2800mm鋁帶重卷機板帶自動對中液壓控制系統研究
2015-05-07 09:49:06王潔徐繼龍
機械工程師 2015年5期
關鍵詞:系統
王潔, 徐繼龍
(沈陽工業大學機械工程學院,沈陽110870)
0 引言
在鋁帶重卷機生產線上,由于來料帶材的缺陷及生產設備的原因,帶材重卷過程中的跑偏現象不可避免。為保證生產線的正常運行及產品質量的要求,這就需要在重卷機組中設置對中控制系統。采用液壓伺服位置控制系統實現帶材的自動對中控制,可以充分發揮液壓伺服系統的響應快、精度高、驅動負載能力大的特點[1]。
1 系統工作原理
在開卷過程中,鋁帶中心線應與重卷機組中心重合。當其出現跑偏時,光電檢測器檢測出鋁帶中心線相對于重卷機組中心的偏移量,輸出相應電信號,此信號經放大器放大后作為電液伺服閥的輸入信號,電液伺服閥驅動對稱液壓缸再拖動卷取機移動,形成位置閉環系統從而糾正跑偏,實現鋁帶帶材在開卷過程中的自動對中[2-3]。
2 主要元件的確定
2 800 mm鋁帶重卷機對中系統主要技術參數及要求如表1所示。

表1 生產實際主要參數及要求
1)工作壓力確定。確定油源壓力ps=14 MPa。
2) 液壓動力元件確定。負載力 FL=(m1+m2)am+(m1+m2)gf。選擇力士樂CGH2MS2/140/90/200雙出桿液壓缸,負載壓力 PL=FL/AP=9.18 MPa≤2/3×ps=9.33MPa,合理[4]。其中:AP為液壓缸有效工作面積;g為重力加速度。
液壓固有頻率ωh=43.5 rad/s,類比同類機器液壓阻尼比ζh取值為0.3[5]。閥控液壓缸動力元件傳遞函數為

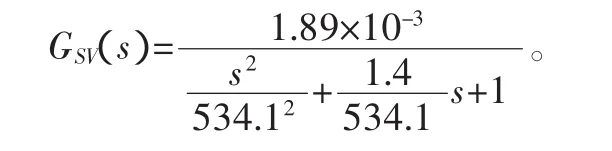
3)伺服閥確定。當最大速度Vm=30×10-3m/s時,負載流量qL=APVm=16.25L/min。考慮泄漏量,取qL=18.69L/min。供油壓力pS=14 MPa時,閥空載流量33.94 L/min。選EMG的SV1-10/32/100/6(ΔP=7 MPa時,Q=24 L/min,額定電流ΔIn=±300 mA)伺服能夠滿足工作需求。根據樣本得到閥固有頻率ωSV=2π×85=534.1 rad/s,閥阻尼比ζSV=0.7,流量增益KSV=qom/ΔIn=1.89×10-3m3/(s·A),則伺服閥的傳遞函數為
4)其他組成元件。
由于輸入為跑偏位移,形成了直接位置反饋,位移傳感器增益為1。光電檢測與放大器的時間常數都很小,響應速度快,可按放大環節處理取值為88.9 m/A。
3 系統仿真模型建立及PID控制器設計
根據各環節的傳遞函數,建立原系統Simulink仿真模型,如圖1上部分所示(仿真模型中添加Mux模塊有利于在Scope模塊中比較系統校正前后的響應曲線)。
由圖2細實線部分可看出原系統的調節時間太長,不能滿足系統響應要求。
為了使系統具有更好的動態性能,在原系統中加入PID控制器以改善系統性能。加入PID控制器的系統仿真模型如圖1下部分所示。
本文主要采用試湊法得出較好的參數值Kp=0.6、Ki=0.01、KD=0.01。加入 PID 控制器的系統仿真曲線如圖2粗實線所示,上升時間短、調節時間快,具有較好的動態性能。
4 系統頻寬
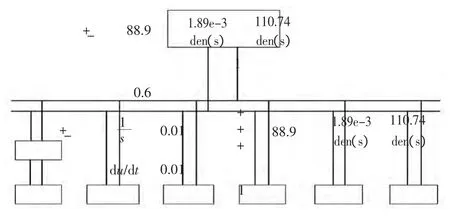
圖1 Simulink仿真模型
系統閉環伯德圖,如圖3所示。
由圖中可以看出,閉環系統的頻寬約為55rad/s大于要求的20rad/s,可以滿足生產實際應用時的系統頻寬要求。
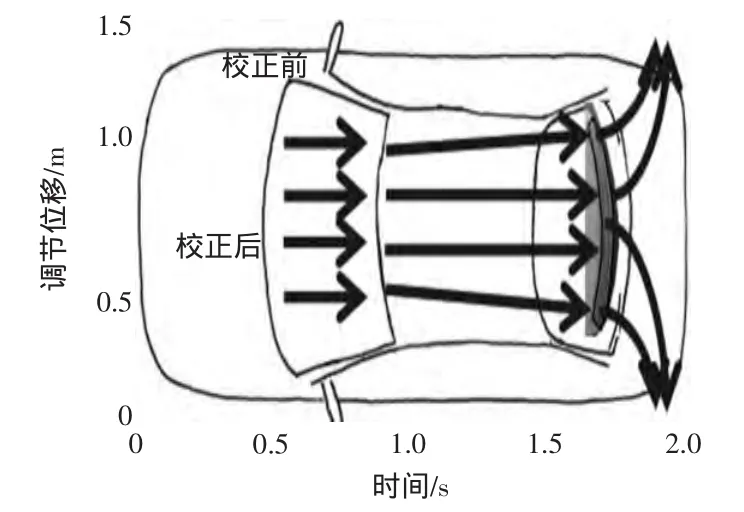
圖2 單位階躍作用下響應曲線
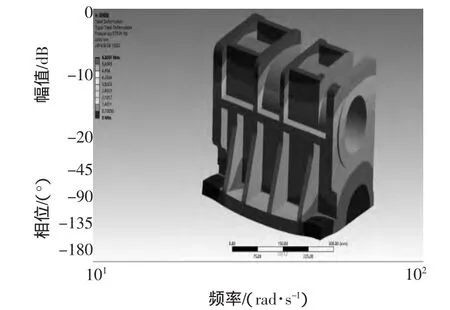
圖3 系統閉環伯德圖
5結語
1)通過對控制系統的分析計算可知,選擇合適的伺服閥、液壓缸,構成的液壓伺服位置控制系統,可以滿足2 800 mm鋁帶重卷機板帶自動對中要求。
2)未校正時系統的動態性能不理想,選擇合適的PID控制器可以大大改善其動態性能,頻寬也滿足實際要求。
[1] 柳洪義.機械工程控制基礎[M].北京:科學出版社,2006.
[2] 王春行.液壓控制系統[M].北京:機械工業出版社,1999.
[3] 張利平.液壓傳動系統及設計[M].北京:化學工業出版社,2005.
[4] 官中范.液壓傳動系統[M].北京:機械工業出版社,2004.
[5] 宋志安.基于MATLAB的液壓伺服控制系統分析與設計[M].北京:國防工業出版社,2007.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32