基于PLC的異型管切管機控制系統研究
2015-05-07 09:48:32江德松
機械工程師 2015年4期
江德松
(1.合肥工業大學機械與汽車工程學院,合肥 230041;2.安徽機電職業技術學院,安徽蕪湖241000)
0 引言
切管機是在切割各種管件時必不可少的設備,普通切管機由于其控制方式是通過接觸器控制來實現,其自動化控制水平較低,切刀在工作臺上方,切削運動從上到下,在切割管件過程中,工人勞動強度大,精度不高,工作效率低,故障率高,加工管件尺寸受到限制,特別在加工異型管件時暴露的問題更多,不能滿足現代企業加工需求,因此研究異型管切管機的控制系統不但提高工作效率,而且使系統更加穩定可靠,帶來更大的經濟效益。
基于PLC作為控制核心的觸摸屏、伺服電機和其位置/速度控制單元、變頻器組合的異型管控制系統,整個切割加工過程由PLC進行控制,通過觸摸屏可以設置切管機在切割過程中各種參數,并實時動態顯示切割過程。該異型切管機不僅能切外形復雜多變的管件,如汽車排氣歧管上的各種管件,也能切常規的直管件。將該系統進行實際運行測試,滿足系統控制要求。
1 切管機主要組成及工作原理
1.1 主要組成
切管機主要由機架、工作臺、刀具旋轉機構、刀具進給機構、管件夾緊機構、冷卻系統、人機界面及電氣控制系統等組成,如圖1所示。
1.2 工作原理
機架主要用于支撐工作臺及管件夾緊機構,工作臺用于安裝特殊管件切管工裝。刀具旋轉機構是切管機的關鍵部件,電動機旋轉運動通過齒輪箱、傳動軸和減速機等傳遞給切刀。刀具進給機構主要由伺服電機驅動切刀旋轉機構在直線導軌上做往復運動。主軸箱軸端上裝有刀具測速傳感器,根據切刀的轉速自動調整進給速度,因此對刀具起到保護作用。
