銑頭旋轉(zhuǎn)分度精度分析
2015-04-25 01:43:18董躍李再參師如華王丹
機(jī)床與液壓 2015年8期
董躍,李再參,師如華,王丹
(1. 云南省機(jī)電一體化應(yīng)用技術(shù)重點(diǎn)實(shí)驗(yàn)室,云南昆明650031;2. 云南省先進(jìn)制造技術(shù)研究中心,云南昆明650031)
項(xiàng)目研發(fā)的自動(dòng)大扭矩直角分度銑頭是數(shù)控鏜、銑床的重要功能部件。在高檔數(shù)控機(jī)床上安裝高精度、高自動(dòng)化的數(shù)控旋轉(zhuǎn)分度銑頭,能有效地?cái)U(kuò)展機(jī)床的功能和提高生產(chǎn)效率。此項(xiàng)目設(shè)計(jì)方案充分利用配套機(jī)床主軸的動(dòng)力源,為銑頭自動(dòng)精確分度和切削加工提供動(dòng)力。為了滿足配套各種鏜銑床的要求,面對(duì)配套主機(jī)的傳動(dòng)系統(tǒng)齒輪為常規(guī)精度等級(jí)、傳動(dòng)鏈較長(zhǎng)等問(wèn)題,需對(duì)銑頭與配套主機(jī)的傳動(dòng)系統(tǒng)精度進(jìn)行理論分析和試驗(yàn)檢測(cè),以檢驗(yàn)設(shè)計(jì)方案在分度和精度自身校正方面是否滿足實(shí)用要求。
1 影響精密機(jī)械設(shè)備精度的因素
根據(jù)影響誤差的因素不同,通常將誤差分為3類:第一類原理誤差為可分為方案誤差、機(jī)構(gòu)原理誤差、光路原理誤差和電器部分原理誤差等;第二類制造誤差包括零件制造誤差及零部件和產(chǎn)品的裝配調(diào)整誤差;第三類使用誤差為受力變形、熱變形、振動(dòng)及磨損等引起的誤差。
當(dāng)產(chǎn)品由光、機(jī)、電三部分構(gòu)成時(shí),這3 個(gè)部分的誤差總和為總誤差,總誤差可分為隨機(jī)誤差和系統(tǒng)誤差二大部分,隨機(jī)誤差主要是制造、使用等方面的誤差;系統(tǒng)誤差主要由原理誤差和相關(guān)聯(lián)的制造和使用等各種誤差組成。在此項(xiàng)目中,根據(jù)實(shí)際情況,銑頭傳動(dòng)系統(tǒng)的誤差主要是隨機(jī)誤差,因此,下面將對(duì)隨機(jī)誤差進(jìn)行理論分析。
