一種高強度板折彎模具的折彎試驗
2015-04-25 01:45:42周歡龔俊杰邵健趙小滿
機床與液壓 2015年10期
關鍵詞:設計
周歡,龔俊杰,邵健,趙小滿
(1. 揚州大學機械工程學院,江蘇揚州225127;2. 江蘇亞威機床股份有限公司,江蘇江都225200)
高強度板,行業(yè)默認的就是抗拉強度很高的板材,目前主要有WELDOX 高強度結構鋼板和HARDOX 耐磨鋼板等系列,寶鋼自主研發(fā)生產的BW 系列熱軋耐磨鋼也屬于高強度板。與普通板材相比,高強度板具有強度高、硬度高、質量輕等優(yōu)點,在汽車、工程機械、航空航天等對材料性能要求較高的行業(yè)中得到了越來越多的應用[1-2]。
1 研究目標與方法
由于高強度板的抗拉強度和硬度非常高,采用普通折彎模具進行折彎時,往往會首先破壞模具而無法進行折彎。高強度板折彎模具正是針對這一需求設計制造的,與普通折彎模具相比,高強度板折彎模具具有如下顯著的優(yōu)點[3]:
(1)上、下模組件采用低合金高強度結構鋼加工組裝而成,加工、安裝方便;
(2)上模尖R 弧部分經(jīng)過局部淬火處理,提高了表面硬度,在折彎時不會產生壓縮變形;
(3)下模模口采用防劃傷設計,可減少折彎過程中對鋼板表面造成的損傷;
(4)可實現(xiàn)3 ~5 MN/m 的折彎能力。
采用理論設計與模擬分析相結合的方法,設計制造出能夠滿足高強度板折彎要求的模具,實現(xiàn)3 ~5 MN/m 的折彎能力,并同時保證折彎精度。
2 研究過程
2.1 結構設計
通過對高強度板折彎模具進行初步設計,進行了如下改進[4],模具外形如圖1、圖2 所示。
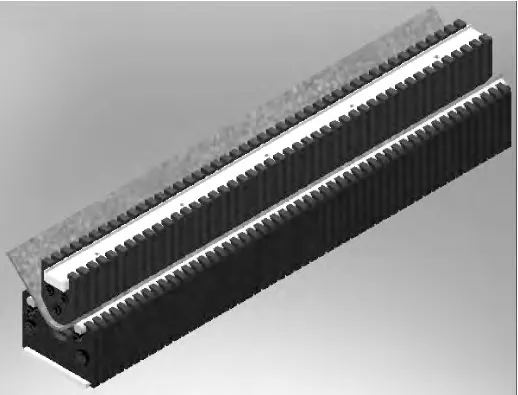
圖1 模具外形圖
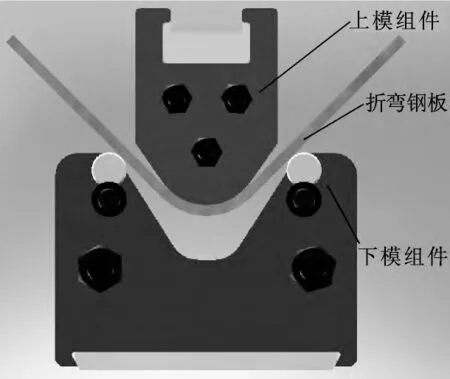
圖2 模具側視圖
(1)上、下模組件采用模板間隔排列組合的方式,模板由激光切割機直接切割成形,加工、安裝方便;
(2)下模采用高硬度材料,提高下模抗磨損性能,下模模口采用防劃傷設計,在下模V 形槽口兩側安裝兩根輥子,輥子采用合金圓棒制成,不易磨損。當進行折彎作業(yè)時,兩根輥子可隨工件的折彎而轉動,從而使工件與輥子之間沒有滑動摩擦,僅有滾動摩擦,可保護工件表面不被劃傷[5];
(3)上模采用較大的R 弧半徑,折彎時不會在工件上留下壓痕。
2.2 模擬分析
建立模具各零部件的三維模型,并進行應力的模擬分析,如圖3、圖4 所示。

圖3 上模片的應力分析

圖4 下模片的應力分析
由應力云圖可以看出:上、下模整體所受應力值均在許用范圍之內;局部所受壓應力偏大。根據(jù)實際工作情況,模具并未發(fā)生疲勞破損。
2.3 折彎試驗[6-7]
對高強度板折彎模具進行一次試制,加工完成后進行裝配并做好試驗準備。折彎試驗在PBB0905 型折彎機上進行,該機最大折彎力6.3 MN,最大折彎長度4 100 mm。模具參數(shù)見表1,試驗用板材參數(shù)見表2。

表1 模具參數(shù)

