航空鈦合金切削過程有限元數值模擬分析
2015-04-26 08:24:44徐建新頊航
機床與液壓 2015年9期
徐建新,頊航
(中國民航大學航空工程學院,天津 300300)
0 前言
鈦合金被稱為現代金屬。因為它比熱強度高、抗腐蝕性好以及熱傳導系數低,因此廣泛應用于工業生產中如航空、航天、化工等[2]。但是由于在切削過程中其變形系數小、切削溫度高、冷硬現象嚴重等缺點,屬于一種難加工材料[3],為了保證質量,在切削過程中需要反復試切才能得到合適的加工參數。這需要研究人員具有豐富的實踐經驗,配備足夠數量的車床及刀具,增加了生產成本。計算機技術的快速發展使得仿真技術在切削實驗中得到廣泛應用。仿真模型的建立是成功實現仿真的關鍵因素,合理有序的建模才能更好地反映實質并有效指導生產實踐。
文中應用大型有限元軟件——ABAQUS/Explicit,根據模擬鈦合金正交金屬切削的結果,綜合分析鈦合金切削過程中溫度場、切削力隨切削變量變化的規律,以期對于實際生產研究有所幫助。
1 本構模型
本構方程主要反映材料流動應力受應變、應變速率、溫度的影響。由于刀具與被切材料快速擠壓分離得到切屑,使得工件在短時間內發生較大的彈塑性變形。與此同時由于工件受力不均勻,其各處的應變和溫度等變化梯度很大,因此選擇合適的本構模型尤為關鍵。
當前常用的塑性材料本構模型主要有Bodner-Paton、Follansbee-Kocks、Johnson-Cook、Zerrilli-Armstrong等模型[4],其中Johnson-Cook模型描述材料高應變速率下熱黏塑性變形行為。應變硬化、應變速率硬化和熱軟化效應是材料在高應變速率下的主要表現。Johnson-Cook模型公式為:
式中:ε0·為參考應變速率;Tm為材料熔點,Tr為參考溫度;A、B、n、C、m、D、k是7個待定參數。A、B、n表示材料應變強化項系數;C表示材料應變速率強化項系數;m表示材料熱軟化系數;θt,θm則為常溫材料熔點。Johnson-Cook模型參數如表1[5]所示。

表1 Johnson-Cook模型參數
2 切削分離與失效準則
