基于LC3000滾齒機的雙頭蝸輪滾齒誤差分析與控制
2015-04-27 02:46:26羅忠良盧萬強向前波
機床與液壓 2015年16期
羅忠良,盧萬強,向前波
(1.四川工程職業技術學院,四川德陽618000; 2.四川省裝備制造業產業集群技術創新中心,四川德陽618000; 3.中國第二重型機械集團公司,四川德陽618000)
蝸桿傳動是現代機械工業中一種不可替代的傳動機構。其優點是把減速、分度表現得簡單而準確,而且具有傳動平穩、振動、沖擊和噪聲較小以及傳動比大、裝置結構緊湊等特點而被廣泛應用于傳遞空間交錯的兩軸之間的運動和轉矩。在大型的軋機立輥主傳動和軋機輔助設備及化工設備等的傳動裝置中,圓弧面圓柱蝸桿傳動尤為普遍。
蝸桿傳動離不開蝸輪,蝸輪的加工主要是利用蝸輪滾刀在滾齒機上對蝸輪作徑向切削或切向切削完成蝸輪齒廓的加工,蝸輪的精度在很大程度上取決于蝸輪滾刀和切削方式。事實上由于刀具的制造誤差、機床傳動誤差以及加工方式的差異,切出的齒形不可能與蝸桿齒形精確嚙合,嚴重影響傳動效率和壽命。而加工雙頭蝸輪時,這種誤差值又大大提高。
針對在LC3000 滾齒機上滾切雙頭蝸輪的齒形誤差控制較難,從滾刀設計、機床操作和滾切方式等方面進行分析,提出解決方案,實現了雙頭蝸輪在LC3000 滾齒機上的高效、穩定加工。
1 圓弧面圓柱蝸桿副的形成機制分析
圓弧面圓柱蝸桿傳動的承載能力大,齒面間摩擦小,傳動效率高,加工制造工藝好,精度高,得到更廣泛的應用。圓弧面圓柱蝸桿特征是用圓環面刀具(砂輪、車刀) 形成的蝸桿螺旋齒面齒廓和法向都呈凹形,蝸輪齒面呈凸形。最早是由西德·尼曼教授在20 世紀30年代提出來的,故通常叫做“尼曼蝸桿”,又可分為圓環面包絡圓柱蝸桿傳動和軸向圓柱蝸桿傳動兩種類形。圓環面包絡圓柱蝸桿根據蝸桿軸線與砂輪軸線的軸交角不同又分兩種形式。
蝸桿軸線與砂輪軸線的軸交角等于蝸桿分度圓柱導程角,該二軸線的公垂線通過蝸桿齒槽的某一位置。砂輪與蝸桿齒面的瞬時接觸線是一條固定的空間曲線,蝸桿齒面因而是由圓環面砂輪包絡形成的,稱為ZC1 蝸桿傳動,如圖1 (a) 所示。
蝸桿軸線與砂輪軸線的軸交角為某一角度,該二軸線的公垂線通過砂輪齒廓曲率中心。砂輪與蝸桿的瞬時接觸線是一條與砂輪的軸向齒廓互相重合的固定的平面曲線,稱為ZC2 蝸桿傳動,如圖1 (b) 所示。

圖1 蝸桿副形成機制
2 滾刀參數及滾齒誤差分析
滾刀的切齒過程實際相當于圓弧齒蝸桿與蝸輪的嚙合過程。滾刀的參數實際上是基本蝸桿參數的再現,即理論上滾刀具有與蝸桿完全相同的齒形和安裝位置,滾刀的大部分參數直接采用蝸桿參數。但滾刀作為一種刀具,又有別于蝸桿。為了滿足工藝性和切削加工的要求,部分參數不會直接采用蝸桿參數,如滾刀外徑da0、齒形圓弧半徑ρ0、全齒高h0等,但也要受蝸桿參數的限制。
(1) 滾刀外徑da0、齒形圓弧半徑ρ0、全齒高h0的取值