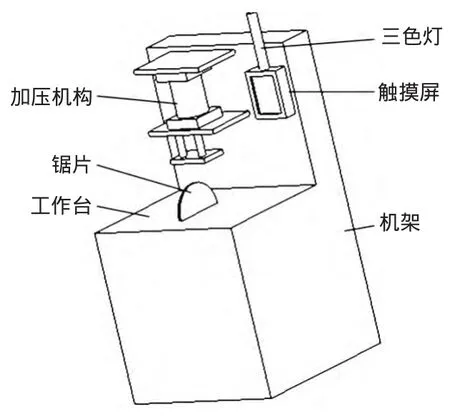
圖1 異型管切管機的組成
管件的夾緊機構是用氣壓控制,能使夾具快速壓緊管件。切刀在工作臺下面,切割管件時切刀自下而上進給,切刀固定在升降臺上由三相異步電機驅動,切刀轉速可通過修改變頻器參數調整。升降臺的上下運動由伺服電機驅動,可通過觸摸屏設置升降臺上下運動的速度和位置[1]。
2 切管機控制系統硬件設計
控制系統包括PLC、觸摸屏、伺服系統、變頻器、編碼器、低壓電器元件和電源組成,控制系統體系結構如圖2所示。
1)主控制系統。PLC是整個控制系統的核心。該系統采用三菱公司生產的FX系列FX1N-60T-001型的PLC作為控制裝置,該PLC為DC24V輸入、晶體管輸出型,I/O點數為60點,輸入為36點,輸出為24點,提供簡易定位、脈沖輸出功能及功能擴展板和顯示模塊,通過RS232C標準接口與觸摸屏通訊。
2)伺服電機驅動系統。伺服電機也被稱為執行電動機,將電壓信號轉換成電機轉軸的角速度或角位移輸出。輸入的電壓信號也稱為控制信號或電壓,自動控制系統中,伺服電動機經常作為執行元件,切刀的上下位置由伺服系統實現位置控制。該系統采用伺服驅動器是由三菱公司生產的MRJ3-100A型和與之配套的交流同步伺服電機HF-SP102B型。此驅動器是基于MR-J2S系列開發的具有更高功能的伺服系統,具有位置控制、速度控制和轉矩控制的三種方式,并且三種控制方式之間可以相互切換。
3)變頻器調速系統。在進行電機調速時,首先要考慮電機磁通量,如果磁通量較弱,電機將會出現欠磁通,它會對電動機的輸出轉矩產生相當大的影響,公式為 Tm=KTΦmI2cosφ2。式中:Tm為電磁轉矩;KT為比例系數;Φm為主磁通量;I2為轉子電流;cosφ2為轉子回路的功率因數。由上式可知,減小電機磁通量會直接影響電磁轉矩的減小。因此,電機頻率變化時,同時協調控制電機的電壓,以保持電機磁通恒定。