分離準則對于模擬計算結果的精度有著重要影響,因此是模擬切削是否成功的關鍵因素之一。在仿真中采用應變作為分離標準,這是由于在金屬加工過程中,切屑產生了較大變形,而應力與時間不是單值關系。
Johnson-Cook剪切失效(shear failure)模型是基于單元積分點的等效塑性應變,當材料失效參數ω超過1時,則假定為材料失效。假如所有積分點材料都發生失效,將在網格中刪掉該單元。失效參數定義如下:
其中Δεpl表示等效塑性應變率增量;表示臨界等效塑性應變。
剪切失效模型參數如表2[6]所示。

表2 Johnson-Cook剪切失效模型參數
為了實現對實際復雜切削過程絕熱剪切的物理仿真,在實際模擬中絕熱剪切臨界條件采用臨界等效塑性應變準則。該應變準則具體形式如下:
3 工件和刀具的選擇
工件選用的鈦合金為TC4,其密度為4.44×103kg/m3,材料的力學物理性能及熱性能見表3—4[7]。

表3 鈦合金TC4的力學物理性能

表4 鈦合金TC4的熱性能
切削加工鈦合金中,要盡可能為了降低切削溫度和減少黏結。在實際生產中一般選用的刀具材料需要硬度高、抗彎強度高、導熱性能好、與鈦合金親和性差。而由于高速鋼的耐熱性差,因此這里使用YG類硬質合金。YG8、YG3、YG6X、YG6A、813、643、YS2T和YD15等是常用的硬質合金刀具材料。
選擇密度為14.5 g/cm3的硬質合金刀具YG8,其主要物理和熱力學性能見表5[8]。

表5 YG8刀具的物理和熱力學性能
4 仿真模型建立
工件單元選取四節點平面應力減縮單元(CPS4R),刀具單元選取三節點三維三角形剛體單元(R3D3)。為了減小計算量,提高效率和精度,只對工件切削層網格和刀具切削刃附近的網格進行了細化。約束工件底面6個方向的自由度,工件和刀具的初始溫度均為室溫。幾何模型如圖1所示。工件的長為100 mm,高為40 mm。
文中刀具設置為剛體,不考慮刀具在切削過程中的變形。刀具設定為剛體可以大大減小不必要的計算,提高計算效率。刀具的前角設置為15°,后角設置為10°,刀尖圓弧半徑設置為0.02 mm。切削深度對刀具耐用度的影響最小,一般選用較大的切削深度,這樣不僅可以避免刀尖在硬化層內切削,減小刀具磨損,還可增加刀刃工作長度,有利于散熱,因此背吃刀量分別選擇為1、2、3、4、5 mm,切削速度為12、15、18 m/min,共計15組數據。
