木工雙擺角銑頭C 軸回轉(zhuǎn)精度測試與分析*
2015-04-24 07:26:42王雙永張鵬飛
制造技術(shù)與機(jī)床 2015年6期
關(guān)鍵詞:測量
王雙永 張 偉② 張鵬飛
(①國家林業(yè)局北京林業(yè)機(jī)械研究所,北京 100029;②中國林科院林業(yè)新技術(shù)研究所,北京 100091)
在木材加工中,加工中心一般采用三坐標(biāo)數(shù)控機(jī)床配備雙擺角銑頭實(shí)現(xiàn)五軸聯(lián)動,可對工件定位面以外的其他五個(gè)面進(jìn)行連續(xù)無死角加工,可加工出各式各樣的曲面造型[1]。常用的木工雙擺角銑頭包括A軸和C 軸兩個(gè)回轉(zhuǎn)軸,具有輕載、高速、體積較小、動作敏捷等特點(diǎn),其擺角范圍相對較大。而木工雙擺角銑頭的回轉(zhuǎn)精度是影響加工精度的關(guān)鍵因素,因此,對木工雙擺角銑頭回轉(zhuǎn)精度進(jìn)行測試,分析誤差規(guī)律,進(jìn)而對其進(jìn)行有效補(bǔ)償,對提高雙擺角銑頭的加工精度具有重要意義。
回轉(zhuǎn)精度主要包括定位精度和重復(fù)定位精度,定位精度指實(shí)際位置與理想位置的一致程度,對應(yīng)的不一致量稱為定位誤差;重復(fù)定位精度是指在保持相同條件和操作方法的情況下,進(jìn)行規(guī)定次數(shù)的操作所得到的連續(xù)結(jié)果的一致程度[2]。本文以木工雙擺角銑頭C 軸回轉(zhuǎn)精度為研究對象,通過測試C 軸回轉(zhuǎn)定位誤差和重復(fù)定位誤差,分析誤差規(guī)律,提供誤差補(bǔ)償方案,為提高C 軸回轉(zhuǎn)精度提供依據(jù)。
1 木工雙擺角銑頭結(jié)構(gòu)和原理
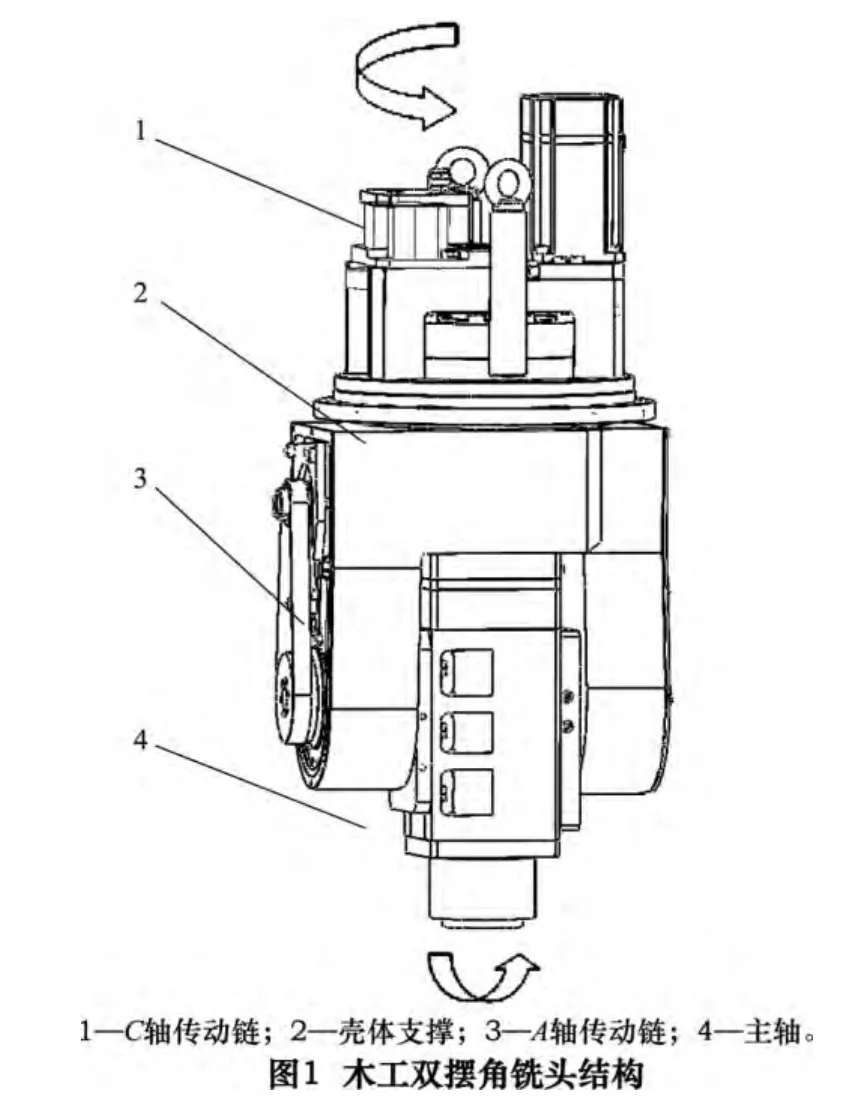
