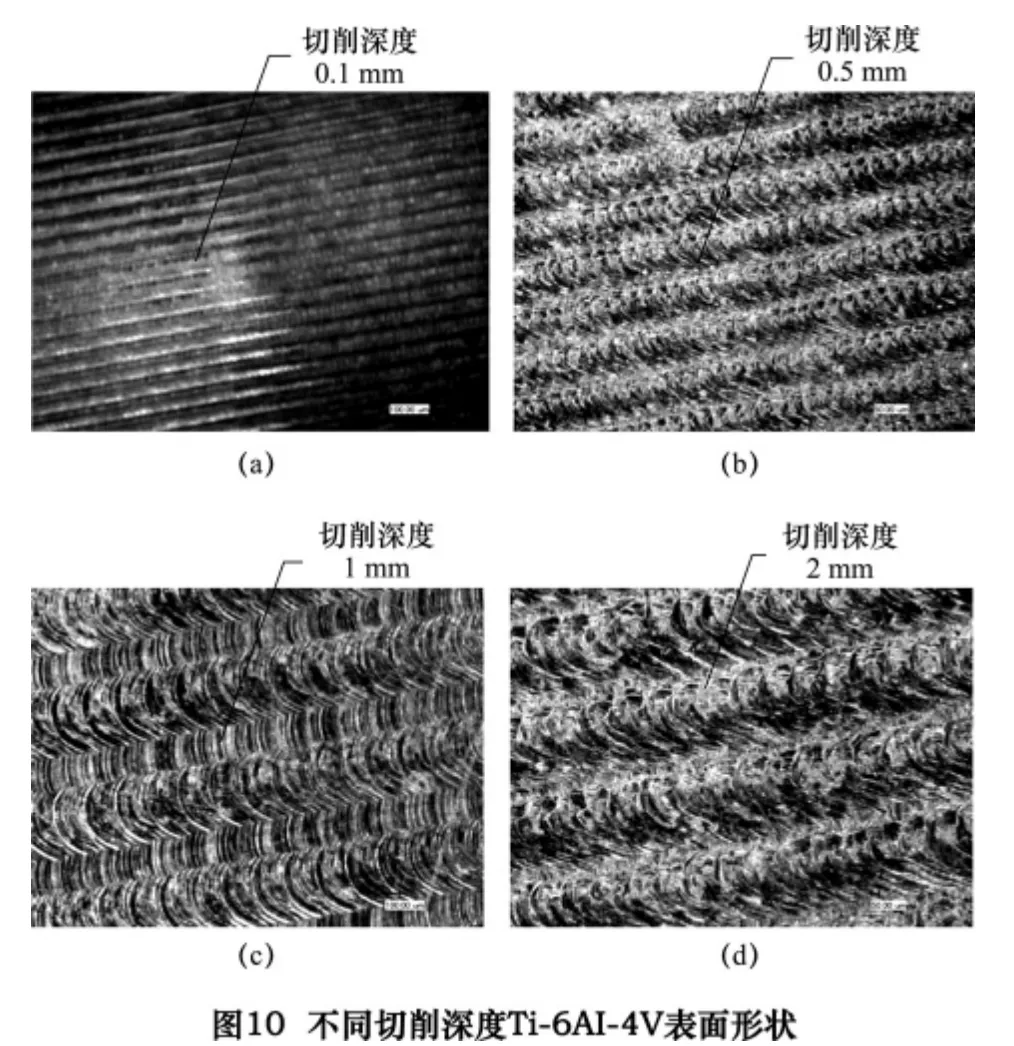
切削用量包括:切削深度、進給量及切削速度。利用定量試驗法,采用高倍井深式數碼顯微鏡VHX -600ESO 對試件表面進行觀察,觀察設備見圖9。首先固定進給量不變、切削速度為1500 r/min,在不同切削深度0.1 mm、0.5 mm、1 mm和2 mm下進行加工,對加工后TI-6AI-4V 試件的表面情況進行觀察,發現不同切削深度情況下,試件表面有不同的紋理,見圖10。隨著切削深度不斷變大,表面刀痕逐漸加深,相同區域的表面紋理凸凹數量變少,凸凹處應力集中加大,引發裂紋缺陷。當固定切削深度不變,調節進給量和切削速度時,發現進給量對缺陷的影響大于切削速度的影響。

4.2.2 不同放大倍數下TI -6AI -4V 試件的裂紋缺陷形態
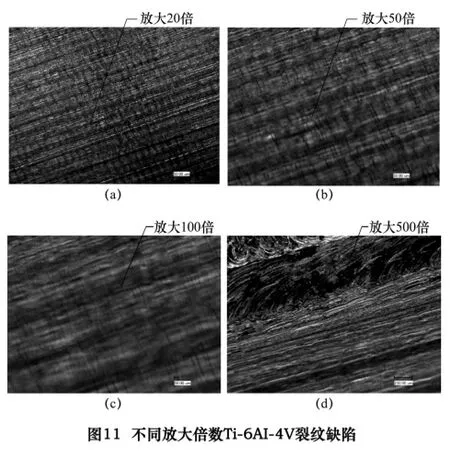
圖5 中Ⅱ處為試件的裂紋缺陷,利用高倍井深式數碼顯微鏡VHX -600ESO 設備在20 倍、50 倍、100倍及500 倍的放大情況下拍攝的圖片見圖11。可知試件裂紋缺陷呈細小的長條狀,與切削刀痕呈約90°垂直排布,這是切削過程中材料變形,產生應力集中造成的裂紋缺陷現象;同時圖11d 中材料呈撕裂狀,說明切削過程中發生了粘刀的現象[15]。
5 結語
的裂紋缺陷,TI -6AI -4V 試件結構表面曲率變化過大處存在明顯的應力集中,易于產生裂紋缺陷。
(2)切削用量不合理造成切削力過大,尤其切削深度過大會影響TI-6AI-4V 試件表面的受力及受扭狀態,引起裂紋缺陷;TI -6AI -4V 試件結構表面曲率變化較大處,由于應力集中也會造成裂紋缺陷。
(3)機加過程中,為避免TI -6AI -4V 試件產生裂紋缺陷應該先考慮選擇合理的切削用量;切削深度對TI-6AI-4V 表面結構的影響最大,其次是進給量,最后是切削速度。
[1]張元良,張洪潮,趙嘉旭,等.高端機械裝備再制造無損檢測綜述[J].機械工程學報,2013.49(7):80 -90.
[2]蔡建明,許超,郝孟一,等.SP700 和Ti -6Al -4V 鈦合金細晶組織的疲勞裂紋擴展特征[J].航空材料學報,2006,26(3):71 -74.