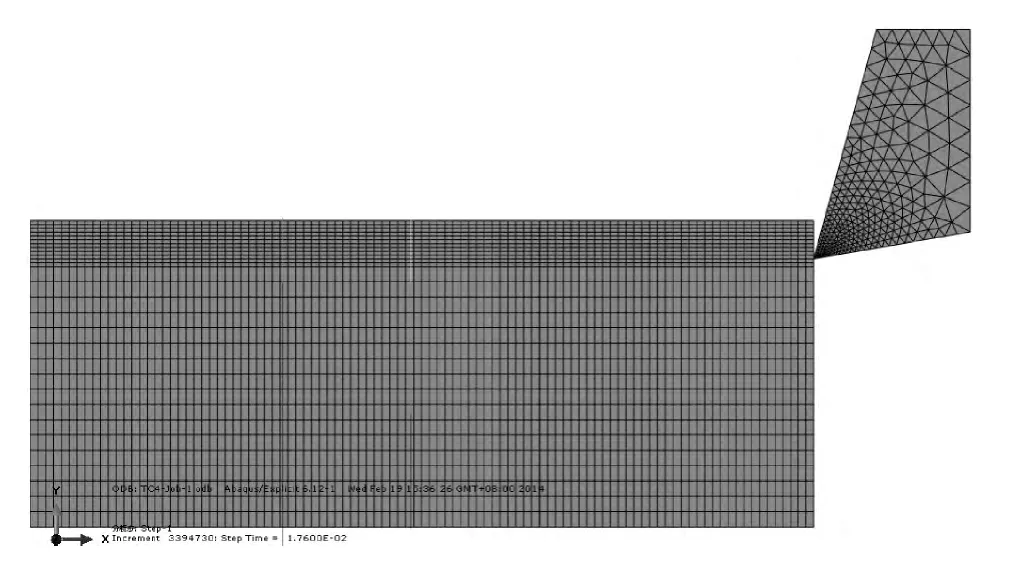
圖1 二維切削有限元網格模型
5 仿真結果及分析
通過仿真實驗過程,可以發現在切削的起始階段,應力以刀尖為中心向周圍擴散且趨勢逐漸減小,如圖2所示。在切削過程中,最大應力處由刀尖沿刀面向上轉移,在切屑上形成了應力集中帶,如圖3所示。然而,在切削的不同階段,雖然最大等效應力處的位置發生了爬行現象,但是其最大等效應力值(兩圖應力最大值均為+1.412×109MPa)卻始終不變。這與米塞斯(Von Mises)屈服準則所描述的結論相符合,即材料處于塑性狀態時,等效應力始終是一不變的定值。合肥工業大學的程林也得出了相似結果[9]。

圖2 Mises應力圖(步數4)
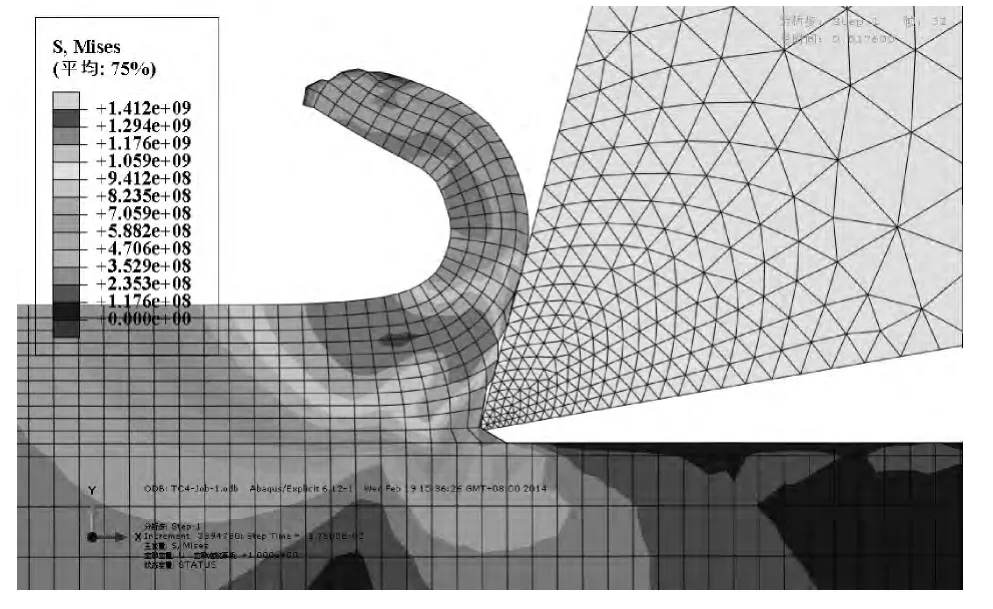
圖3 Mises應力圖(步數33)
在使用剪切失效準則的基礎上應用了網格自適應拉格朗日-歐拉(ALE)技術。圖4為切屑形狀及溫度場云圖。可見切削溫度較高處主要集中在切削區和切削刃附近的較小范圍內。這是因為切削鈦合金時加工表面的回彈量很大,造成刀具與工件表面劇烈摩擦,容易對刀具產生黏附、黏結磨損。此外,由于鈦合金的導熱系數很小,切屑與前刀面的接觸長度極短,切削時產生的熱不易傳出,切削底面一層金屬塑性變形最大,也提高了切削溫度。從圖中可以看到切削鈦合金時,最高溫度與最大切削應力幾乎處于同一位置。這是因為切削溫度、塑性變形是個逐漸累積的過程,而散熱條件相差很小,集中在從刀尖到距其1~2 mm處。這個溫度中心點也是月牙洼最易出現的地方,從而進一步驗證了金屬切削過程中溫度分布的合理性。
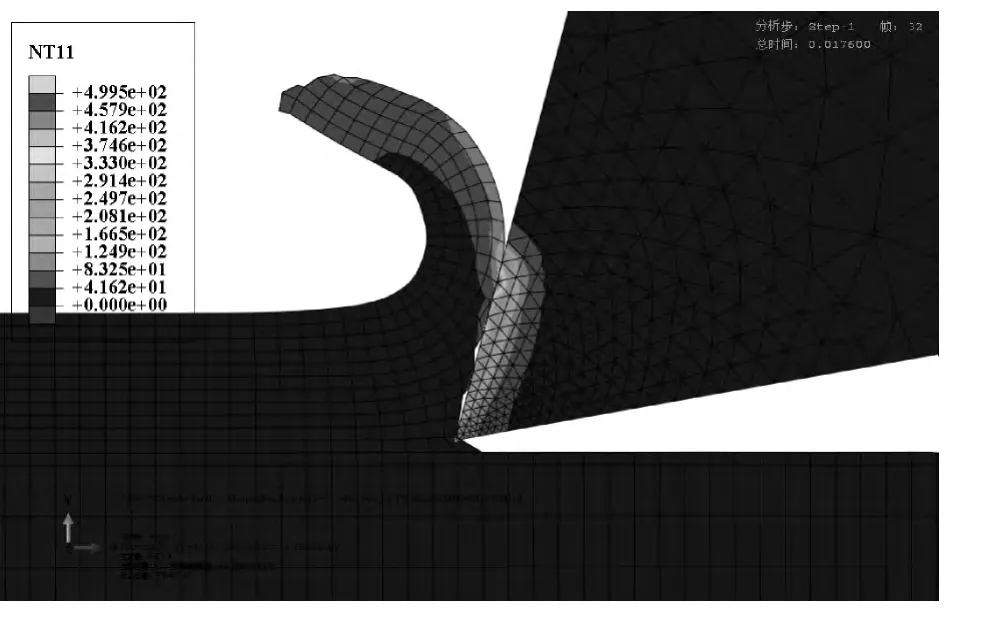
圖4 溫度場云圖