木工雙擺角銑頭主要由C 軸傳動鏈、A 軸傳動鏈、殼體支撐和主軸四大部分構(gòu)成,如圖1 所示。C 軸傳動鏈主要包括C 軸驅(qū)動電動機(jī)、主動帶輪、同步齒形帶、從動帶輪、減速器和C 軸旋轉(zhuǎn)臂等,還包括位置編碼器和行程限位開關(guān)。C 軸回轉(zhuǎn)以自身固定法蘭為基準(zhǔn),輸出帶動殼體支撐、A 軸傳動鏈和主軸一起繞Z 軸轉(zhuǎn)動。具體傳動過程為:C 軸驅(qū)動電動機(jī)輸出轉(zhuǎn)速和扭矩,通過同步帶傳動輸送給減速器,降低轉(zhuǎn)速增大扭矩,通過C 軸旋轉(zhuǎn)臂傳遞給殼體支撐及主軸,并通過位置編碼器進(jìn)行位置反饋,行程限位開關(guān)對雙擺角銑頭機(jī)械結(jié)構(gòu)提供安全保障。A 軸傳動鏈主要包括A 軸驅(qū)動電動機(jī)、主動帶輪、同步齒形帶、從動帶輪、減速器和主軸連接板,也包括位置編碼器和行程限位開關(guān)。由于A 軸傳動鏈全部安裝在殼體支撐內(nèi),所以A 軸回轉(zhuǎn)以殼體支撐為基準(zhǔn),帶動主軸繞X 軸擺動。具體傳動過程與C 軸類似,最終將轉(zhuǎn)速和扭矩傳遞給固定在連接板上的主軸,主軸通過刀柄連接刀具高速轉(zhuǎn)動實(shí)現(xiàn)切削加工。因此,C 軸回轉(zhuǎn)精度直接影響木工雙擺角銑頭整體的加工精度。
2 實(shí)驗(yàn)方法與步驟
2.1 實(shí)驗(yàn)工具
傳統(tǒng)的測量方法多數(shù)采用多面體和自準(zhǔn)直儀,通過測量直線度和垂直度等間接得出回轉(zhuǎn)精度,測量精度不高。本實(shí)驗(yàn)采用具有專門回轉(zhuǎn)測量功能的Renishaw 激光干涉儀,主要包括ML10 激光頭、角度干涉鏡、激光準(zhǔn)直輔助鏡、角度反射鏡、RX10 回轉(zhuǎn)基準(zhǔn)分度器、RX10 控制器、EC10 環(huán)境補(bǔ)償單元、計(jì)算機(jī)等[3]。實(shí)驗(yàn)中,將角度反射鏡固定在RX10 回轉(zhuǎn)基準(zhǔn)分度器上,通過過渡法蘭與木工雙擺角銑頭主軸錐孔連接,保證RX10 與主軸軸線同軸度不超過0.5 mm,安裝方式如圖2 所示。