塔式起重機鋼結構件的焊接質量影響因素
2015-04-29 13:51:00王淑娟
中國機械 2015年10期
關鍵詞:焊接質量
摘要:由于施工環境惡劣、施工強度高,塔式起重機鋼結構件極容易出現質量問題,甚至影響到正常的施工進程。為了確保施工的有序、安全,應在充分了解影響因素的基礎上,采取良好的施工工藝,加強對施焊質量的檢查,確保塔式起重機能有效使用。
關鍵詞:塔式起重機;鋼結構件;焊接質量
本文首先分析了塔式起重機鋼結構件的可焊性,并根據我廠的實際施工經驗,對塔式起重機焊接相關影響因素進行論述。
1.鋼結構件的焊接質量及其影響因素
塔機結構件的質量要求除了各構件的材料質量與加工質量外,還有結構件焊接接頭的質量,即各接頭焊縫外形尺寸及焊縫的內部質量,均應符合有關標準與規范的要求,不得有咬邊、焊瘤、夾渣、氣孔、未焊透和裂縫等缺陷。拼裝焊接后,各結構件的形狀與位置要求,如直線度、平面度、同軸度、垂直度、平行度等,一般應通過拼裝焊接工裝夾具來保證。因此焊接工藝是塔機結構制造工藝的重點。
2.應對措施
2.1注重預熱溫度的選擇
為了避免焊縫及熱影響區出現淬硬組織,加快氫的逸出,要對焊縫裂紋進行預熱處理。此外,預熱還可以減緩焊縫及熱影響區的冷卻速度,提高焊接的質量。不過,預熱溫度的選擇是預熱處理的關鍵,一般情況下,應根據板厚、焊接的工藝方法、母材和焊縫金屬的化學成分、接頭的拘束度來選擇適合的溫度。盡管在一定范圍內,溫度越高,裂紋產生的幾率越小,但一旦超過最佳溫度,熔合區附近的金屬晶粒就開始粗化,既不利于接頭質量的提高,也將要產生不必要的資金投入。
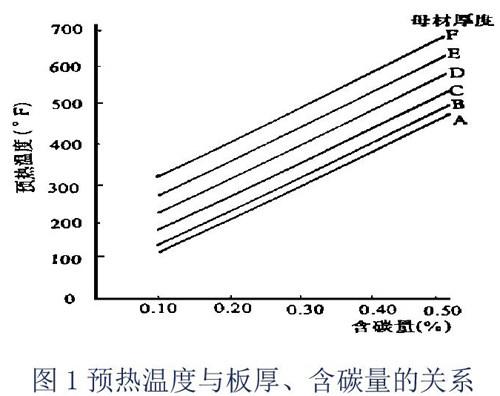
根據相關文獻[2],我們知道預熱溫度與板厚、含碳量的關系,如圖1所示。
圖1預熱溫度與板厚、含碳量的關系
在圖2中,A、B、C、D、E、F分別代表5中不同厚度的鋼板,它們的厚度分別為25.4?mm、76.2mm、127?mm、177.8?mm、228.6?mm、304.8?mm。經過一些力運算,我們可以推算出預算溫度的計算公式H=1?000×(P-0.11%)+18d,其中H預熱溫度,P含碳量,d為鋼板板厚。利用上述公式,只有我們只要鋼板的厚度d和鋼板的含碳量P,就可以輕易算出預熱溫度H。值得注意的是:在焊接的過程中,應保證層間溫度高于預熱溫度。
圖2預熱范圍圖
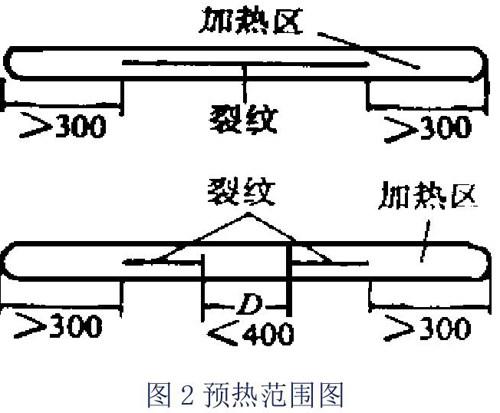
2.2注重預熱范圍的選擇
預熱范圍的選擇,如圖3所示。
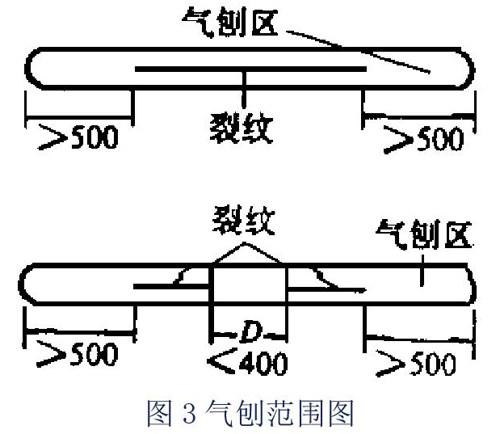
圖3氣刨范圍圖
使用加熱器對焊縫裂紋進行加熱處理時,若溫度不超過180℃,可利用測溫筆和測溫表來測量預熱溫度,實現對溫度的有效控制。
