鋁型材擠壓模參數化CNC程序設計的深化研究
2015-04-25 01:45:44唐曙光王興波步建軍
機床與液壓 2015年10期
唐曙光,王興波,步建軍
(佛山科學技術學院機電系,廣東佛山528000)
參數化CNC 程序俗稱可變數控程序,演繹于CAD 的參數化技術。機床操作人員可以根據機床基準參數與加工工藝參數,簡單改變程序中的若干形狀與工藝參數,就能得到所加工工件的具體數控程序實施加工。利用參數化CNC 程序設計方法,機床操作人員就可不經CAD/CAM 建模,直接在CNC 機床上輕松定制出多種零件的加工。宏編程技術作為一種有效的參數化技術,近年來在數控加工技術中受到廣泛關注[1-8],成為參數化CNC 的重要表現。
鋁型材結構件種類繁多,形狀各異,其擠壓模具的型腔也表現出多種形狀,基本需要CNC 加工才能得到。廣東佛山作為我國鋁型材生產的主力地區,每年都需要大量的鋁型材擠壓模具,其數控加工業務也非常繁忙。為了提高生產效率,諸多鋁型材模具的生產廠家、CNC 設備生產廠家都積極探討鋁型材擠壓模CNC 程序參數化的方法。
文獻[9] 采用幾何與工藝雙匹配的分類方法,將60 種極為常用的鋁型材擠壓上模分為5 類,實現了一種參數化。文中探討了優化參數化編程方法,通過分析幾何與拓撲關系,將30 種下模歸為1 種模型,僅編寫1 個宏程序就可以加工全部30 種極為常用的鋁型材擠壓下模。文中的研究進一步減少了數控編程的工作量,也進一步減少了相應的管理和維護工作,提高生產效率。
1 基于形狀的分類及其優化
圖1 給出了一些典型鋁型材擠壓模下模的型腔形狀圖。從這些形狀可以看出,很多型腔都具有一定的相似性,一個很自然的想法就是根據形狀的相似性對它們進行分類后再給每類定制參數化CNC 程序。這正是文獻[9]的思想和方法,無疑是可行的。但是作者在實現了文獻[9] 的方法后發現,還有進一步優化的空間。這里介紹相關內容。

圖1 部分鋁型材擠壓下模的型腔圖
1.1 基于形狀相似的初步分類
從直觀上分析,圖1 的型腔可分成7 種形態,分別如圖2 所示。

圖2 模具圖7 種形態
直觀看來,每個型腔大致都是4 條輪廓、5 條輪廓均勻分布組成。再觀察細分每條輪廓不難看出,可分為類似三邊形、類似四邊形。其中,類似三邊形又可以分為2 條直邊加1 條弧邊類與3 條直邊組合類;類似四邊形又可以分為3 條直邊加1 條弧邊組合以及4 條直邊組合。此外,無論是類似三邊形還是類似四邊形,邊邊連接處都會有一個圓弧進行過渡。當然,在圖2 中還有一個比較特殊的圖形,它是個由4 條直邊組成的類似四邊形加有1 個標識斜面的輪廓。
基于上述分析,將全部下模分成7 個類型進行CNC 宏編程是不成問題的。文獻[9]正是采用這種分類方法給出了全部上模的參數化CNC 程序設計方法。這里不再贅述。
1.2 優化
根據第1.1 節的分類,加工圖1 所示的全部下模需要7 個參數化CNC 程序包。雖然對比起未進行參數化以前的CNC 編程工作量大有減小,但從輪廓的復雜性來看,7 個參數化CNC 程序的工作量也不算小。事實上,第1.1 節的分類還可以進一步優化。
通過對已經分類的7 種輪廓再進行分析,不難發現,如果忽略有斜面的類似四直邊四邊形(將斜面單獨處理),可將它們大致分為4 類: (1)三直邊類,如圖3 所示;(2)四直邊類,如圖4 所示;(3)三直邊一弧邊類,如圖5 所示;(4)兩直邊一弧類,如圖6 所示。