RX10 回轉(zhuǎn)基準(zhǔn)分度器是激光干涉儀中用來直接測量旋轉(zhuǎn)機(jī)構(gòu)回轉(zhuǎn)精度的專用關(guān)鍵組件,具有自準(zhǔn)直和自動定位功能,測量精度高,操作簡單。RX10 最小分度值為5°,即可以旋轉(zhuǎn)并鎖定到0°~360°范圍內(nèi)的72 個(gè)位置中的任意一個(gè),包括一個(gè)可自動控制的高精密齒盤,向下鎖定時(shí)能夠?qū)崿F(xiàn)±1"的角度定位精度。實(shí)驗(yàn)中,設(shè)定木工雙擺角銑頭C 軸回轉(zhuǎn)驅(qū)動主軸繞Z 軸轉(zhuǎn)動一定角度,RX10 高精密齒盤向上抬起2.5mm,沿C 軸轉(zhuǎn)動方向的反向,以每5°為一節(jié)回轉(zhuǎn)到C 軸所轉(zhuǎn)動的基準(zhǔn)位置上,使角度反射鏡回到初始位置,通過測量兩次反射光束的偏差計(jì)算C 軸回轉(zhuǎn)誤差。由于環(huán)境溫濕度對回轉(zhuǎn)精度測量影響很小,而且EC10 環(huán)境補(bǔ)償單元可以對溫濕度變化進(jìn)行補(bǔ)償,所以該實(shí)驗(yàn)對環(huán)境溫濕度要求不高,實(shí)驗(yàn)室環(huán)境可滿足實(shí)驗(yàn)條件。
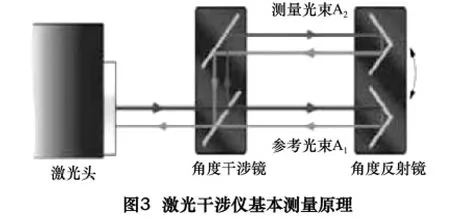
激光干涉儀基本測量原理如圖3 所示,ML10 激光頭發(fā)出的激光束通過角度干涉鏡分成兩束平行光束(參考光束和測量光束)進(jìn)入角度反射鏡,再通過干涉鏡合并成一束光束返回激光頭,回轉(zhuǎn)軸轉(zhuǎn)動一定角度產(chǎn)生的偏差引起角度反射鏡微小轉(zhuǎn)動,使返回光束形成干涉條紋,激光干涉儀檢測干涉條紋的變化并通過軟件計(jì)算出回轉(zhuǎn)軸的定位誤差,多次重復(fù)測量可得回轉(zhuǎn)軸的重復(fù)定位誤差。