2 隨機(jī)誤差的合成
若產(chǎn)品的隨機(jī)性原始誤差的標(biāo)準(zhǔn)差為σ1、σ2、…、σi,根據(jù)方差運(yùn)算規(guī)則,合成后隨機(jī)誤差的標(biāo)準(zhǔn)差為:

式中:ρij為第i 個(gè)和第j 個(gè)單次隨機(jī)誤差的相關(guān)系數(shù)。通常用極限誤差δj表征隨機(jī)誤差,即:δj= κj·σj,系數(shù)κj不但與置信概率有關(guān),并且與對(duì)應(yīng)的隨機(jī)誤差的概率分布有關(guān)。常見(jiàn)的分布有正態(tài)分布、均勻分布和三角形分布等。合成后當(dāng)各誤差項(xiàng)互不相關(guān),ρij=0 時(shí),總隨機(jī)不確定度極限值為:

式中:系數(shù)κ 為總隨機(jī)誤差的極限誤差δ∑與標(biāo)準(zhǔn)誤差σ 的比值,它與置信概率(置信度)和概率分布有關(guān)。
對(duì)于隨機(jī)誤差常常僅已知其估計(jì)值為±δj,而不知其概率分布。然而誤差的分布不同,直接影響誤差的合成,因此需要對(duì)未知的誤差分布作出合理的假設(shè),以使誤差的合成結(jié)果最接近于真實(shí)情況。根據(jù)不同分布、不同合成方法比較,未知分布的誤差假設(shè)為均勻分布較為合理,也比較保險(xiǎn),計(jì)算時(shí)可采用較方便的高斯算法:

3 齒輪傳動(dòng)的精度計(jì)算
在銑頭分度旋轉(zhuǎn)中,傳動(dòng)齒輪制造和裝配的不確定會(huì)影響傳動(dòng)系統(tǒng)的傳動(dòng)精度,例如:齒輪有徑向圓跳動(dòng)和軸向竄動(dòng),軸與孔有配合間隙,銑頭箱體有孔距誤差、導(dǎo)向面誤差等。傳動(dòng)件的誤差最終將在不同程度上影響整個(gè)傳動(dòng)系統(tǒng)的傳動(dòng)精度。在使用過(guò)程中,作用力及溫度的變化也會(huì)影響傳動(dòng)鏈的傳動(dòng)精度。傳動(dòng)精度可分別從傳動(dòng)誤差和回程誤差兩個(gè)方面進(jìn)行研究。