滾刀外徑da0。滾刀外徑受制于蝸桿外徑,考慮到蝸桿蝸輪嚙合時,要留有頂隙,一般加上2 倍的0.2m,即為蝸桿外徑da+2 ×0.2m。
齒形圓弧半徑ρ0。齒形圓弧半徑根據蝸桿的圓弧半徑ρ 確定,但是考慮到蝸桿、蝸輪嚙合時,能在齒的中間位置嚙合,齒頂、齒根部倒油涵,便于潤滑油進入潤滑齒面。所以滾刀的齒形圓弧半徑ρ0比蝸桿的圓弧半徑ρ 小,一般為0.95ρ。
全齒高h0。全齒高必須不小于蝸桿全齒高加頂隙,還要考慮滾切時,滾刀根部不要刮擦蝸輪喉徑外圓。即: h0≥蝸桿全齒高h+2 ×0.2m。
(2) 刀齒磨光部分長度的限制
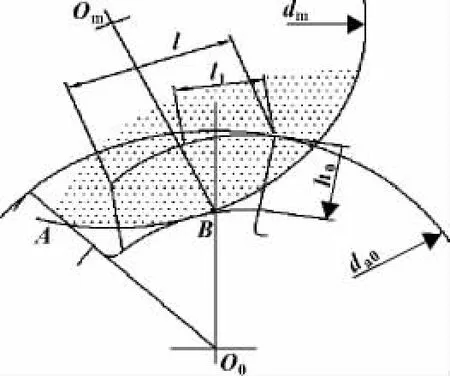
圖2 鏟磨齒形示意圖
為了保證滾刀有足夠的重磨層厚度,必須使刀齒磨光部分長度l1不小于齒長l 的1/2 ~2/3。當用砂輪鏟磨齒形時,為使砂輪在鏟磨前一排刀齒時不致碰傷次一排刀齒,砂輪外圓在與點A接觸之前就應退出。由圖2 可以看出,刀齒磨光部分的長度l1和鏟磨砂輪直徑dm越大,則碰傷次一刀齒的危險性將越大。
由此可見,砂輪的直徑會受到制約,而ZC1 型尼曼蝸桿特征是用圓環面砂輪包絡形成的,為了兼顧二者,砂輪的齒形圓弧半徑ρ0采用小砂輪逐段修成,這樣每個齒的砂輪的一致性就不能保證。同時由于砂輪直徑小、磨損快,鏟磨時,需要不斷修復,所以就加劇了每個刀齒的左右齒面、相鄰刀齒、每排刀齒的齒形的一致性及相鄰切削刃的螺旋線誤差。
蝸輪滾刀工作時不能沿蝸輪軸向走刀,而僅能沿切齒中心距方向走刀(徑向走刀) ,或沿滾刀軸線走刀(切向走刀) 。而尼曼蝸輪滾刀,特別是大模數,由于制造及滾切時,考慮切向行程,所以均不設計成切向走刀,而是只徑向走刀。采用徑向走刀加工蝸輪時,滾刀每轉一周,蝸輪轉過的齒數應等于滾刀的頭數。與此同時,滾刀沿蝸輪做徑向走刀運動而逐漸切入齒深,當達到規定的中心距后,繼續運轉,直至完全包絡切出蝸輪的齒形。
當蝸輪齒數不能被蝸桿頭數整除時,蝸輪滾刀的制造誤差能夠通過包絡滾切而逐漸消除掉。而當蝸桿頭數和蝸輪齒數有公因數,即蝸輪齒數能被蝸桿頭數整除,蝸輪滾刀的制造誤差,就不能被消除掉,隨著滾切的深入,制造誤差還會被放大。
3 雙頭蝸輪的滾刀切齒誤差控制實踐
3.1 雙頭蝸輪零件描述

圖3 雙頭蝸輪零件
某熱連軋機設計制造的壓下減速器,其中的蝸桿傳動副,模數m =27,蝸桿頭數Z1=2,蝸輪齒數Z2=40,升角γ =12°58'4″,蝸桿為雙頭,蝸輪齒數能被蝸桿頭數整除。蝸桿分度圓直徑為φ234.5 mm,外徑為φ283.1 mm。蝸輪喉徑為φ1 154.1 mm,分度圓直徑為φ1 080 mm,根徑為φ1 046.1 mm。如圖3 所示。
3.2 雙頭蝸輪滾刀分析
根據前面所述: 滾刀外徑da0=蝸桿外徑da+2 ×0.2m=283.1 +2 ×0.2 ×27 =293.9 mm。滾刀長度L包括切削刃長度和軸臺長度。在滾齒過程中,在嚙合線上形成齒,見圖4。

圖4 滾齒嚙合示意圖