2.2 實(shí)驗(yàn)步驟
校準(zhǔn):將木工雙擺角銑頭移到起始位置(原點(diǎn)),保證C 軸軸線與主軸軸線重合,A 軸軸線與主軸軸線垂直并相交。在回轉(zhuǎn)軸上準(zhǔn)直RX10(確保偏心E <0.5mm),在鎖定和解鎖RX10 時(shí)檢查激光光束準(zhǔn)直,校準(zhǔn)光學(xué)鏡設(shè)定,保證激光強(qiáng)度基本滿格。調(diào)試校準(zhǔn)過程:調(diào)整ML10 激光頭與角度反射鏡,保證反射光束處于光靶中心;角度折射鏡靠近角度反射鏡調(diào)整,將測量光束與參考光束盡量重合并處于光靶中心;微調(diào)激光準(zhǔn)直輔助鏡,將光斑朝著RX10 上升的反向偏移,使激光強(qiáng)度處于1/2 偏上兩格并保持相對穩(wěn)定;分度器順時(shí)針或逆時(shí)針定位,開始校準(zhǔn)循環(huán)(共8 次),如圖4所示,最后得出合理的角度偏差和角度因子。
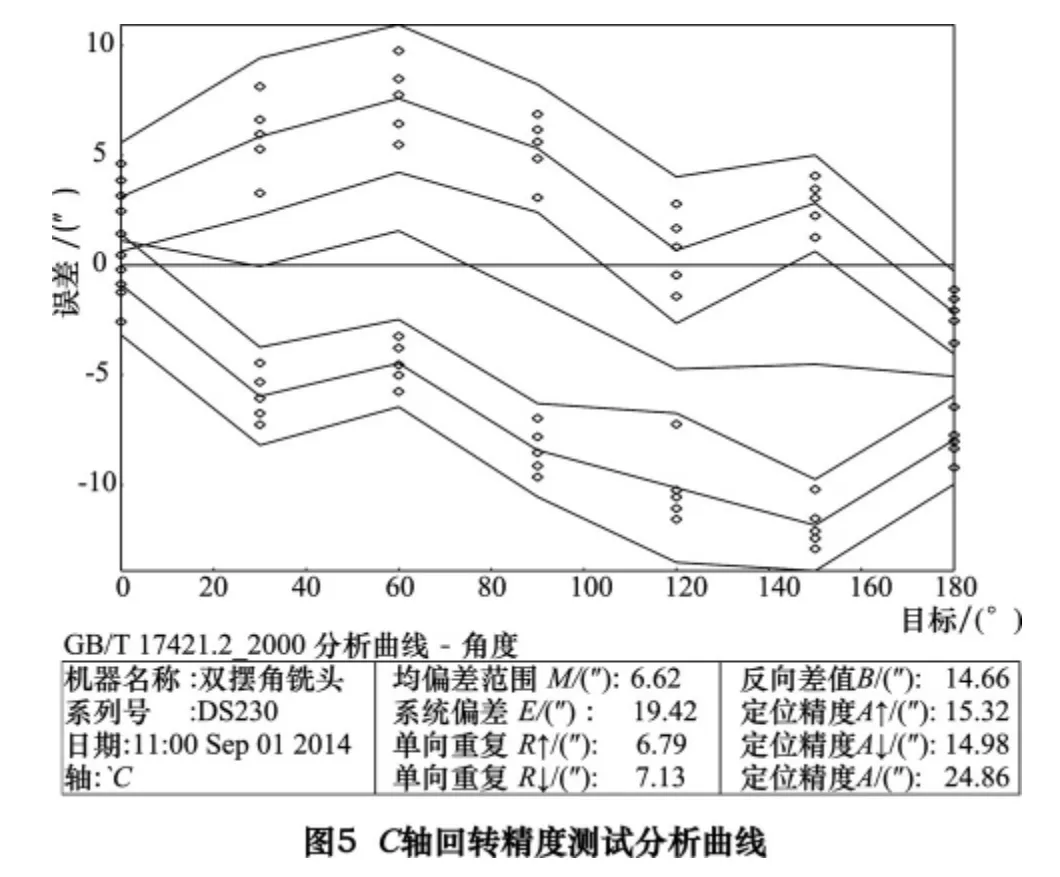
測試過程:參考國家標(biāo)準(zhǔn)[4-7],測試目標(biāo)點(diǎn)取0°、30°、60°、90°、120°、150°和180°共7 個(gè)位置,選擇自動采集數(shù)據(jù)。通過木工雙擺角銑頭控制系統(tǒng)設(shè)定,保持A 軸固定,即A 軸傳動鏈、主殼體支撐和主軸保持相對固定,整體作為C 軸回轉(zhuǎn)輸出端。控制C 軸從原點(diǎn)開始正向轉(zhuǎn)動,每轉(zhuǎn)動30°停頓10 s,以便測試軟件采集數(shù)據(jù),0°和180°回程測量時(shí)采取C 軸連續(xù)換向轉(zhuǎn)動,即C 軸從180°位置正向轉(zhuǎn)到190°繼續(xù)反向轉(zhuǎn)到180°停頓。相同條件下再重復(fù)以上過程4 次,由測試軟件記錄目標(biāo)位置的偏差值,根據(jù)標(biāo)準(zhǔn)計(jì)算公式算出每一目標(biāo)位置對應(yīng)的均位偏差、重復(fù)精度、反向差值等結(jié)果,如表1 所示。