采用壓床淬火減小齒輪畸變的工藝研究
2015-04-25 01:45:40金星燁鄭衛剛
機床與液壓 2015年10期
關鍵詞:工藝
金星燁,鄭衛剛
(1. 武漢理工大學能源與動力工程學院,湖北武漢430063;2. 武漢理工大學工程實訓中心,湖北武漢430063)
壓床淬火是在一種能夠限制齒輪畸變方向、公差固定的夾具上淬火的一種特殊工藝,它能夠使齒輪的畸變和漲縮量最小。如對于薄壁大盤型齒輪及汽車同步器齒套之類的齒輪,采用壓床淬火可以將生產過程中的材料、機械加工及熱處理生產中存在的各種潛在畸變因素在強壓作用下,去除或減小其影響。
在設計與調整好壓床淬火工藝的條件下,齒輪內孔圓度及其安裝端面平面度均可達到技術要求。
采用淬火壓床對環套類齒輪畸變超差件進行校正,不僅可以達到批量校正效果,而且校正效果很好。
1 淬火壓床結構圖
圖1 (圖中p 為施加壓力)所示為美國格里森537 型脈動淬火壓床,可用于各種內齒輪、錐齒輪等的淬火。采用這種設備加壓淬火后,可以有效地控制齒輪的翹曲和圓度畸變。加壓的心軸是光滑的,有的是錐形的。