根據該切管機主電機參數,系統采用三菱公司生產的FR D740-7.5KW-CHT變頻器,主電機轉速可通過改變變頻器的輸出功率進行控制,使兩者之間的呈近似線性關系,從而實現了無級調速的目的[2]。
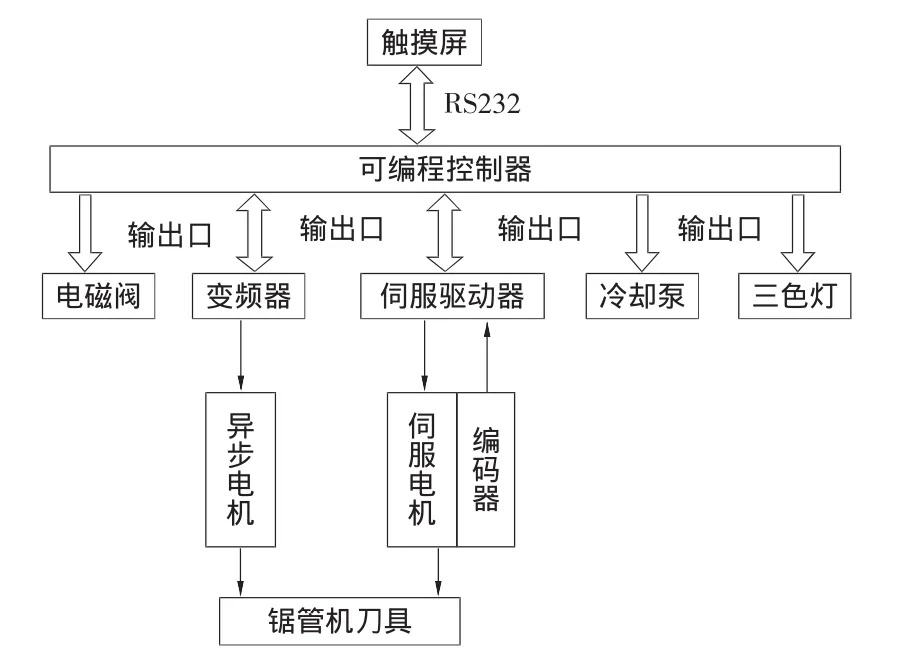
圖2 控制系統結構圖
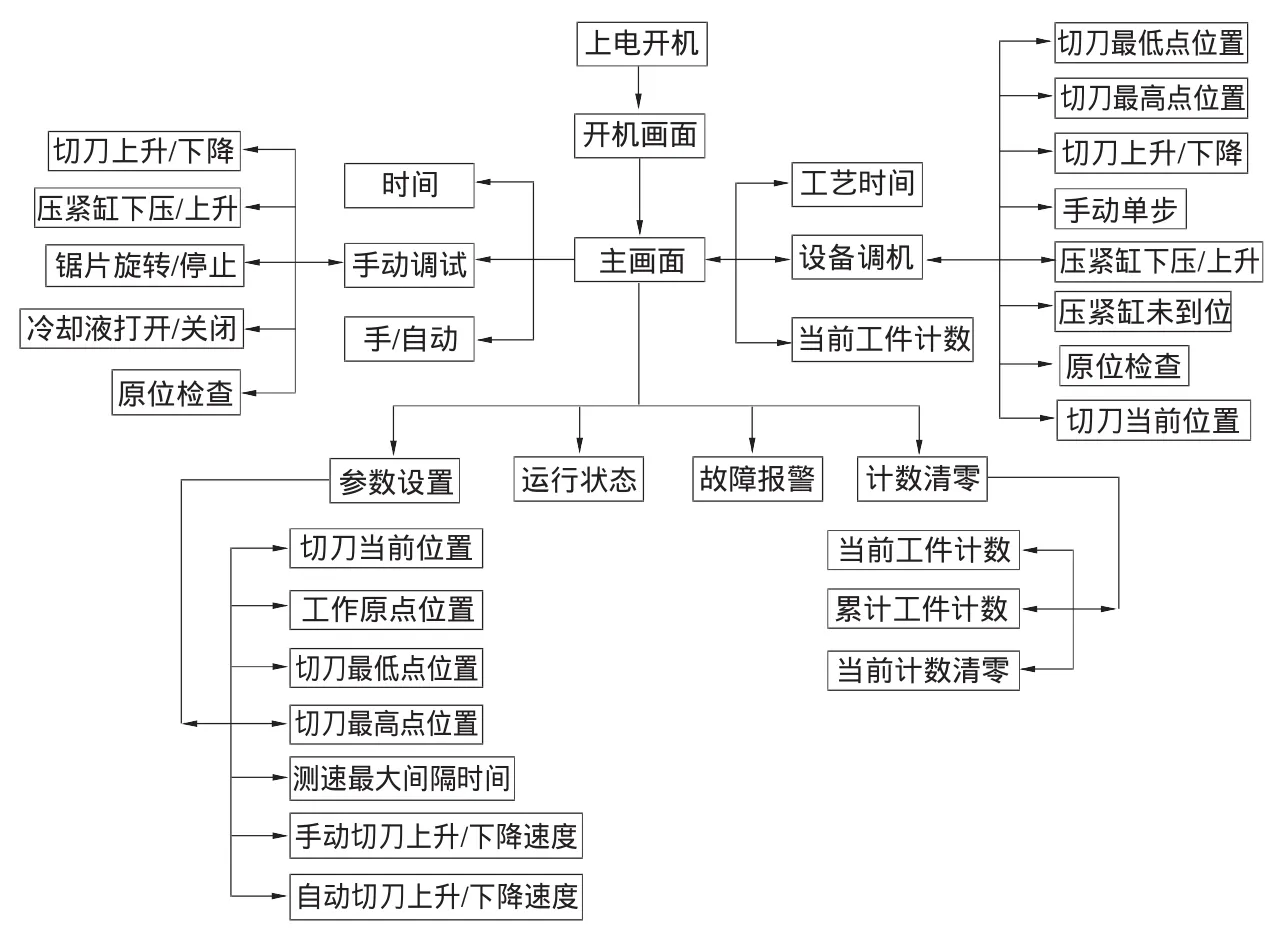
圖3 主要人機畫面
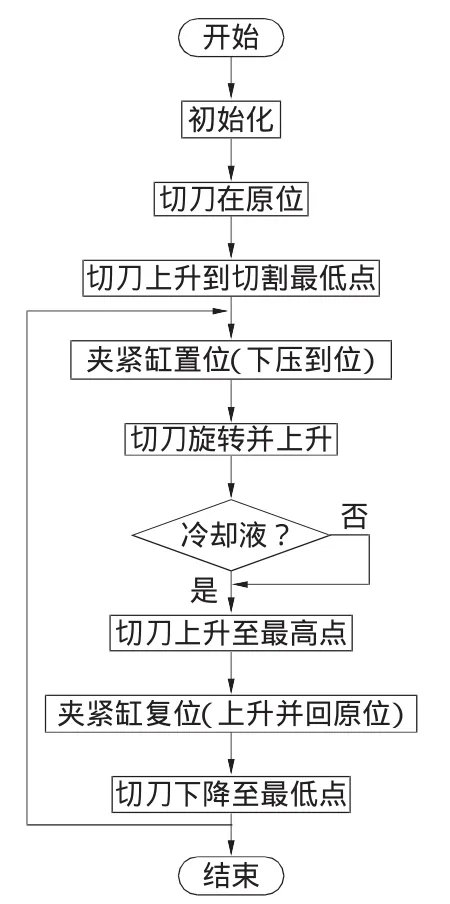
圖4 程序流程圖
2.1 切管機人機界面的設計
輸入和顯示系統是控制系統的一個重要組成部分,是實現操作者和機器設備之間的雙向通信,友好的人機交互界面充分體現了設備智能化與先進性水平。因此在切管機控制系統的設計過程中,為其配備了臺達公司生產的DOP-B07S411型觸摸屏作為人機交互的設備,完成管件切割過程參數的設置和實時的顯示。PLC與觸摸屏采用串行方式通訊實現用戶指令的傳送,根據需要設定系統的運行狀態[2]。
觸摸屏界面設計使用軟件為Screen Editor 2.0,利用此軟件可以創建在觸摸屏上顯示的畫面,可以對畫面編輯、系統設置、PT狀態控制/通信區進行設置,不僅可以保存畫面,而且能夠將畫面傳送到觸摸屏的內存中。
本控制系統觸摸屏界面設計分為2個層次。在上電開機后,觸摸屏首先進入主畫面。主畫面顯示當前北京時間;顯示手/自動狀態;當前工件計數顯示設備當前的運行狀態。在主畫面下面區域有5個操作按鈕,分別是設備調機功能按鈕、手動調試功能按鈕、參數設置功能按鈕、計數清零功能按鈕和故障報警功能按鈕。在主畫面按下任一功能按鈕,可進入下一層次畫面,進行相應的操作。觸摸屏畫面之間切換關系如圖3所示[3]。