測試軟件具備數(shù)據(jù)分析功能,分析依據(jù)選擇國家標(biāo)準(zhǔn)GB/T 17421.2 -2000,即可獲得木工雙擺角銑頭C 軸回轉(zhuǎn)精度測試結(jié)果的分析曲線,并且可直接計(jì)算出C 軸回轉(zhuǎn)軸線雙向定位精度、單向重復(fù)定位精度、反向差值、平均雙向位置偏差范圍和雙向定位系統(tǒng)偏差,分析曲線及計(jì)算結(jié)果如圖5 所示。

3 分析與結(jié)論
依據(jù)國家標(biāo)準(zhǔn)GB/T 28388.1—2012 給出的參考公差,木工雙擺角銑頭C 軸回轉(zhuǎn)雙向定位精度A=24.86" >24",單向重復(fù)定位精度R↑和R↓分別為6.79"和7.13",均小于8",反向差值B=14.66" >12",平均雙向位置偏差范圍M=6.62" <12",說明該木工雙擺角銑頭C 軸回轉(zhuǎn)精度還有待進(jìn)一步提高。
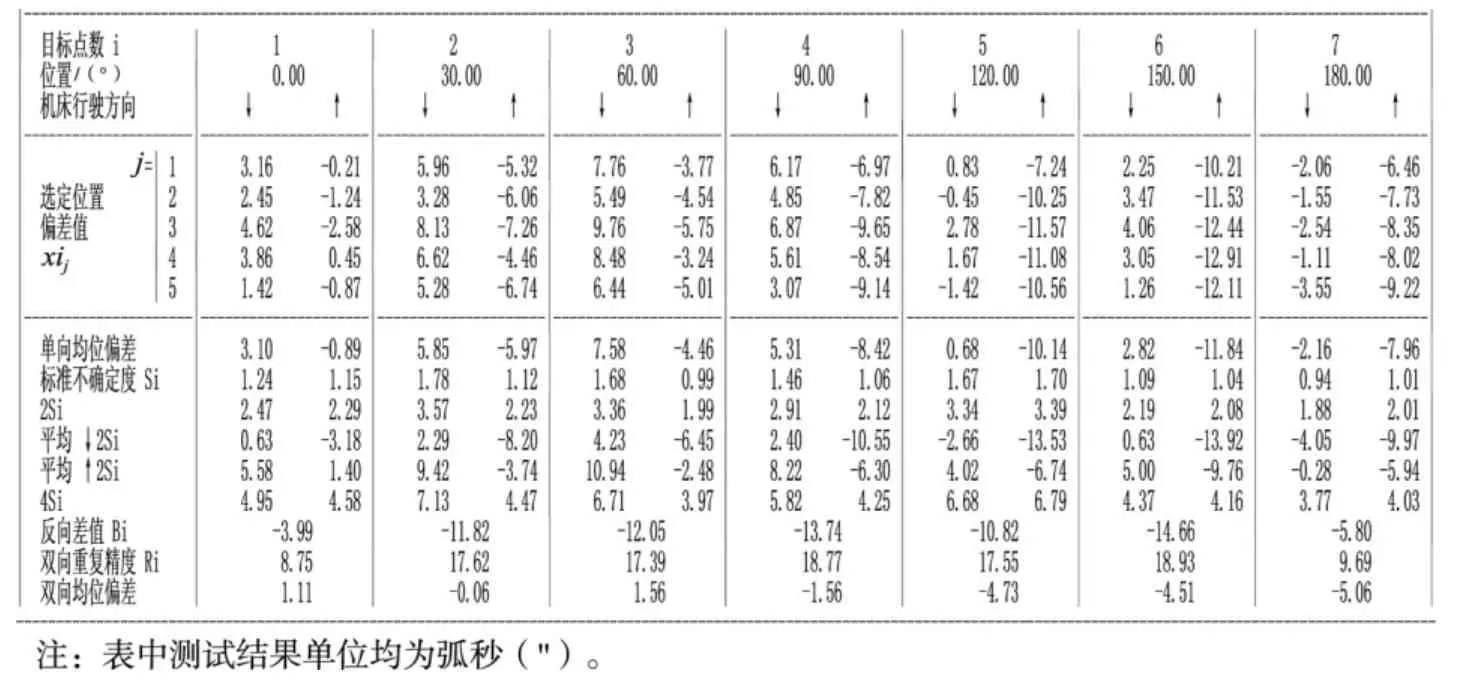
表1 C 軸回轉(zhuǎn)精度測試結(jié)果
由圖5 分析曲線可知,銑頭從0°到180°正向轉(zhuǎn)動的過程中,定位誤差基本均為負(fù)值,反向回程的定位誤差大部分為正值,可能是因?yàn)镃 軸傳動鏈零部件制造與安裝精度不高產(chǎn)生的反向間隙,或者同步齒形帶安裝松弛造成微量打滑。單向定位誤差的絕對值呈現(xiàn)逐漸增大的趨勢,可能是由誤差累積引起的結(jié)果。目標(biāo)位置為150°時(shí)的定位誤差及反向差值最大,需要重點(diǎn)采取有效措施提高該位置的回轉(zhuǎn)精度。此外,控制系統(tǒng)也可能是影響木工雙擺角銑頭回轉(zhuǎn)精度的主要因素。