輪廓形成的區域是由蝸輪喉徑即蝸輪齒頂圓嚙合線的交叉和一根直線連接齒頂半徑過渡點到滾刀基本輪廓所在的齒面(齒頂高) 決定的。嚙合線末端之間較大的間距,或者滾刀齒頂位置或齒根位置的中間較大的間距被稱為確定長度。最終可以得到滾刀長度確定為L=420 mm,其中兩端軸臺長度分別為7 mm,見圖5。

圖5 滾刀
圖5 是用高速鋼制成的整體式滾刀,滾刀的前刃面是直紋螺旋面,其母線通過滾刀軸線并與之垂直;切削刃口是基本蝸桿的螺旋面與前刃面的交線,實質上是側鏟面與滾刀前刃面的交線,是一條空間曲線。而刃口齒形的檢測,主要是通過光學投影或樣板來檢驗。由于滾刀太大,國內還沒有這么大的檢測設備,所以還是用樣板來檢驗。樣板是一個平面體,齒形也是一條平面曲線,而不是空間曲線,所以檢測也帶有誤差,再加上鏟磨側刃面時,砂輪的重復修整誤差通過樣板的檢測手段是克服不了的,所以滾刀齒形誤差是不可避免的。
由于以上原因,在實際加工中產生了滾切出的蝸輪相鄰兩齒一大一小,且很有規律。其中一件相鄰兩齒相差0.24 mm。通過重新鏟磨,提高刀具制造精度,將齒厚偏差、分頭誤差、三齒距累計誤差等重要檢測項目公差都盡量縮小,控制在最小范圍內,結果蝸輪相鄰兩齒仍然相差0.18 mm。這樣的蝸輪與蝸桿嚙合時,齒相對肥的與蝸桿先嚙合,齒相對瘦的與蝸桿嚙合不上,由于是有規律的一個齒肥、一個齒瘦,則蝸輪與蝸輪只有一個頭在嚙合,另一個頭沒有嚙合上,只有當肥的齒磨損了,另一個頭的蝸輪、蝸桿齒才嚙合上。這樣蝸桿副傳動是非常不好的,對使用壽命也有很大影響。
3.3 雙頭蝸輪滾切方案和誤差控制
加工蝸輪的設備是從德國進口的數控滾齒設備:利勃海爾生產的LC3000 型數控滾齒機,機床的工作臺采用無間隙的預加載雙蝸輪-蝸桿驅動,軸向和徑向為靜壓軸承和導軌,自動補償工件重力。線性軸用光柵尺,旋轉軸用圓光柵,均為閉環控制。所以機床的分度非常準確,工作臺間隙也非常小。
方案一: 考慮竄刀,將滾刀竄一個齒,使把蝸輪牙齒加工瘦的刀齒竄一個牙,加工蝸輪肥的牙齒。但是滾刀旋轉,工作臺旋轉,是聯動的,滾刀竄一個齒,工作臺也轉一個齒,所以這個方案不可行。
方案二: 考慮將工作臺轉一個齒,即要求實現工作臺自由分度功能。機床操作系統采用的是西門子840D 系統,齒輪、蝸輪等加工都有軟件程序支持,其中蝸輪加工的附加程序中,可以采用圓柱形滾刀的徑向法,滾刀沿蝸輪做徑向走刀運動而逐漸切入齒深,當達到規定的中心距后,繼續運轉,直至完全包絡切出蝸輪的齒形。
而在滾切齒輪和用片銑刀銑齒時,由于有徑向走刀,還有軸向走刀,編制程序時,就要考慮有時軸向走刀完成后又要重新對刀,或竄刀后又重新回到固定齒的位置,所以要求工作臺C 軸有一個與滾刀架A軸能脫開、單獨分度的功能,反映在滾齒程序中,有一條位置相關性C 軸- 度,能輸入需要轉動工作臺角度值。在工作臺轉動時,滾刀不跟著切向移動。設想將滾切蝸輪及參數輸入滾切齒輪程序中,把滾蝸輪當成滾齒輪。