一般情況下,對于裂紋源的的清除會采用碳弧氣刨法,刨槽深度應和裂紋深度相適應、“U”型坡口不得有尖角。刨槽寬度大于20mm,并選擇適當的氣刨范圍。
在裂紋連續或裂紋雖不連續但兩處裂紋D距超過400?mm的情況下,采用從裂紋端外側50?mm處開始氣刨并逐漸刨向裂紋的氣刨方法;在裂紋不連續且兩處裂紋D距等于或小于400?mm的情況下,則按圖4所示氣刨區進行氣刨。氣刨完成后,應對氣刨區進行磁粉檢查,保證氣刨的質量。若發現氣刨區有裂紋,繼續進行氣刨,直至檢查符合標準。
2.3焊前清除
影響焊接質量的因素有很多,除了預熱溫度、預熱范圍和焊接工藝外,氣刨區或焊接區的油、銹、氧化皮、水等污物同樣對焊接質量有著深刻的影響,所在在焊接之前應清除這些污物。圖3是施焊圖。把規格Φ3.2mm的BH507放在在350℃溫度下焙烘60min,并采取相應的措施進行保溫處理,以備使用。
2.4注重焊接工藝的選擇
首先控制焊接電流處于110—140?A的范圍內,其次選擇直流反接小規范短弧進行焊接,為為了釋放焊縫的應力,應焊完1根焊條,對焊縫進行適當的錘擊。若變形要求較高,在現場施工條件允可情況下,可進行對稱施焊。
2.5去氫處理
為了保證剩余氫能從焊縫中盡快散出,應進行去氫處理(后熱)。對于多層焊更是如此,隨著時間的推移和后熱溫度的升高,余氫散出更加緩慢。一般情況下,在后熱溫度為200℃時用石棉布包好直至室溫非常有利于余氫的散出。
3.結束語
塔式起重機是以彬架式焊接結構為主的建筑機械。作為支承載荷而起骨架作用的鋼結構的焊接質量是塔機安全可靠工作的重要保證,而且結構構件的制造成本在很大程度上決定了塔機的成本。因此,研究塔機鋼結構的焊接工藝及其焊接質量的影響因素具有重大實用意義。
參考文獻:
[1]陳美英.塔式起重機鋼結構焊接工藝探討[J].建筑機械化.2012.33(9):82-83.
[2]尹強.塔式起重機鋼結構可靠性研究[D].重慶大學.2005.
作者簡介:王淑娟(1979.11-),女,甘肅武威人,工學學士。
猜你喜歡
現代電子技術(2017年5期)2017-04-01 23:29:20
科學與財富(2016年27期)2017-03-24 11:00:43
成才之路(2016年33期)2016-11-19 17:22:40
中國科技博覽(2016年12期)2016-05-09 04:07:19
科技與創新(2016年8期)2016-05-05 11:10:25
科技與創新(2016年4期)2016-03-16 09:21:01
科技與創新(2016年1期)2016-01-19 09:28:33
科技與創新(2015年12期)2015-07-21 07:03:34
中國高新技術企業(2015年8期)2015-04-13 18:04:25
中國高新技術企業(2015年11期)2015-03-27 21:11:43
