微型車刀前刀面微溝槽結構靜力學分析
2015-05-07 09:48:30王雯
機械工程師 2015年4期
關鍵詞:溝槽
王雯
(長春理工大學機電工程學院,長春130022)
0 引言
金屬切削過程中,車刀的前刀面不斷與切屑和工件接觸,并發生劇烈摩擦,而發生在車刀上的摩擦與磨損會造成刀具損壞而失效,使切削無法正常進行[1]。
鑒于仿生學的出現,國內外學者把微結構應用到了活塞/缸套[2]、軸承[3]、刀具[4]等機械零件上,得知微結構具有改善摩擦副之間的摩擦性能、減小表面磨損及提升承載力等作用。例如:硬質合金車刀切削淬硬鋼時,在車刀的前刀面上加工四個直徑為0.15 mm的微孔,并裝填固體潤滑劑,可以有效地改善干切削時車刀的摩擦特性[5];傾斜微溝槽結構化前刀面的車刀在以大切除率進行鈦合金材料的干切削時可以降低切削溫度和切削力[6]。但是,這些車刀都是常規的車刀,刀尖半徑都很大;切削的材料都是較硬的材料,如淬硬鋼、鈦合金等;工件的直徑在50 mm左右,機床的轉速較低,進給量和背吃刀量都很大,尚未應用到微型成型車刀前刀面上。
1 微溝槽微型車刀的靜力學分析
1.1 車刀試件有限元模型的建立
分析微型車刀的受力情況,對于微溝槽的設計來說,車刀可化簡成包括刀尖部分1/4車刀的平行四面體(邊長為3.22 mm,厚度為2.38 mm)。車刀前刀面的大致磨損范圍為0.5 mm×0.5 mm,如圖1所示。我們將微結構的位置分布和結構參數進行大致確定,微溝槽微型車刀試件如圖2所示。本文微溝槽槽寬為0.05 mm,槽間距為0.1 mm,槽深為0.02 mm;切削力通過切削試驗測得:Fx=1.22 N,Fy=2.84 N,Fz=1.36 N。

圖1 微型車刀前刀面磨損測量結果
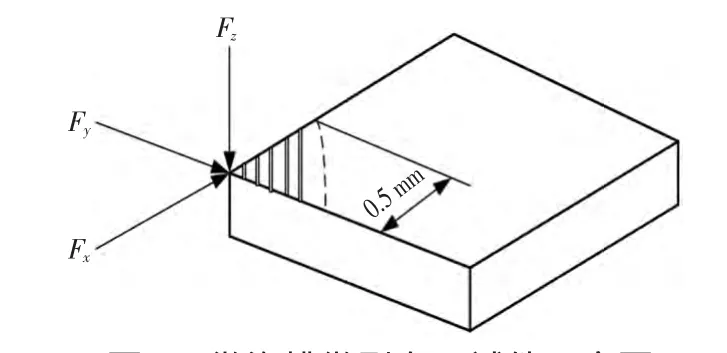
圖2 微溝槽微型車刀試件示意圖
在以邊長為0.5 mm的扇形區域里分別做三種微溝槽結構,如:垂直微溝槽,平行于切削刃的微溝槽,40°的斜形微溝槽,以研究對其刀尖應力的影響。
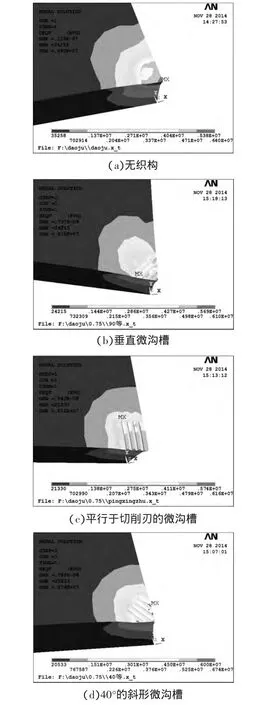
圖3 各種微型車刀試件的Mises應力分布圖
1.2 微型車刀微溝槽尺寸參數的確定
在ANSYS后處理模塊中,我們可以通過General Postproc中的Von Mises Stress對結果進行分析,圖3為各種微型車刀試件的Mises應力分布圖。
由圖3可見,微溝槽方向的不同導致微型車刀應力分布的不同。無織構的普通車刀試件應力的最大值出現在刀尖上,其值為6.40 MPa;帶有微溝槽的車刀試件最大應力值分布在溝槽的邊線上,略微降低了刀尖的受力;另外,可以得知:在其它參數不變的情況下,只調整微溝槽的設計方向,車刀試件的應力分布形式略有相近,但刀尖最大應力值稍有不同。平行于切削刃的微溝槽車刀試件的刀尖最大時Mises應力最小,其值為5.74 MPa。
2 結論
微溝槽的方向不同會導致微型車刀前刀面刀尖的應力分布不同。三種微結構都使刀尖的最大Mises應力值降低了。其中,平行于切削刃的微溝槽車刀試件的刀尖最大Mises應力最小,其值為5.74MPa。這為以后的金屬切削模擬仿真奠定了一定基礎。
[1] 吳澤,鄧建新,連云崧,等.表面織構刀具的研究現狀與進展[J].航空制造技術,2012(10):32-37.
[2] 劉一靜,袁明超,王曉雷.表面織構對發動機活塞/缸套摩擦性能的影響[J].中國礦業大學學報,2009(6):866-871.
[3] 何建林.具有微結構功能表面的刀具及車削性能研究[D].廣州:華南理工大學,2010.
[4] Brizmer V,Kligerman Y,Etsion I.A laser textured parallel thrust bearing[J].Tribology Transactions,2003,46(3):397-403.
[5] 鄧建新.自潤滑刀具及其切削加工[M].北京:科學出版社,2010.
[6] Xie J,Luo M J,Wu K K,et al.Experimental study on cutting temperature and cutting force in dry turning of titanium alloy using a non-coated micro-grooved tool[J].International Journal of Machine Tools and Manufacture,2013,73:25-26.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