2.2 切管機PLC程序設計
切管機控制程序包括系統初始化和系統控制兩部分,系統程序在初始化后,與觸摸屏通訊,接收觸摸屏傳送的控制信息,根據用戶選擇的操作模式進行切割加工。如將手/自動選擇開關旋到自動檔時設備開始工作,第一次工作流程是:切刀先從工作原點上升到切割最低點,壓緊缸同時下壓并到位→切刀旋轉并上升開始切割管材直至最高點(切割結束)→壓緊缸上升并回到原位、切刀回到切割最低點。以后切刀就直接從切割最低點開始啟動。每班工作完成后可在手動狀態下進行一次原點回歸使切刀回到工作原點。控制系統程序流程圖如圖4所示。
3結語
異形管切管機自投產以來,運行穩定,能很好地完成特殊切管,并能充分滿足生產工藝要求。該設備采用觸摸屏、伺服系統和PLC控制,高度自動化,操作簡單,精度高。該控制系統運行性能穩定,故障率低,維護方便,提高了生產效率,減輕工人的勞動強度,滿足客戶的要求。
[1] 蔣玲,張超.觸摸屏與PLC控制的異型管鋸管機的設計[J].制造技術與機床,2012(7):123-126.
[2] 孫耀杰,趙君,賈靜蕾,等.基于觸摸屏和PLC的金相切割機控制系統[J].現代電子技術,2009,32(14):23-25.
[3] 吳全.新型切管機的設計與實現[J].機床與液壓,2012,40(14):39-41.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
商業評論(2014年9期)2015-02-28 04:32:41
