普通車床加工馬鞍形曲面的工藝裝置設計與研究
2015-04-24 07:26:40張培彥李丹丹丁鳳琴
制造技術與機床 2015年6期
張培彥 李丹丹 丁鳳琴
(鄭州旅游職業學院機電系,河南 鄭州 450009)
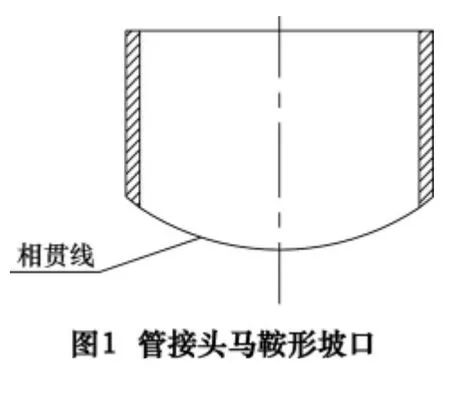
鍋爐制造行業,在大容量、高參數電站鍋爐及余熱鍋爐的生產過程中,為了現場安裝,鍋筒、集箱上焊接有大量管接頭,鍋筒、集箱上的管接頭與之焊接時大多采用“騎座式”焊接結構,即管接頭內壁與鍋筒、集箱內壁相貫。為了提高焊縫質量,增大焊縫強度,按鍋爐制造標準要求,需要將管接頭端面預先加工成馬鞍形曲面全焊透型坡口,如圖1 所示:焊接時要求曲面坡口整齊光潔。常用的管接頭規格有φ76~159 mm、壁厚δ=6~16 mm,每臺鍋爐各種規格的管接頭總量多達數百個以上,占據了生產的一定比例。對此,速度時,可有效降低磨削區為了降低生產成本,充分利用現有設備,在普通車床上不改變其任何結構,研究設計了工藝裝備,即可加工管接頭各種馬鞍形曲面坡口,滿足了生產需要。
1 馬鞍形曲面坡口的形狀與特點
鍋爐的鍋筒、集箱上焊接有大量的φ76~159 mm,壁厚δ=6~16 mm 的管接頭,管接頭與它們的焊接要求其內壁與鍋筒或集箱內壁相貫及吻合[2],馬鞍形曲面的端部即馬鞍形曲線就是管接頭內壁與鍋筒或集箱內壁相互貫穿而形成的相貫線,隨著兩相貫形體的直徑大小不同相貫線各異,即隨著鍋筒、集箱、管接頭內徑不同,管接頭的馬鞍形相貫線形狀也不同。圖2 畫出了鍋爐上幾種相貫體相貫線的一部分。