圖1 帶內齒輪的離合器體的壓床淬火
2 齒輪壓床淬火工藝
2.1 3 個階段壓力淬火方式
齒輪的壓床淬火多采用脈動式淬火壓床進行3 個階段壓力淬火方式,可根據齒輪的結構、材料淬透性等確定內、外環及擴張器壓力和3 個階段的噴油流量。通常,第一階段應采用短時間大流量,使其快速越過奧氏體部穩定區,進入馬氏體轉變溫度區;第二階段減少淬火油流量,適當增加冷卻時間,使齒輪在較小的冷卻速度下完成馬氏體轉變,以減小畸變產生;第三階段應采用大流量淬火油,使工件冷卻到低溫狀態,進一步減小應力,穩定齒輪畸變。
2.2 齒輪壓床淬火畸變量控制因素
結合實際經驗制定表1 所示常見齒輪壓床淬火畸變超差原因及對策。壓床淬火齒輪畸變量的控制主要是受齒輪的加工精度和壓膜的設計與制造精度、壓床淬火工藝參數及現場調整的影響。其中,影響齒輪畸變的主要內部因素是齒輪鋼材的淬透性。對此,應根據齒輪模數、材料及其使用性能要求等選擇合理的淬透性。
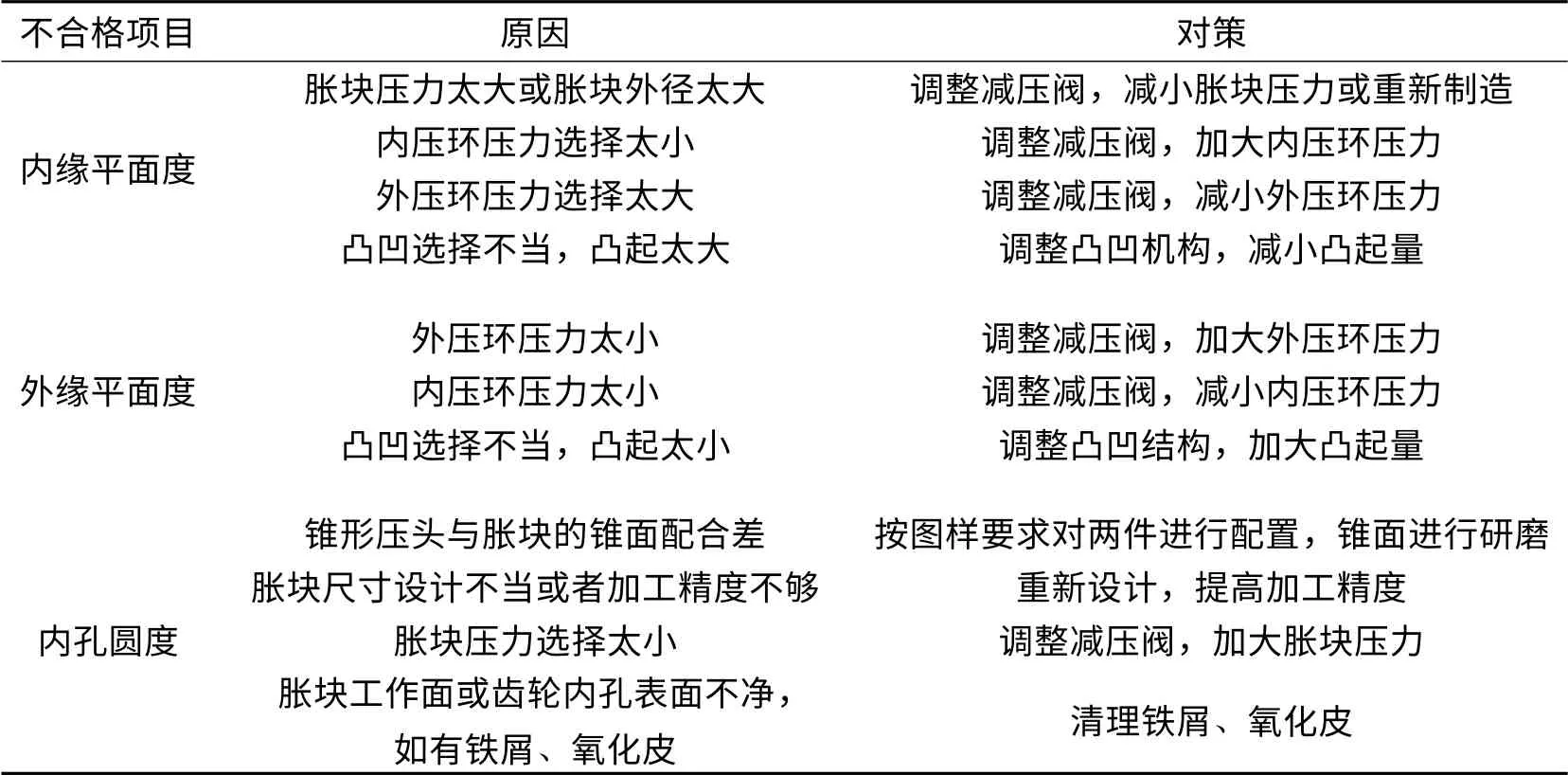
表1 常見齒輪壓床淬火畸變超差原因及對策
2.2.1 通過正交工藝試驗方案優化工藝參數
表2 為載貨汽車后橋從動弧齒錐齒輪采用壓床淬火減小畸變的正交工藝試驗方案。結果表明:對壓床淬火畸變影響由大到小的順序為外壓環壓力≥擴張器壓力≥內壓環壓力≥冷卻油流量。采用優化正交工藝后壓床淬火取得明顯效果,優化工藝參數后的壓床淬火合格率見表3。

表2 載貨汽車后橋從動弧齒錐齒輪壓床淬火正交試驗因素和水平

表3 優化工藝參數后的壓床淬火合格率
2.2.2 壓膜的設計
由于壓膜的設計、制造和調整比較復雜,因此,齒輪的淬火壓床多被大批量生產的專業廠家采用。不同的齒輪需要設計制造不同的壓膜,以便更好地控制畸變。同時應考慮工件幾何形狀、化學成分和淬火過程的體積變化。圖2 所示為典型的齒輪淬火壓床用壓膜結構圖。