[3]楊振朝,張定華,姚倡鋒,等.TC4 鈦合金高速銑削參數對表面完整性影響研究[J].西北工業大學學報,2009,27(4):538 -543.
[4]王永紅.裂紋的熒光檢測及圖象處理技術研究[J].光學技術,2007,33(5):745 -750.
[5]黃新躍,胡本潤,吳學仁,等.鈦合金Ti-6A1 -4V 兩種微觀結構的裂紋擴展行為研究[J].機械強度,2002,24(4):584 -587.
[6]張昭,劉奉銀,張國平,等.不等徑濕顆粒與液橋相互作用的微觀水力特性[J].水利學報,2013,44(7):810 -816.
[7]杜隨更,呂超,任軍學,等.TC4 鈦合金高速銑削表面形貌及表層組織研究[J].航空學報,2008,29(6):1710 -1715.
[8]沈興全,龐俊忠.深孔加工關鍵技術研究[J].中北大學學報:自然版,2010,52 (6):43 -46.
[9]韓杰.分析機械加工零件表面紋理缺陷檢測[J].科技傳播,2013(15):149 -151.
[10]劉斌.利用滲透檢測技術檢驗人工關節金屬零件的表面缺陷[J].材料工程,2009(5):73 -75.
[11]邱白晶,趙曉麗,賈衛東,等.基于圖像的植物葉面霧滴接觸角穩定區間法測量[J].農業機械學報,2009,40(5):139 -144.
[12]劉必榮.表面裂紋熒光磁粉檢測研究[J].裝備制造技術,2010(10):11 -12.
[13]劉興勇,徐亞亞.某零件表面裂紋熒光滲透檢測無顯示問題分析[C].陜西省第十三屆無損檢測年會,2012:83 -88.
[14]卿濤,邵天敏,溫詩鑄.相對濕度對材料表面粘附力影響的研究[J].摩擦學學報,2006,26(4):295 -299.
[15]陸軍,賈衛東,邱白晶,等.黃瓜葉片噴霧藥液持留量試試驗[J].農業機械學報,2010,41(4):60 -64.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
當代陜西(2020年13期)2020-08-24 08:22:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