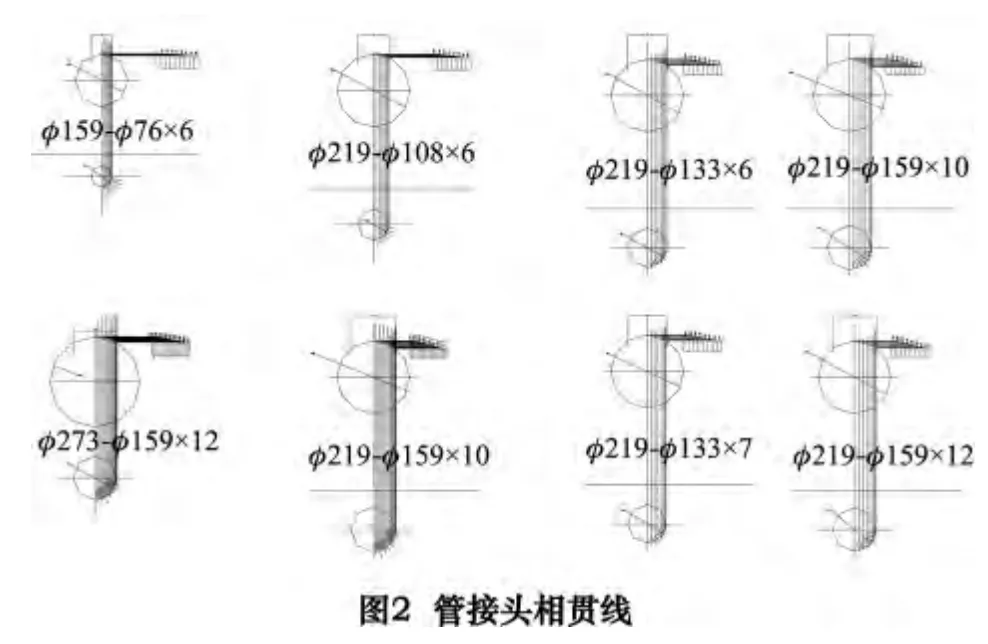
從圖2 可知,同一規格的管子與不同規格的集箱相交,兩管子的表面交線即相貫線形狀都是不同的,要想使兩相交的管子焊縫得到生產標準要求,必須使管接頭的相貫線規則與集箱充分吻合,這就給生產帶來很大難度。
2 目前管接頭馬鞍曲面生產工藝分析
目前國內管接頭馬鞍形曲面坡口大多采用銑削、刨削和改造的專用仿形車床以及數控加工等方法,各種加工方法各有其優點和缺點。刨削是不連續切削運動,有空行程,生產效率低,且刀具容易磨損[3];數控機床費用高且管接頭馬鞍曲面編程麻煩;改造的專用仿形車成本較高,且機床改造后只能用于加工管接頭,機床閑置時間較長;有些企業采用銑床銑削管接頭馬鞍曲面,但由于現有設備條件的限制,銑削不能滿足所有規格管接頭馬鞍形曲面的生產加工,所以生產過程中,銑床銑削管接頭馬鞍形曲面后,再采用手工氣體切割加工坡口,然后用手動砂輪打磨,手工氣切出的馬鞍形曲面坡口形狀不規則,坡口表面質量較差,管接頭與和它相貫的圓柱面不能很好吻合,施焊后焊縫不合要求,產生焊接缺陷,焊接質量得不到保障,且工人勞動強度大,生產效率低。
針對以上情況,根據企業生產設備現狀,結合管接頭不同馬鞍形曲面的特點,我們研究了在普通車床上不改變機床結構,通過增加工藝裝置車削各種馬鞍形管接頭曲面坡口的加工方法。
3 車削馬鞍形曲面工藝裝置的組成與工作原理
3.1 裝置的組成
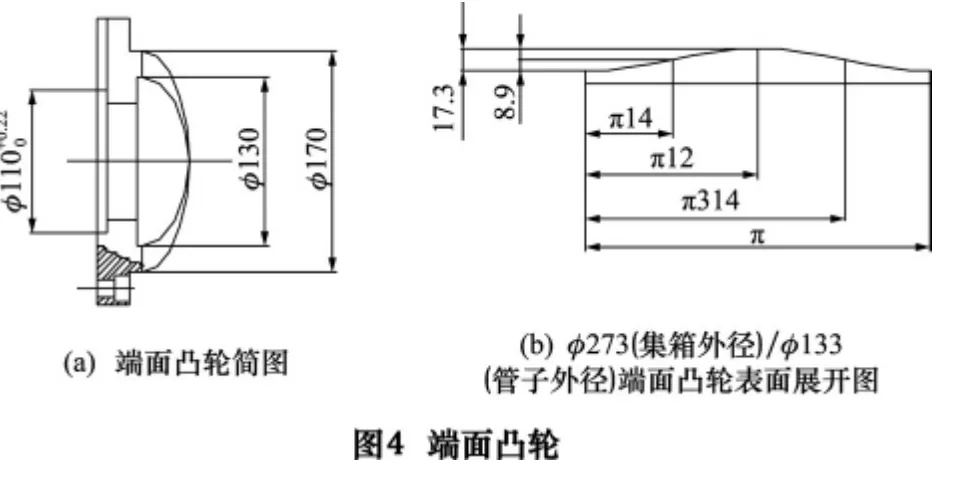