調出滾刀滾切齒輪程序,輸入: 程序類型: 標準加工程序; 加工類型: 滾切; 加工進程: 順切; 齒向: 圓柱形; 工件齒數: 40; 螺旋角: 12°58'04″; 法向模數: 27;法向嚙合角: 24°;頂圓直徑:1153.83;齒寬: 200; 位置相關性C 軸- 度: 9°(蝸輪齒數40,360/40 =9,即工作臺轉9°,蝸輪轉一個齒) ; 切入方式: 徑向; 切入開始時的徑向進給: 1 mm/r; 切入結束時的徑向進給: 1 mm/r; 切入時的切削速度: 15 mm/min; 第一次切削的軸向進給: 0.01 mm/r; 第一次切削時的切削速度: 15 m/min。
需要注意的是這種方案的軸向進給參數應該是0,因為滾切蝸輪與滾切齒輪有一最大區別在于切蝸輪只有徑向進給,不能有軸向進給,但機床不認,只能盡量輪入較小的數值,如0.01 mm/r,從而減小切向進給到位時,軸向進給對齒形造成的影響。這樣的參數輸入后,由于是光柵分度,工作臺準確地轉動9°,蝸輪成功轉過一個齒,刀具沒有動,修正大小牙就可以。但是由于必須輸入軸向進給參數,刀具切向到位后,有軸向走刀,對齒形始終有影響。所以這種方案可行,但不是最佳方案。
方案三: 利用機床的手持操作單元和半自動刀具定心裝置實現工作臺和滾刀架的單獨控制,再利用NC 程序實現聯動。具體做法是: 先在加工蝸輪的主程序中,記錄下已加工蝸輪進刀深度,即刀具進深的X 軸坐標值; 再利用過程顯示鍵將手動模式的窗口調出,從自動模式轉換到手動/調整模式,這時自動循環中斷,全部運動停止; 接著按電子齒輪箱斷開鍵,工件軸和刀具軸的聯動控制斷開; 此時可以用手持操作單元實現工作臺的單獨旋轉,連續按動手輪上的步進鍵,直到窗口顯示C 軸(工作臺) 的參考值R 從0變為9 時,即表示C 軸已轉過9°; 再將電子齒輪箱鍵閉合,從手動/調整模式轉換到自動模式; 這時工件已轉過一個齒,回到滾切蝸輪的加工模式聯接下,滾刀沿蝸輪做徑向走刀運動而逐漸切入齒深,當窗口上X 軸的坐標值與工作臺C 軸轉動前記錄下的X 軸坐標值相同時,停止進刀; 重復上述操作,直到加工完成。經測量齒厚,相鄰兩齒齒厚相差只有0.02 mm,與對應的蝸桿裝配后,經過短時間跑合后,嚙合良好,而且使用壽命有所延長。
4 結束語
(1) 將該方法用在蝸輪滾切加工中,合格率很高,且嚙合良好,噪聲小,運行穩定;
(2) 該方法操作調整方便,滾切效率高,而且可以快速實現其他多頭蝸輪的加工調整;
(3) 該方法滾切的蝸輪型面質量好,使用壽命較長。
[1]聞邦椿.機械設計手冊[M].北京:機械工業出版社,2010.
[2]齒輪制造手冊編輯委員會.齒輪制造手冊[M].北京:機械工業出版社,1997.
[3]孫文浩.手動調整加工多頭蝸輪的簡便方法[J].山東大學學報:工學版,1985(3) :92-99.
[4]重慶機床廠工藝科.多頭蝸輪加工經驗[J].機械制造,1966(3) :27-28.