切削力直接反映了切削的難易程度,是切削過程中最重要的參數之一。圖5為切深5 mm、速度12 m/s時,用拉格朗日分析模型得到的x方向和y方向切削力隨切削時間變化的動態模擬曲線圖,可以看到刀具所受y方向的力的影響遠小于x方向。從圖5中可以看到:刀具剛切入工件時,切削力上升,隨后進入波動穩定狀態,隨著刀具的切出,切削力下降為零。在整個切削過程中,切削力不停地波動。原因是切屑與前刀面的接觸、分離、崩碎和斷裂,都會使得切削力發生一些變化。
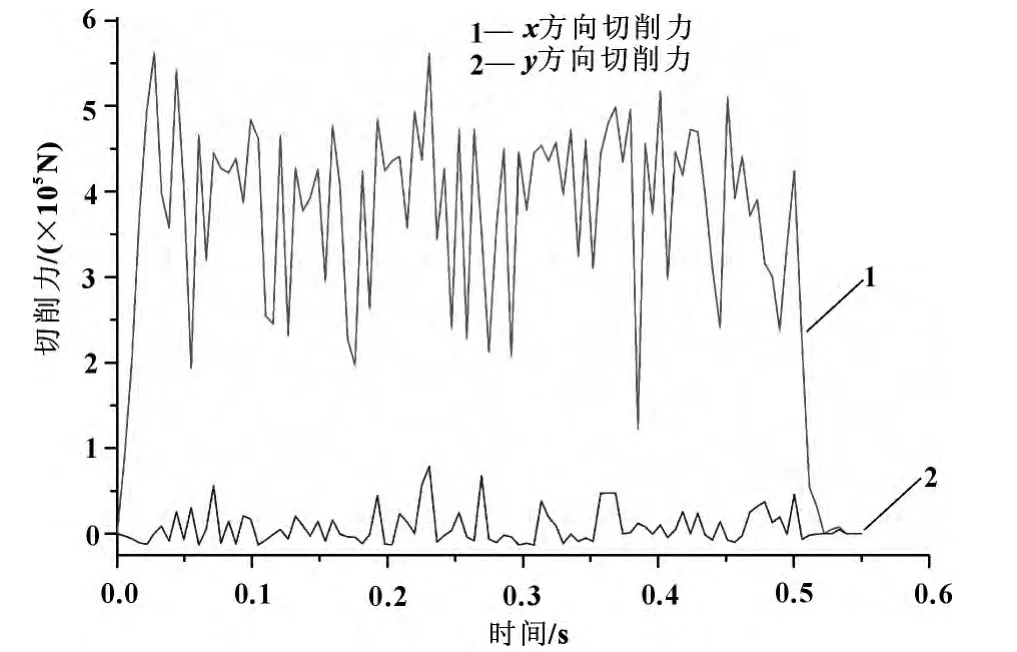
圖5 切削力隨時間波動曲線圖
圖6表示,在每個恒定切削速度下,不同切削深度對于切削合力的影響。模擬結果表明了切削力與速度成正相關。這是因為在切削過程中,隨著加工深度的增大,切削面積也增大,從而使材料彈、塑性變形及刀具與工件的摩擦力增大,從而導致切削力增大。值得注意的是,切削速度與切削力并不總是成正相關的,在高速切削時,由于切削速度高,吃刀量很小,剪切變形區窄,變形系數ξ減小,切削力反而隨切削速度的增大而減小[10]。
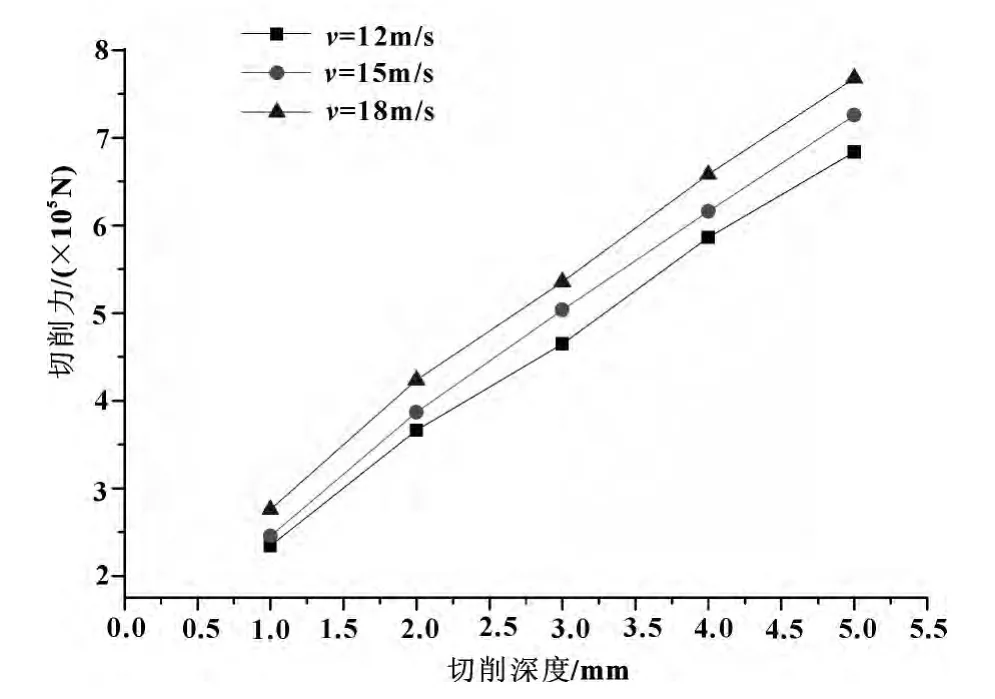
圖6 切削力隨切削深度波動曲線圖
6 結論
以有限元為指導思想,運用ABAQUS有限元軟件,建立了二維鈦合金切削模型并成功進行了仿真模擬,其主要成果如下:
(1)分析了金屬切削模擬的幾個關鍵問題:本構模型的選擇、切削分離準則、切削失效準則,局部網格加密等。
(2)模擬了鈦合金切削應力和溫度場的分布狀況,得出:切削過程中,其最高應力與最高溫度點相互重合,且其并不出現在刀尖處,而是出現在前刀面距離刀尖一定距離的位置。其隨著切削速度和切削深度的增大而增大。
(3)具體研究分析了切削參數對于切削力的影響:在一定范圍內,切削力隨著切削深度和切削速度的增加而增加,而x向切削力對于切削合力的影響比y向切削力的影響更大一些。
金屬切削仿真模擬是一個高度非線性問題。利用ABAQUS軟件建立仿真模型并得到較為精確的計算結果。從結果來看,得知進行二維切削仿真是可行的,也可以進行拓展研究,使其運用到三維有限元模擬中以期得到更為精準的結果。ABAQUS軟件的仿真避免了在實際生產譬如試切削加工中所帶來的費時、費力的缺點,降低了生產成本,提高了勞動生產率,并為其他二維及三維切削模型的建立奠定了堅實的基礎。