在該銑頭傳動(dòng)系統(tǒng)中,旋轉(zhuǎn)分度的動(dòng)力主要來(lái)源于配套主機(jī)伺服電機(jī)的動(dòng)力,通過(guò)齒輪傳動(dòng)鏈實(shí)現(xiàn)傳遞的。因此,下面將重點(diǎn)對(duì)齒輪副的傳動(dòng)誤差進(jìn)行分析計(jì)算。
齒輪傳動(dòng)鏈的傳動(dòng)誤差是各對(duì)齒輪副傳動(dòng)誤差的綜合,而每對(duì)齒輪副傳動(dòng)誤差則是由齒輪、軸、軸承和箱體孔的制造及其裝配誤差、受力變形等造成的。
3.1 影響齒輪傳動(dòng)誤差的因素
3.1.1 齒輪加工誤差
影響齒輪傳動(dòng)誤差的主要因素是齒輪加工誤差。由齒輪公差標(biāo)準(zhǔn)可知,根據(jù)齒輪傳動(dòng)的用途和生產(chǎn)條件,齒輪的運(yùn)動(dòng)精度可任選下列一組檢驗(yàn)來(lái)驗(yàn)收:
(2)周節(jié)累積公差(Fp)(靜態(tài)綜合精度指標(biāo));
(4)齒圈徑向跳動(dòng)公差(Fr)與公法線長(zhǎng)度變動(dòng)公差(Fw)。
設(shè)想引入一個(gè)隨機(jī)變化的由幾何偏心和運(yùn)動(dòng)偏心綜合而成的當(dāng)量偏心eΣ,則由此偏心造成的那部分傳動(dòng)誤差(在齒輪節(jié)圓上度量的線值)可表示為:

3.1.2 齒輪孔與軸的配合間隙及軸偏心
由間隙、軸偏心引起的傳動(dòng)誤差表達(dá)式分別為:
Δc= Δc·sinφc/2cosα
Δs= Δs·sinφs/2cosα
式中:Δc 為軸孔配合間隙;Δs 為軸的徑向圓跳動(dòng);φc為間隙偏心的相位角;φs為軸偏心的相位角。
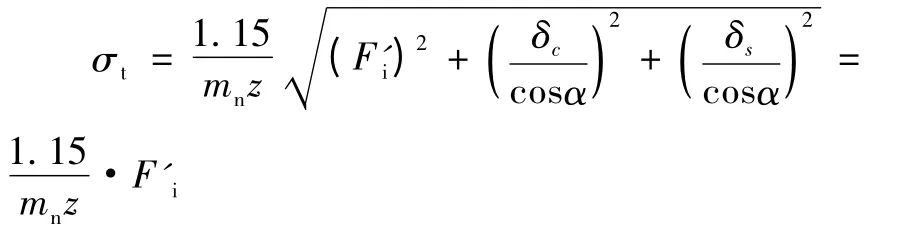
單個(gè)齒輪傳動(dòng)誤差的標(biāo)準(zhǔn)差σt為:

3.2 傳動(dòng)誤差的傳遞與綜合
圖1 所示的傳動(dòng)鏈,在輸出軸l 上的傳動(dòng)鏈傳動(dòng)誤差Δtl為各個(gè)齒輪傳動(dòng)誤差折算到輸出軸l 后的綜合。傳動(dòng)鏈傳動(dòng)誤差的綜合式為:

式中:Δtk為第k 個(gè)齒輪的傳動(dòng)誤差, (');ikl為第k個(gè)齒輪到輸出軸l 的轉(zhuǎn)速比,ikl=nk/nl;Δtk、Δtl均為隨機(jī)誤差。因此,在輸出軸l 上的傳動(dòng)鏈傳動(dòng)誤差,根據(jù)式(2)和式(3)得統(tǒng)計(jì)值計(jì)算式:

式中:σtl為輸出軸l 上的傳動(dòng)鏈傳動(dòng)誤差的理論標(biāo)準(zhǔn)差(');σtk為第k 個(gè)齒輪傳動(dòng)誤差的標(biāo)準(zhǔn)差(')。
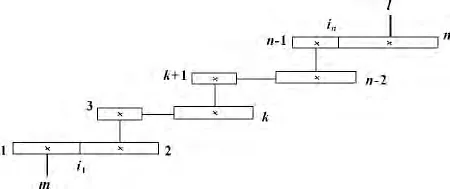
圖1 傳動(dòng)鏈?zhǔn)疽鈭D
4 銑頭工作原理
圖2 是滑枕式鏜銑床與銑頭配套的傳動(dòng)系統(tǒng)示意圖,銑頭通過(guò)滑枕主軸的端鍵將動(dòng)力傳遞給銑頭固定軸。銑頭功能部件在液壓油驅(qū)動(dòng)下,通過(guò)運(yùn)動(dòng)殼體的左、右移動(dòng),實(shí)現(xiàn)了以下二種工況:
向右移動(dòng)時(shí),固定軸外齒圈Z17與運(yùn)動(dòng)殼體內(nèi)齒圈Z16嚙合,而聯(lián)接運(yùn)動(dòng)和固定殼體的端齒盤脫嚙,運(yùn)動(dòng)殼體在固定軸的帶動(dòng)下實(shí)現(xiàn)旋轉(zhuǎn)分度;
向左移動(dòng)時(shí),齒輪Z17與Z16脫嚙,而固定和運(yùn)動(dòng)殼體的端齒盤嚙合,運(yùn)動(dòng)殼體被牢固鎖緊,確保銑頭切削中具有足夠的剛度;同時(shí),還利用端齒盤自身的分度精度對(duì)銑頭運(yùn)動(dòng)殼體的旋轉(zhuǎn)分度誤差進(jìn)行精確校正;另外,固定軸Z18與銑頭主軸Z19傘齒輪的嚙合,滑枕主軸帶動(dòng)銑頭主軸旋轉(zhuǎn),為銑頭切削工作提供了動(dòng)力。
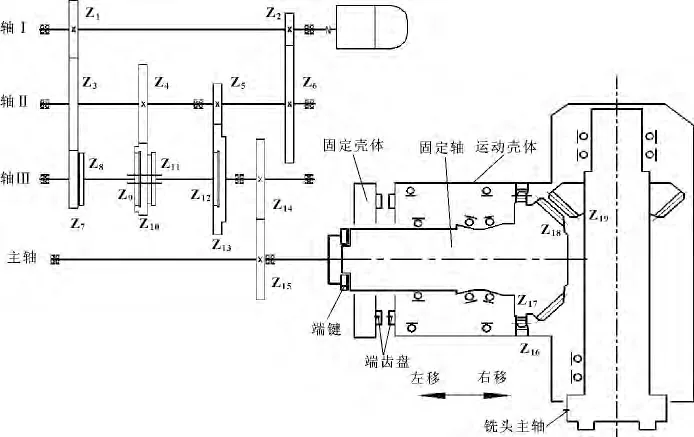
圖2 銑頭與配套滑枕式鏜銑床的傳動(dòng)系統(tǒng)示意圖
選用D400Z 144 TED ISA 型號(hào)的端齒盤,齒數(shù)144,每齒分度2°30',嚙合示意見(jiàn)圖3,只要旋轉(zhuǎn)誤差得到控制,傳動(dòng)鏈自動(dòng)分度誤差小于端齒半個(gè)齒的分度誤差,即1°15'。端齒盤能夠正常嚙合,利用端齒盤自身的分度精度,就能消除銑頭旋轉(zhuǎn)分度時(shí)傳動(dòng)鏈產(chǎn)生的誤差。