圖2 典型的齒輪淬火壓床用壓膜結構
壓膜應通過現場工藝試驗以選擇最佳施壓部位,應選擇減少齒輪壓床淬火畸變的關鍵點,應選擇在齒頂錐面或齒頂的平臺上,與支承端面外緣保持一定的水平距離。
上壓膜壓力的選擇。壓力大小可根據齒輪的齒寬和厚度來確定。施壓點應遠離支承端面外緣,與呈現“鍋蓋形”的齒輪構成一個懸臂梁體系,支承端面外緣是支點即固定端,內緣部分則懸空是自由端,施壓點至支承端面外緣是水平距離即力臂長。因此,所施壓力雖然很小,但可以通過力臂而增大。
2.2.3 淬透性分析
由于22CrMnTiH 材料淬透性較高,在壓床淬火過程中,心部體積膨脹較大,內應力較大,變形趨勢大。應嚴格控制齒輪毛坯材料。
22CrMnTiH 材料淬透性曲線帶見圖3。
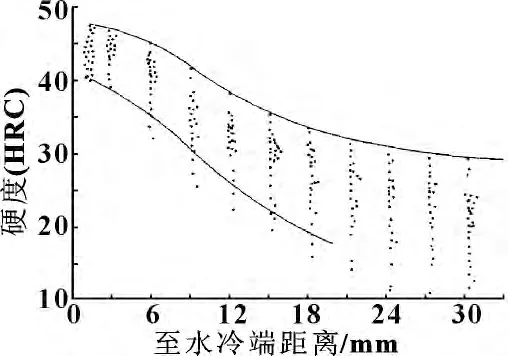
圖3 22CrMnTiH 鋼的淬透性帶
22CrMnTiH 材料淬透性與化學成分回歸方程為:
J9=-15.54 +87.09wC+18.27wMn+ 11.14wCr
J15=-21.35 +83.44wC+20.21wMn+10.98wCr
應用22CrMnTiH 鋼的淬透性回歸方程推導出的聯立方程控制熔煉成分含量,縮小淬透性帶的寬度,提高齒輪淬透性合格率。
3 從動弧齒錐輪工藝試驗研究
3.1 材料的選擇及原工藝路線
A、B、C、D 4 種汽車后橋從動弧齒錐齒輪(圖4,其主要尺寸、參數及畸變要求見表4,壓床淬火工藝參數見表5)材料為22CrMnTiH3 鋼,有效硬化層深度分別為1.7 ~2.1 mm,表面與心部硬度分別為HRC58 ~64 和HRC33 ~45;碳化物、馬氏體與殘留奧氏體不大于5 級;齒輪運動精度為8 級,接觸精度為7 級。