[1]王洪祥,徐濤,楊嘉.航空鈦合金銑削過程有限元數值模擬[J].機械傳動,2008,36(2):45-47.
[2]萊茵斯,皮特爾斯.鈦與鈦合金[M].北京:化工工業出版社,2005.
[3]魏樹國,吳照銀,馬光鋒.鈦合金的切削加工性及其改善方法[J].工具技術,2005,39(12):50-51.
[4]杜茂華,李露露,白玉峰,等.立銑加工過程的三維有限元模擬[J].中北大學學報,2012,33(4):397-402.
[5]SHIJing,LIU CRichard.The Influence of Material Models on Finite Element Simulation of Machining[J].Journal of Manufacturing Science and Engineering,2004,126(4):849-858.
[6]劉勝.鈦合金正交切削的溫度場和切削力仿真與試驗研究[D].南京:南京航空航天大學,2007.
[7]SUN J,GUO Y B.Material Flow Stress and Failure in Multi-scale Machining Titanium Alloy Ti-6Al-4V[J].International Journal of Advanced Manufacturing Technology,2009,41:651-659.
[8]中國航空材料手冊編輯委員會.中國航空材料手冊:鈦合金、銅合金[M].2版.北京:中國標準出版社,2001.
[9]陳獻廷.硬質合金使用手冊[M].北京:冶金工業出版社,1986.
[10]程林.二維金屬切削應力場和溫度場的數值模擬[D].合肥:合肥工業大學,2004.
[11]蔣志濤,劉泓濱,王飛,等.ABAQUS的高速銑削二維仿真分析[J].現代制造工程,2008,30(8):45-47.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24