圖3 三直邊類
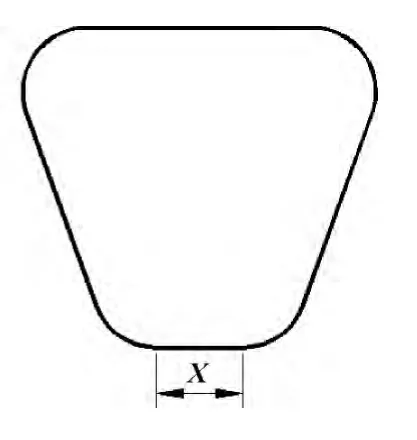
圖4 四直邊類
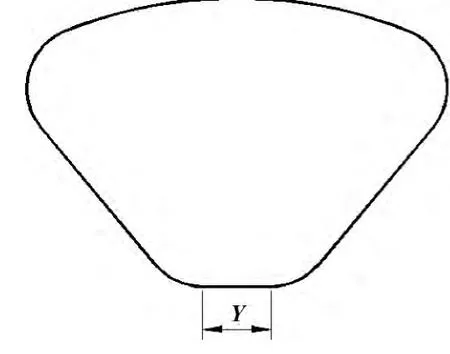
圖5 三直邊一弧邊類

圖6 兩直邊一弧邊類
現在考慮這樣一個情況,假入將圖4、5 中的X與Y 視作可變的參數,那么不難發現,當圖4 中的X、圖5 中的Y 等于0 時,則圖4 變成了圖3、圖5 變成了圖6 。因此,前述4 個分類還可以優化成2 個分類,即圖3 與圖6。
事實上,圖3 與圖6 還可以進一步歸結為圖3。這事因為若將圖6 的弧邊看成是直邊,即將弧邊的弧度角視為0 且半徑無窮大,則圖6 就變成圖3 了。如此一來,圖1 所示的全部下模輪廓,在暫不考慮斜面的情況下,都可以近似看成是圖3。也就是說,只要參數設置合理,只需要一個參數化CNC 程序就能加工圖1 所示的全部型腔。
2 參數化CNC 編程技術
通過前面小節的分析可知,只要編寫一個合適的參數化CNC 程序,就能加工圖1 所示的全部幾十種下模。這里給出具體實現方法。
2.1 刀位軌跡的確定
取圖3 所示的型腔進行分析。根據加工工藝的要求,采用中心旋轉下刀、分層遞進的進刀方式,給出如圖7 所示的路徑歸劃。文獻[9]給出了詳細的分析,這里不再贅述。
管件安裝的方向一定要正確,管件支管進入干管的連接處不是垂直相交,而是一小段圓弧順水的流向進行連接,這樣才能使支管的水很順暢的流向干管,也就是說消音速流管件安裝要注意圓弧的方向向下,否則將起不到消音速流的效果,反而對排水起到了反作用。

圖7 刀位軌跡規劃
2.2 斜面的處理
正如圖1 所示,有些型腔里面帶有斜面。前述參數化處理忽略了斜面,為此需要單獨處理。基本思想是:先是按前述刀位軌跡去加工一個完整的掌子面(截面)后,通過參數調整改變下一個掌子面在斜面處輪廓形狀,即XY 平面的輪廓形狀在每個Z 向是變化的,具體可根據每次進給的深度按比例變化。變化的數量以控制斜面精度為原則,既不能把斜面切變成階梯,又要減少工時。這個需要將參數化程序設計好后,通過切削試件調整。
2.3 參數的確定
參數的確定是參數化CNC 程序設計的核心。對前述各技術要素的分析給出了參數定義的基礎。事實上,參數的確定也不是隨意的,需要作細致分析;它既要滿足工藝要求,又要易于編程。經過大量比較,采用圖8 定義的參數。

圖8 決定加工輪廓的參數
對于斜面部分,給出一個變量M 實現計算,如圖9 所示。全部參數共9 個均定義在表1 中。
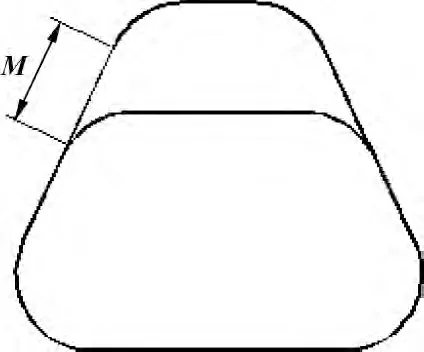
圖9 計算斜面的變量