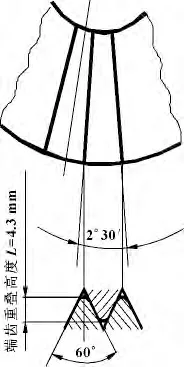
圖3 端齒盤齒嚙合示意圖
5 傳動(dòng)系統(tǒng)誤差計(jì)算
根據(jù)項(xiàng)目設(shè)計(jì)情況,傳動(dòng)鏈各孔與軸的配合都很緊,軸加工精度較高,軸的徑向圓跳動(dòng)很小,即δc≈0、δs≈0,則單個(gè)齒輪傳動(dòng)誤差的標(biāo)準(zhǔn)差為:
Z8、Z9、Z11、Z12、Z16、Z17為內(nèi)、外齒輪離合器,嚙合精度較高,傳動(dòng)誤差忽略不計(jì);Z3過(guò)橋輪為變位齒輪,Z9、Z10和Z11是三聯(lián)滑移齒輪,在軸Ⅲ上由花鍵聯(lián)接傳遞扭轉(zhuǎn)動(dòng)力。傳動(dòng)路線分3 條為:

第1 條齒輪傳動(dòng)鏈傳動(dòng)誤差Δtl計(jì)算列表見(jiàn)表1。第2 條齒輪傳動(dòng)鏈傳動(dòng)誤差Δtl計(jì)算列表見(jiàn)表2。第3條齒輪傳動(dòng)鏈傳動(dòng)誤差Δtl計(jì)算列表見(jiàn)表3。
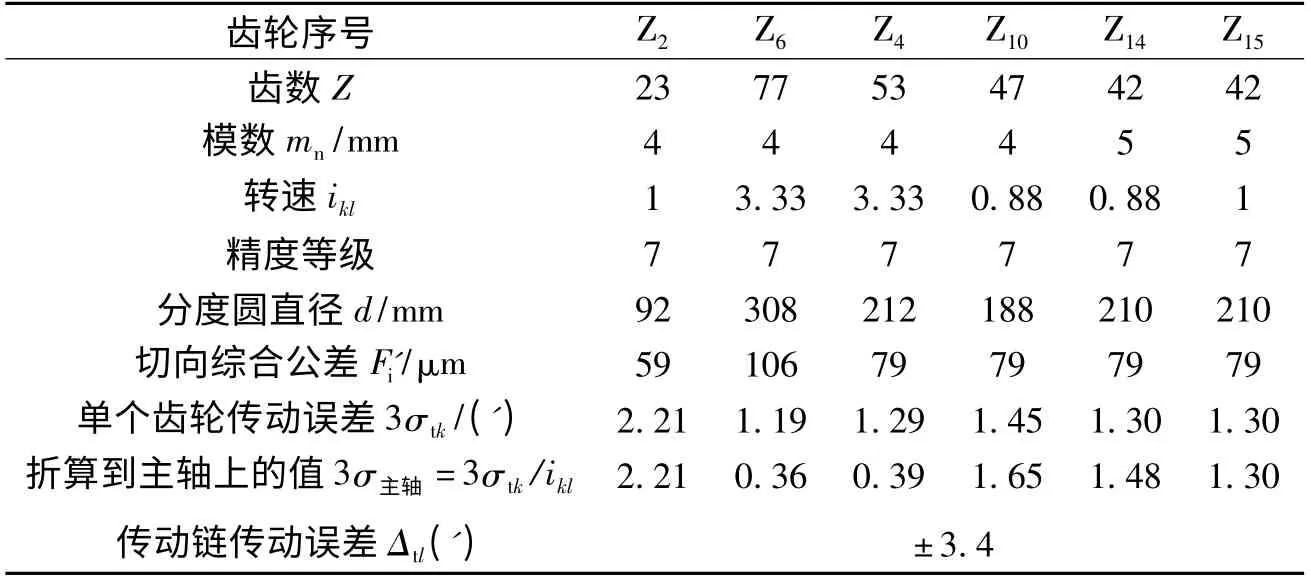
表1 第1 條齒輪傳動(dòng)鏈傳動(dòng)誤差Δtl計(jì)算
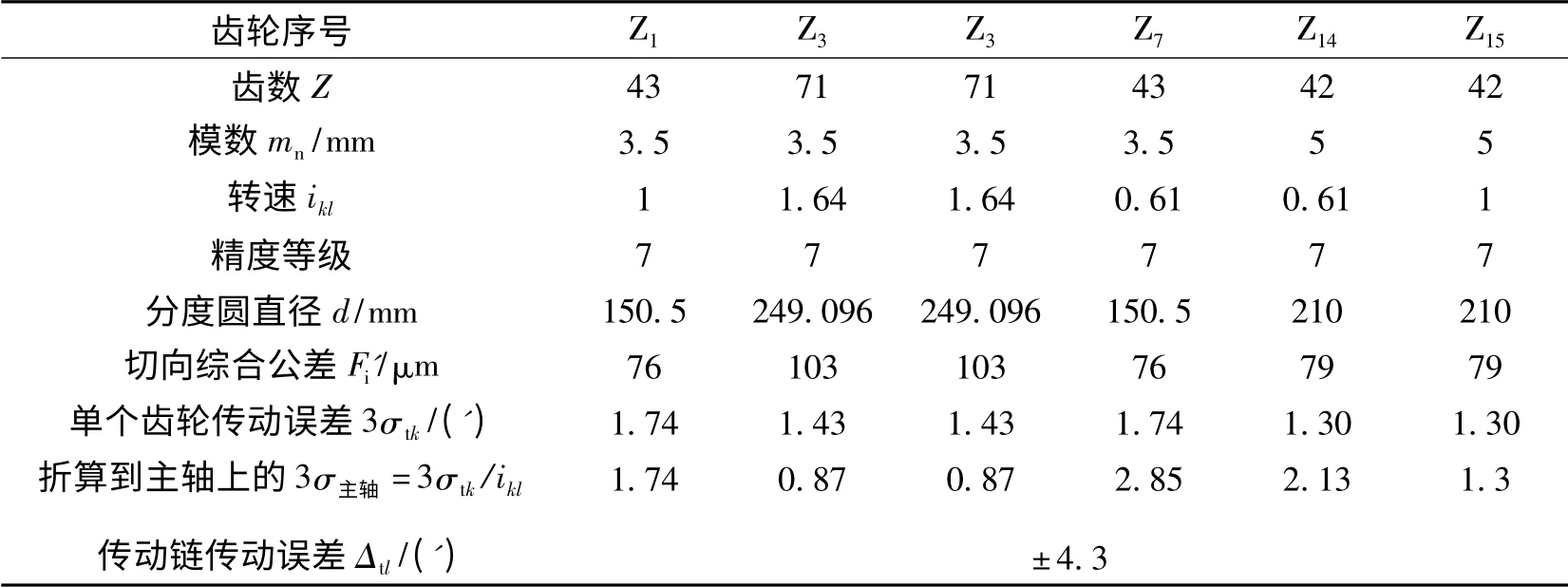
表2 第2 條齒輪傳動(dòng)鏈傳動(dòng)誤差Δtl計(jì)算
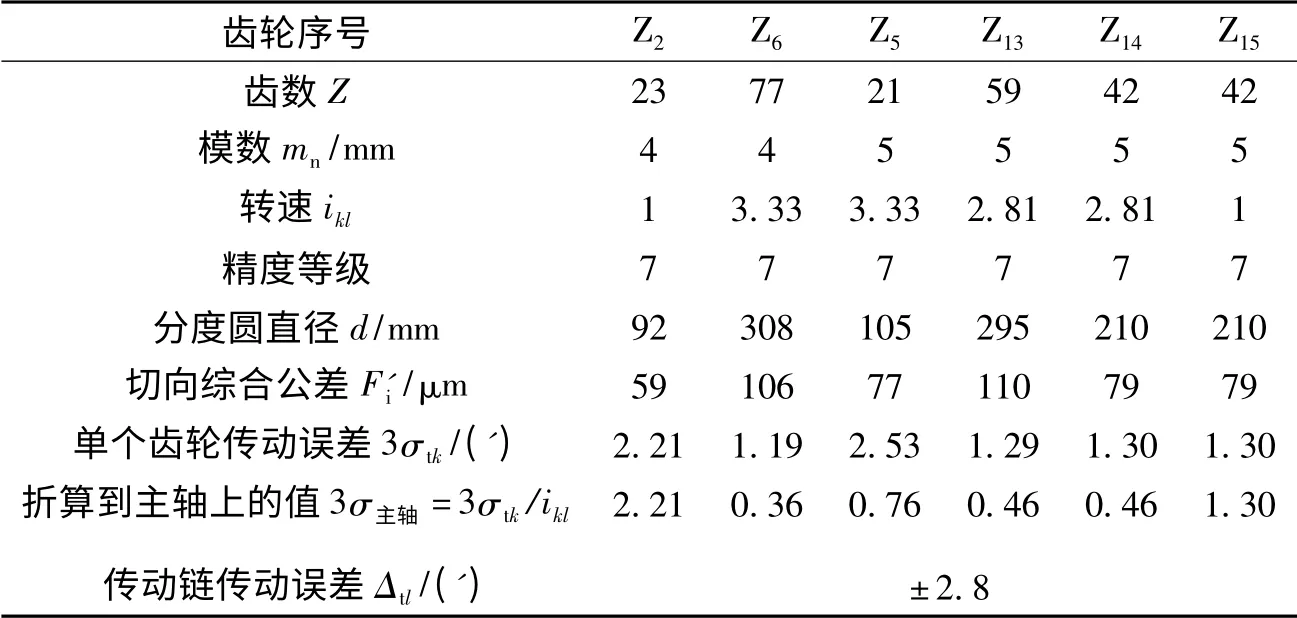
表3 第3 條齒輪傳動(dòng)鏈傳動(dòng)誤差Δtl計(jì)算
6 實(shí)際精度檢測(cè)
6.1 測(cè)量裝置
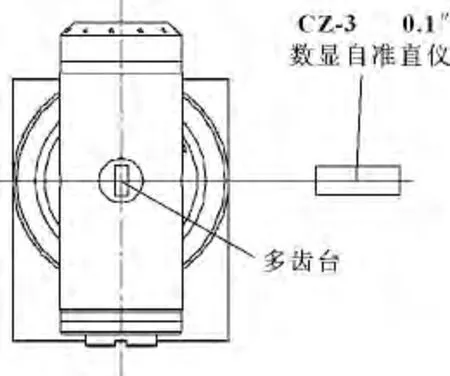
圖4 銑頭分度精度測(cè)量示意圖
銑頭殼體上有一基準(zhǔn)孔與主軸分度軸線重合,把多齒臺(tái)安裝在銑頭殼體的基準(zhǔn)孔內(nèi),使多齒臺(tái)回轉(zhuǎn)軸線與銑頭分度軸線重合。如圖4,使用CZ-3 激光數(shù)顯自準(zhǔn)直儀進(jìn)行測(cè)量。
6.2 測(cè)量數(shù)據(jù)
根據(jù)理論計(jì)算得知,第2 傳動(dòng)鏈傳動(dòng)誤差Δtl值最大,因此,下面針對(duì)這一傳動(dòng)鏈,進(jìn)行了銑頭分度精度測(cè)量,記錄見(jiàn)表4。