表2 試驗用板材參數(shù)
(1)試驗一:壓底折彎試驗
折彎板材:2 000 mm × 300 mm × 6 mm HARDOX450 耐磨鋼板與2 000 mm × 300 mm × 16 mm Q235-A 普通碳鋼板;
理論計算總折彎力:485.934 545 5 ×104N;
試驗工況:壓底折彎,實際折彎力6.3 MN,相當于加載3.15 MN/m,系統(tǒng)壓力30 MPa,保壓1 s,連續(xù)折彎4 h。
試驗結果:
①16 mm 普通碳鋼板呈約160°折彎狀態(tài),6 mm耐磨鋼板則反彈至約175°折彎狀態(tài),合金輥子表面無劃傷,有轉動跡象。結論:表明該模具可實現(xiàn)3.15 MN/m 的折彎能力。
②上模尖R 弧部分有輕微壓縮變形。原因:上模片加工后R 弧部分未進行淬火而使其硬度不夠所致,在以后的加工中必須對上模尖R 弧部分進行局部淬火處理,以提高其硬度。
③板材與模具接觸處有明顯壓痕,與上模尖接觸處有翹皮現(xiàn)象。原因:16 mm 普通碳鋼板表面銹蝕嚴重,銹層易于脫落,故會發(fā)生翹皮現(xiàn)象。
(2)試驗二:自由折彎試驗
折彎板材:2 000 mm×300 mm×6 mm Q235-A 普通碳鋼板;
理論計算折彎力:47.127 272 73 ×104N;
試驗工況:自由折彎,設計折彎90°,實際折彎力38.2 ×104N,計算補償0.11 mm。
試驗結果:
①折彎角度。全長均布測量6 個點,測量結果為90°18',90°22',90°30',90°30',90°28',90°20',最大誤差30'。
②直線度。2 000 mm 全長測得最大撓度約0.35 mm,中間段1 000 mm 范圍內測得最大撓度為0.05 mm。
誤差分析:
①卸載后,板材存在一定程度的回彈,致使折彎角度不一致。可調整折彎參數(shù),進行角度補償,并再次進行折彎,直至滿足精度要求。
②現(xiàn)有的下補償方式,只能保證折彎角度的一致性,直線度得不到保證;兩套模具連接處空隙較大,致使折彎時中間空隙部分板材不受力,也影響了折彎精度。可在模具裝配完成后旋緊兩端緊固螺母,將螺桿多余部分切除,以縮小模具連接處的間隙,從而提高折彎精度。
(3)試驗三:自由折彎試驗
折彎板 材:2 000 mm × 300 mm × 6 mm HARDOX450 耐磨鋼板;
理論計算折彎力:150.807 272 7 ×104N;
試驗工況:自由折彎,設計折彎90°,實際折彎力2 MN,計算補償0.20 mm。
試驗結果:板材發(fā)生脆性開裂,試驗失敗。
原因分析:HARDOX 系列耐磨鋼板的硬度、剛度較高,延展性較差,而設計的上模尖R 弧過小,引起了板材開裂,應選擇較大的上模R 弧半徑。重新設計上模尖R 弧大小,根據(jù)板材供應商提供的參數(shù),取R≥4 ×t (t 為折彎板材厚度)。
2.4 拆模檢查
檢查各模口及墊板磨損情況如下:
(1)上模墊板及下模燕尾托板與模片接觸處有線條狀壓痕。原因:由于模片采用激光切割機直接切割完成,未進行后期機加工,表面粗糙度較差,且模片硬度大于上模墊板與下模燕尾托板的硬度,因此上模墊板及下模燕尾托板表面會出現(xiàn)壓痕,在一定程度上會影響折彎精度。
(2)上模尖R 弧部分有明顯壓縮變形。原因:上模片加工后R 弧部分未進行淬火處理而使其硬度不夠所致,在以后的加工中必須對上模尖R 弧部分進行局部淬火處理,以提高其硬度。
(3)上下模裝配后總長小于設計尺寸。原因:由于模片所用的板材厚度存在誤差,其厚度小于12 mm 的設計厚度,因此裝配完成后,模片的厚度誤差累積后較大。以后設計時可考慮在定位圈的厚度設計上采用正公差,以平衡模片的厚度誤差。
(4)合金圓輥表面無劃痕,且在折彎過程中可自由靈活轉動。
3 總結
從上述的試驗結果中可以得出以下結論:
(1)該模具可實現(xiàn)3.15 MN/m 的折彎能力,但實際折彎時需根據(jù)折彎板材的厚度選擇相應的上模R弧及下模開口,使其既能實現(xiàn)安全折彎,又能達到一定的精度要求;
(2)下模開口角必須足夠小,以使板材允許有足夠的過彎曲,來補償板材的回彈角;
(3)下模口邊緣必須清潔完整,通過使用自由轉動的圓輥作為下模邊緣,可使所需的實際折彎力與鋼板破裂的危險性減小。
以后進行此模具試驗時,應在裝配完成后作如下檢測:
(1)上模模尖的直線度,模尖與機床工作臺的平行度;
(2)下模兩根合金圓輥之間的平行度,合金圓輥與機床工作臺的平行度;對下模進行固定,防止上下板材時對下模的位置造成影響;
(3)上下模的中心是否在同一個垂直面上。
[1]余新陸.板件柔性制造系統(tǒng)[M].北京:機械工業(yè)出版社,2007.
[2]丁靜.鈑金數(shù)控折彎工藝系統(tǒng)研究[D].武漢:華中科技大學,2004.
[3]張隨.加工高強度鋼板的工模具鋼選用[J].汽車工藝與材料,2010(6):6-9.
[4]文振輝.數(shù)控折彎機折彎模具的改進[J].金屬加工:冷加工,2013(17):58.
[5]譚曼華,羅玉峰,何國雄.無擦傷折彎摸的結構設計[J].模具工業(yè),2005(8):22-24.
[6]張逸.金屬板材自由折彎模型與實驗研究[D].武漢:華中科技大學,2012.
[7]曹光榮,張子東,劉進,等.高強度板材折彎工藝數(shù)據(jù)的分析[J].鍛壓裝備與制造技術,2011(5):76-79.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