圖4 后橋從動弧齒錐齒輪簡圖
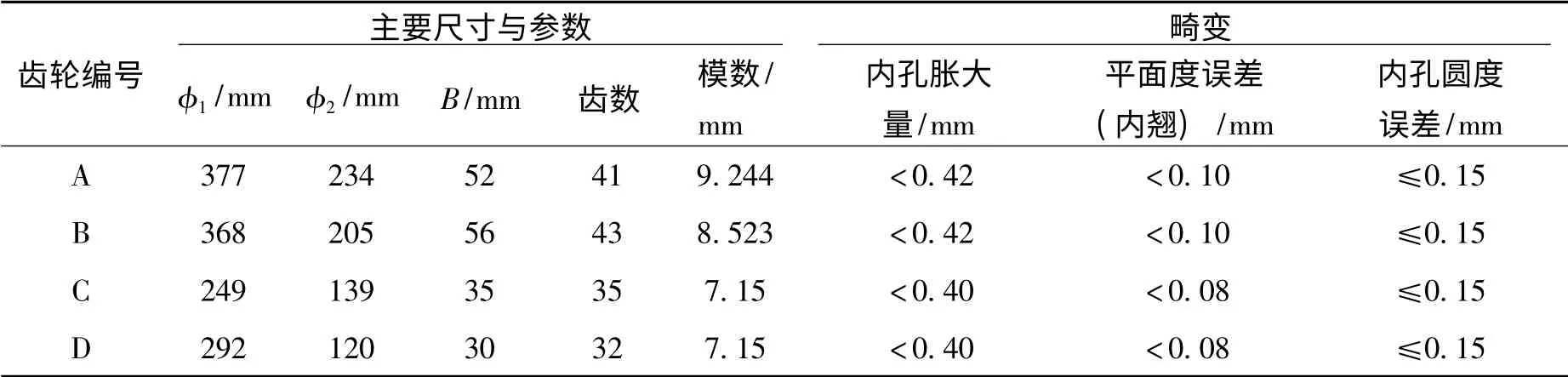
表4 齒輪的主要尺寸、參數及技術要求

表5 齒輪壓床淬火工藝參數
(1)齒輪加工工藝路線。下料→鍛造→正火→車削→銑齒→滲碳→空冷→二次加熱壓床壓力淬火→回火→精加工→檢驗→入庫。
(2)原壓床壓力淬火工藝。采用瑞士奧利康淬火壓床進行雙環(內、外壓環)施壓淬火,上壓模總壓力50 ~100 kN,中心柱塞壓力10 ~15 kN,內、外壓環壓力分配為1.5∶ 2.5,施壓油冷時間3 ~4.5 min,噴油量350 ~450 L/min。
3.2 壓床淬火改進方法
(1)采用低壓力單個壓環的淬火方法。由于采用的壓力相對較小,因此對淬火壓床的維護保養有利,可將上述工藝中的上壓膜總壓力降至3 ~16 kN,中心柱塞壓力降至2 ~3 kN。
(2)由于齒件單件質量大,在高溫情況下材料屈服強度較低,疊加放置會造成下面齒輪畸變加大。改進為利用組合料架水平單獨擺放(圖5),可以有效避免疊加放置造成的下面齒輪的翹曲。

圖5 利用組合料架水平單獨擺放示意圖
(3)可以采用旋轉淬火壓床(圖6)進行壓力淬火,以獲得較小彎曲畸變,并提高生產率。用淬火壓床下面的兩個輥子支承工件并使工件旋轉,上面的輥子用來壓住工件并加壓。

圖6 旋轉淬火壓床
(4)延長外壓環保壓時間。當外壓環壓住工件后,如果保壓時間短,工件會自由收縮。應在壓床淬火第一階段和第二階段,增加保壓時間,減少脈沖次數。
(5)合理調整內、外壓膜壓力。壓力淬火的目的是為了限制工件,抵消工件的轉變應力,而不是重新定形達到最終形狀,所以內、外壓膜的壓力應取最小值,能矯正零件即可。
3.3 改進試驗結果
采用以上改進措施,將A、B、C 3 種齒輪各取20 件進行試驗,試驗結果見圖7,精度檢驗情況見表6,其金相組織及硬度均合格,內孔圓度誤差為0.092 ~0.120 mm、內孔脹大量為0.325 ~0.385 mm、端面平面度(內翹)為0.068 ~0.077,均符合畸變要求。

圖7 3 種齒輪低壓力單個壓環淬火后的畸變情況

表6 齒輪熱處理后精度檢驗情況
3.4 采用淬火壓床的校正方法
對于D 齒輪的校正,可采用脈動淬火壓床(美國格里森537 型)進行壓床淬火返修處理。加熱在RX3-45-9 型箱式爐內(或轉底式爐)進行,加熱溫度(850 ±10)℃。為了防止加熱時脫碳,爐內通入適量保護氣體(如吸熱式RX 氣體)。
4 結論
淬火壓床可應用于控制變形要求嚴格的零件,如汽車后橋從動齒輪、離合器齒套、同步器齒套、薄板類零件等。它是熱成型機械和淬火機合并的一種設備,工件在淬火過程中,按順序或同時完成熱沖壓、彎曲等成形加工,不僅可以減少工件加熱次數,提高設備生產率,而且有利于提高產品質量。
通過控制弧齒錐齒輪的加工精度和壓膜的設計與制造精度、壓床淬火工藝參數等,可大幅改進齒輪翹曲畸變、內孔圓度超差數量、表面脫碳熱處理等問題。
[1]胡明霞.后橋從動錐齒輪的亞溫壓床淬火[J].汽車工藝與材料,2008(10):47-49.
[2]張海.化學成分回歸分析預測20CrMnTiH 鋼的淬透性和機械性能[J].特殊鋼,2001(4):22-23.
[3]鄭衛剛.45 鋼油一水淬火性能的研究[J].熱加工工藝,2013,42(16):195-198.
[4]葛運旺.由PLC 和HMI 構成的感應淬火機床數控系統[J].熱加工工藝,2005(9):53-55.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