表1 參數化變量表
2.4 編程計算的要點
基于上述參數規劃,編程計算有如下要點(以圖10 為對象的分析)。需要確定點1、2、3、4、5 的坐標。
(1)點1。因為點0 到點1 之間的線段是一條橫線,所以點1 的增量坐標為:
X=#3/2
Y=0
(2)點2。點1 到點2 之間是一段圓弧,圓弧的角度為A 即#1,半徑為R 即#18,所以點2 的增量坐標為:
X=#18·sin[#1]
Y=#18[1-cos[#1]]

圖10 關鍵點位計算圖
(3)點3。點2 到點3 的坐標是一條斜線,這條斜線的長度為D 即#7,因為∠A +∠C =90°,又因為∠C+∠D=90°,所以∠A=∠D,所以點3 的增量坐標為:
X=#7·cos[#1]
Y=#7·sin[#1]
(4)點4。點3 到點4 之間的線段是一條圓弧,半徑為R 即#18,不難看出,∠E = ∠D = ∠A = #1,而∠F=∠B- [90-∠A],所以點4 的增量坐標為:
X=-#18·sin[#1]+#18·cos[#2-[90-#1]]
Y=#18·cos[#1]+#18·sin[#2-[90-#1]]
(5)點5。點4 與點5 之間是一段圓弧。鑒于這段圓弧的半徑Rx是可以算出來的,為此需要先算出點4 與點5 之間的那段直線的總長的1/2 即Lx。Lx為:
Lx=#3/2 +#18·sin[#1]+#7·cos[#1]-#18·sin[#1]+#18·cos[#2-[90-#1]]
因為∠G=∠F,所以Rx為:
Rx=Lx/cos∠G
根據Lx,點5 的增量坐標為:
X=-2·Lx=-2·[#3/2 +#18·sin[#1]+ #7·cos[#1]-#18·sin[#1]+#18·cos[#2-[90-#1]]]
Y=0
由于這種類似四邊形是關于Y 軸對稱的,所以其他線段始點與終點均按照對稱處理即可。
2.5 具體編程
文中介紹的參數化CNC 程序約有500 行代碼。限于篇幅,這里不贅述。有需要的讀者可以跟通信作者王興波教授聯系索取。
3 仿真實驗與實際加工
為了確保實際加工的質量,事先需要在仿真軟件進行加工仿真。作者對每種加工程序都進行了嚴格仿真并進行試切。圖11 是在三菱MP70 調試的軌跡,圖12 是加工的實物照片。根據佛威精密機器有限公司的大量用戶反映,所開發的宏包滿足用戶的需求。

圖11 三菱MP70 加工中心顯示的加工軌跡之一

圖12 加工的實物照片
4 結束語
利用參數CNC 編程加工鋁型材擠壓模可減少CAD/CAM 建模環節,直接將宏包嵌入在加工中心,方便用戶使用,減少編程工作量,提高數控加工效率,減少管理成本,增加CNC 機床附加值。基于對佛山地區大量使用的鋁型材擠壓模具的調研,對鋁型材擠壓模的數控加工實施參數化CNC 編程并內置宏包于各種CNC 加工中心之中,既滿足廣大用戶的需要也提高了CNC 設備的附加值,是一件很有意義的事情。這項工作不僅適合于鋁型材擠壓模的加工,也適合于其他類似的數控加工,具有推廣價值。
[1]李艷華.宏編程技術探索及其在數控加工中的應用[J].機械設計與制造,2006(1):142-143.
[2]艾建軍.基于華中世紀星數控系統宏程序研究[D].保定:華北電力大學(河北),2009.
[3]呂孝敏.基于宏程序的二次曲線數控加工[D].合肥:合肥工業大學,2010.
[4]吳志光.基于FANUC Oi 系統宏程序在二次曲面銑削加工中的應用研究[D].合肥:合肥工業大學,2010.
[5]徐國權,陳亞崗.巧用宏程序編程提高加工效率[J].機電一體化,2011(15):74-75.
[6]班小強,覃桂全.談宏程序在數控加工程序中的應用[J].黑龍江科技信息,2011(16):92.
[7]聶穎.宏程序在數控銑削編程中的應用[J].企業技術開發,2012(19):4-6.
[8]雷剛.數控編程中宏程序的應用與探討[J].湖南農機,2012(9):50-51.
[9]WANG Xingbo,BU Jianjun,TANG Shuguang.Parametric CNC Programming for Aluminum Extrusion-moulds[J].Asia Journal of Engineering and Technology,2014,2(4):109-1180.
