一種提高燃燒室高度加工中在線測量系統(tǒng)精確性的方法
2015-04-29 18:00:51謝安經偉明李志
中國機械 2015年10期
謝安 經偉明 李志
摘?要:發(fā)動機缸蓋燃燒室容積的尺寸加工精度是左右缸蓋成品關鍵質量特性的重要尺寸之一。而MARPOSS探針測量系統(tǒng)是確保缸蓋燃燒室加工過程中控制燃燒室高度值(容積)和缸蓋厚度的重要檢具,因此探測精度和可靠性直接影響到整個缸蓋成品的合格與否。它主要通過在機床正常加工程序中增加沖洗燃燒室W點的程序,保證探針探測高度時不會因為鋁屑或其它雜質影響測量結果,解決燃燒室高度頻繁超差的問題。
關鍵詞:燃燒室高度;在線檢測;缸蓋
1.前言
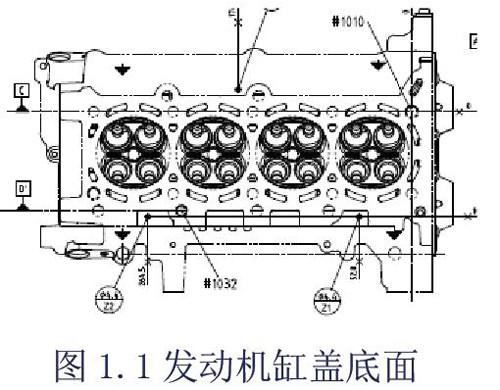
缸蓋線自投產以來,模塊一粗加工A線“加工缸蓋底面”工位燃燒室高度超差現(xiàn)象頻繁發(fā)生,每次需員工手動復位故障報警信息,重新調整工件裝夾狀態(tài)才能繼續(xù)加工,不僅增加員工工作強度,影響設備開動率,甚至兩次因為燃燒室超差造成24件零件報廢。經調查分析確認該機床MARPOSS探針探頭上粘有鋁屑,引起以測量數(shù)據(jù)計算為基礎的加工余量不足,而后續(xù)精加工直接在原有基礎上切0.5mm,導致測量燃燒室高度超差,由問題解決思路七鉆—正確的過程分析得知,探頭鋁屑的來源自工件加工過程中燃燒室的內部。如下圖1.1為車間加工缸蓋底面特征。
圖1.1發(fā)動機缸蓋底面
由于毛坯鑄造原因造成的燃燒室容腔差異會導致缸蓋在加工余量的不同,所以每次面銑缸蓋底面的前提需要對各燃燒室腔體測量其距離工件底面的高度。在線測量工具探針依次探測4個燃燒室W點Z方向坐標位置,加工機床依據(jù)系統(tǒng)設計坐標和工件加工尺寸要求取4個探測高度的平均值,結合該機床的設定加工余量得出下一步走刀補償尺寸。
通過控制工件底面至燃燒室W點高度的方法能有效實現(xiàn)對缸蓋產品KPC等關鍵質量特性的加工要求。
2.分析驗證過程
如何實現(xiàn)去除燃燒室內部鋁屑的驗證要兼顧以下三個方面:
2.1增加沖洗燃燒室W點程序
(1)在“粗加工缸蓋底面”工位增加沖洗缸蓋燃燒室W點(燃燒室高度探測點,通過探測該點高度來確認底面加工余量)程序,實現(xiàn)直接調用機床帶有沖洗功能刀具,降低探針探頭鋁屑粘自燃燒室內部W點可能。
(2)影響沖洗效果的主要因素有沖洗刀具孔直徑、切削液流量和沖洗壓力[1],其中切削液沖洗壓力直接決定了一把固定沖洗刀頭的沖洗速度和流量,是決定這次沖洗效果是否有作用的主導因素。本次沖洗壓力設計在30bar,且確定沖洗走刀路徑按照燃燒室前后次序進行作業(yè)。
經設備調試驗證得知,該程序運行時能有效沖洗掉燃燒室內W點的鋁屑,進而有效避免測頭測量時粘屑可能。
2.2保證加工節(jié)拍
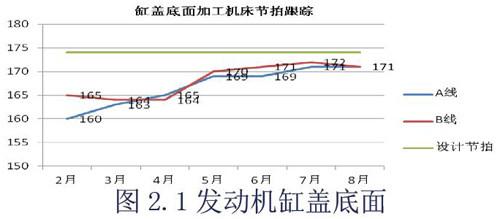
增加W點沖洗程序功能同時要避免該機床的超節(jié)拍加工,保持在設計生產節(jié)拍內。粗加工單線設備的理論設計節(jié)拍為174s,修改程序之前實際為165s左右,增加燃燒室沖洗功能調整后實際加工節(jié)拍在170s左右,滿足理論設計節(jié)拍要求,同時該單臺設備非缸蓋粗加工線瓶頸機床,該調整對粗加工的生產線速不會造成影響。圖2.1為修改程序前后該機床實際節(jié)拍對比統(tǒng)計。
圖2.1發(fā)動機缸蓋底面
增加單臺設備加工動作,不僅要達到設計功能要求,同時也要結合整條線加工實際,避免不必要的等待浪費和衍生新的問題。
2.3跟蹤驗證
將沖洗程序增添在正常加工程序段中,使用同一工件驗證沖洗鋁屑改善效果。
通過效果對比明顯觀察出新增沖洗動作效果良好,燃燒室內有鋁屑以探針為基礎的加工尺寸超差。
修改程序后跟蹤兩個月時間,沒有出現(xiàn)燃燒室高度超差情況,且測量數(shù)據(jù)趨于穩(wěn)定在中間區(qū),加工數(shù)據(jù)較穩(wěn)定,修改程序前燃燒室高度在線測量QDAS數(shù)據(jù)。
通過對比改善前后數(shù)據(jù)可以明顯發(fā)現(xiàn),在沒有添加沖洗動作前,燃燒室測量高度會發(fā)生無規(guī)律性的超差波動,甚至造成工件報廢,增加了車間生產工廢量;增加沖洗動作后,粗加工檢測站燃燒室高度監(jiān)控數(shù)據(jù)穩(wěn)定,改進效果明顯。通過高效利用設備自主功能來改善加工過程中出現(xiàn)的質量缺陷而不增加多余工具設備也是一種解決問題的有效思路。
3.結束語
本文設計增加了刀具噴頭在加工過程中對缸蓋燃燒室探針探測點沖洗的動作,實現(xiàn)了對發(fā)動機缸蓋燃燒室W點定位清洗功能,保證了零件的燃燒室高度,杜絕了因探針探測不準確引起以測量數(shù)據(jù)計算的加工余量不準確。在后續(xù)實際應用中,經過改進后的2個月時間驗證,沒有發(fā)生因為探針測頭粘有鋁屑造成員工將工件重復拉出更換零件后重新加工的情況,避免了員工重復操作浪費,大大提高了機床加工效率。
參考文獻:
[1]劉庭成,范曉紅,劉焱.高壓水射流清洗機噴嘴的結構與參數(shù)[J].清洗世界,2010,26(9):32-37.