該裝置主要組成如圖3 所示[1]。此裝置中,端面凸輪6 是關鍵零件,它的結構與形狀如圖4 所示[4]。
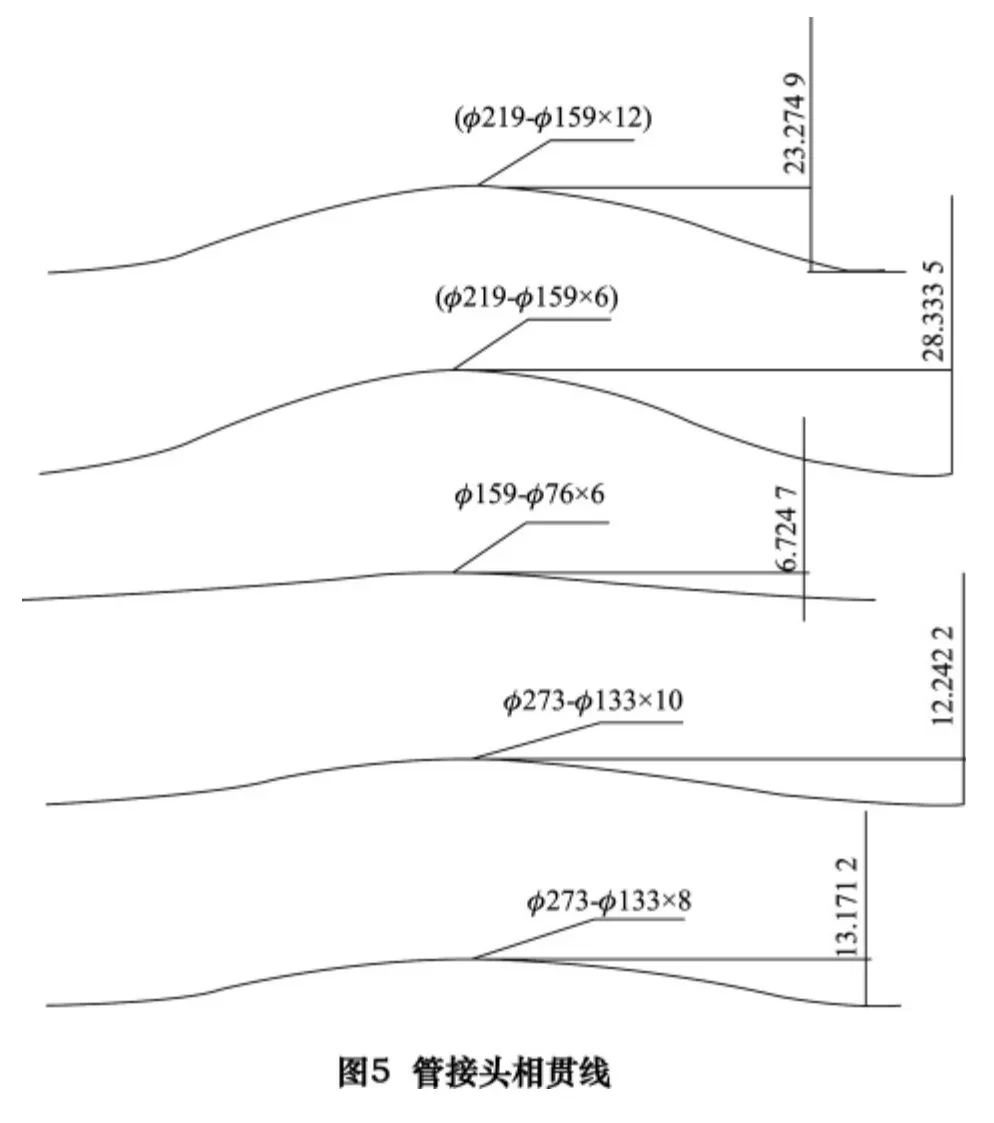
圖4b 中的橫坐標代表角度,縱坐標代表圓柱面素線長度。端面凸輪端面展開曲線即為管接頭的馬鞍形相貫線,馬鞍形曲線就是管接頭內壁與集箱內壁相互貫穿而形成的相貫線。隨著兩相貫形體的直徑大小不同相貫線各異,這就使得車削不同的馬鞍形曲線需要不同的端面凸輪。圖5 是幾種規格管子相交的相貫線,也是端面凸輪展開曲線,按這些曲線可以加工出各種凸輪,車削不同馬鞍曲面時,只需要更換與之對應的凸輪。車削過程中工件旋轉一圈同時軸向往復運動兩次,即可車出與相貫線一致的“馬鞍形”曲線。
3.2 裝置的工作原理
將該裝置通過機架13 安裝于C630 車床的床身導軌上,如圖3 所示,端面凸輪6 由定位鍵5 和定位銷固定在機架13 上,兩個導向輪7 通過端蓋15 由導向鍵8、螺釘、定位銷等與軸向滑套14 聯接在一起成為一剛體構件,端蓋15 由導向鍵8 與傳動軸2 周向固定,端蓋15 可以沿傳動軸2 上的導向鍵8 作軸向移動,兩個導向輪7 由預壓緊彈簧9 的彈力壓緊在端面凸輪6 的凸輪端面上。傳動軸2 通過聯軸器1 與車床主軸三爪卡盤聯接,傳動軸2 的旋轉運動,是由車床主軸的旋轉經過機床三爪卡盤、聯軸器帶動,導向輪7、軸向滑套14 的旋轉運動是通過導向鍵8 由傳動軸2 傳遞,軸向滑套14 帶動三爪卡盤12 及工件作旋轉運動。