綜上所述,該實(shí)驗(yàn)方法簡單易行,同樣適用于雙擺角銑頭A 軸回轉(zhuǎn)精度測試。根據(jù)測試結(jié)果,設(shè)定控制系統(tǒng)的誤差有效補(bǔ)償,可進(jìn)一步提高木工雙擺角銑頭C 軸回轉(zhuǎn)精度,對提高加工產(chǎn)品的表面質(zhì)量具有重要意義。
[1]Wang S Y,Zhang W,Zhang Q W,et al.Reliability analysis about A/C-axis of woodworking five-axis milling head[J].Applied Mechanics and Materials,2014,635 -637:407 -410.
[2]蔡春剛,任志輝,李東旭,等.擺角銑頭的動態(tài)誤差及補(bǔ)償技術(shù)[J].制造技術(shù)與機(jī)床,2011(11):105 -106.
[3]高秀峰,劉春時(shí),李焱,等.基于激光干涉儀的A/C 軸雙擺角銑頭定位誤差檢測與辨識[J].機(jī)械設(shè)計(jì)與制造,2011(12):212 -214.
[4]GB/T 17421.2—2000.機(jī)床檢驗(yàn)通則 第2 部分:數(shù)控軸線的定位精度和重復(fù)定位精度的確定[S].北京:中國標(biāo)準(zhǔn)出版社,2000.
[5]GB/T 28388.1—2012.擺動式AC 軸聯(lián)動銑頭 第1 部分:精度檢驗(yàn)[S].北京:中國標(biāo)準(zhǔn)出版社,2012.
[6]GB/T16462.4—2007.數(shù)控車床和車削中心檢驗(yàn)條件 第4 部分:線性和回轉(zhuǎn)軸線的定位精度及重復(fù)定位精度檢驗(yàn)[S].北京:中國標(biāo)準(zhǔn)出版社,2007.
[7]楊斌,昝林,穆英娟.關(guān)于數(shù)控機(jī)床定位精度檢驗(yàn)標(biāo)準(zhǔn)的比較分析[J].制造技術(shù)與機(jī)床,2014(7):167 -169.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00