6.3 測(cè)量結(jié)果
齒盤未嚙合時(shí)第2 傳動(dòng)鏈傳動(dòng)最大誤差為5.5';齒盤嚙合時(shí)最大誤差為1.5″。
7 結(jié)論
通過(guò)理論計(jì)算第2 傳動(dòng)鏈傳動(dòng)最大誤差為4.3',實(shí)測(cè)為5.5',實(shí)測(cè)值大于理論計(jì)算值,有可能是機(jī)床主軸長(zhǎng)期切削工作,齒輪有一定的磨損所至。另外,為了計(jì)算方便,忽略對(duì)誤差計(jì)算影響很小的傳動(dòng)鏈各孔與軸的配合、軸加工精度、軸的徑向圓跳動(dòng)等也會(huì)造成理論計(jì)算與樣機(jī)實(shí)測(cè)的誤差。
系統(tǒng)傳動(dòng)鏈傳動(dòng)最大誤差只有允許誤差的1/14左右,有足夠精度能確保銑頭的正常分度,當(dāng)端齒盤正常嚙合后,利用端齒盤自身的分度精度,嚙合齒盤測(cè)量最大誤差為1.5″,完全消除了銑頭旋轉(zhuǎn)分度時(shí)傳動(dòng)鏈產(chǎn)生的誤差,該銑頭設(shè)計(jì)方案是可行和實(shí)用的。
[1]史習(xí)敏.精密機(jī)械設(shè)計(jì)[M].上海:上海科學(xué)技術(shù)出版社,1988.
[2]金泰義.精度理論與應(yīng)用[M].合肥:中國(guó)科學(xué)技術(shù)大學(xué)出版社,2005.
[3]費(fèi)業(yè)泰.誤差理論與數(shù)據(jù)處理[M].北京:機(jī)械工業(yè)出版社,1987.
[4]毛英泰.誤差理論與精度分析[M].北京:國(guó)防工業(yè)出版社,1982.
[5]林洪華.動(dòng)態(tài)測(cè)試數(shù)據(jù)處理[M].北京:北京理工大學(xué)出版社,1996.
[6]機(jī)械設(shè)計(jì)手冊(cè)編寫組.機(jī)床設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1978.
[7]韋恩.R.穆爾.機(jī)械精度基礎(chǔ)[M].北京機(jī)床研究所,譯.北京:國(guó)防工業(yè)出版社,1977.