導向輪通過彈簧9 的作用力、端蓋15 使其始終壓緊在凸輪6的端面上,當導向輪沿著凸輪端面旋轉時,因凸輪端面的曲線形狀在軸線方向位移不同,使得導向輪通過端蓋15 推動軸向滑套14 及三爪卡盤12 作直線運動,導向輪沿凸輪端面旋轉一周,帶動軸向滑套14 及三爪卡盤12 往復運動兩次,最終實現車床主軸旋轉一周,工件旋轉一圈并同時在軸線方向往復運動兩次,從而在工件端面車削出馬鞍形曲面坡口。通過調換不同端面凸輪,可以車削出與之對應的管接頭馬鞍形曲面坡口。

4 結語
(1)通過對以上裝置的研究與設計,并經過實驗、調試與應用,在普通車床上可以車削各種形狀的管接頭馬鞍形曲線或曲面,車削的馬鞍形曲面坡口規則、圓滑,表面質量好,與相貫體表面吻合狀況好,容易施焊,焊接后質量易得到保證。原來銑削、刨削加工一個不同規格的管接頭馬鞍形曲面坡口,需要5~10 min,現在只需要2~5 min 時間,大大提高了生產效率。
(2)該工藝裝置結構緊湊,與機床聯接、安裝、調試方便,性能穩定、安全、可靠,不用時可以卸下,不影響機床的正常使用,降低了生產成本。
[1]黃純穎.機械創新設計[M].北京:高等教育出版社,2000.
[2]章勤,林安.管接頭馬鞍形坡口加工數控車床研制[J].計算機工程與應用,1996(5):86 -89.
[3]趙學,吳凱,馮立杰,等,法蘭接管馬鞍曲面的加工方法研究[J].科學技術與工程,2011,11(14):3287 -3289.
[4]黃素英,王會枝,郭育琨.馬鞍形管接頭車削工藝及夾具設計[J].工業鍋爐,2011(2):63.
