基于MasterCAM模具凹模的數(shù)控加工
2015-05-07 09:48:38陳嬋玉
機械工程師 2015年4期
陳嬋玉
(中山市技師學(xué)院,廣東 中山 528429)
0 引言
隨著生活質(zhì)量的提升,電器外觀設(shè)計不但要求實用而且還要美觀,其造型亦變得越來越復(fù)雜,加工要求也越來越高,無疑對模具加工提出了新的要求。造型復(fù)雜的零件通常需要借助CAM軟件進行編程加工,通過數(shù)控技術(shù)為精密復(fù)雜的零件加工提供保障。常用的CAM軟件有UG、PowerMILL、Cimatron 和 MasterCAM 等。MasterCAM由美國CNC Software公司開發(fā),集中了強大的CAD/CAM功能,該軟件具有操作簡便、容易上手的特點,被廣泛應(yīng)用于機械工程等多個領(lǐng)域。在CAM方面,MasterCAM提供了豐富的粗精加工功能,包括了二維特征與三維特征的加工,不同類型的粗精加工刀路雖各有特點,但是又可以交叉使用,非常靈活多變。選擇刀路時只有結(jié)合零件的造型特點以及加工技術(shù)要求,針對不同的加工要求,將CAD/CAM功能融為一體,科學(xué)規(guī)劃數(shù)控加工工藝才能更好地保證加工質(zhì)量。
1 零件加工工藝分析
圖1所示為某電器外殼注塑模具的凹模,塑件成形材料為PP,電器外殼大小為232.25 mm×192.67 mm×47.29 mm。模具采用一模一腔,該凹模曲面造型復(fù)雜,凹模前端為長方形凹槽,凹槽上方側(cè)邊斜面拔模角度為20.0°,其他側(cè)邊為直壁邊,最小圓角半徑為5 mm,深度為-22.15 mm。長方形凹槽內(nèi)嵌一大小為60 mm×15 mm的小長方形凹槽,圓角半徑為4.3 mm,深度為-36.95 mm,形成臺階高度差為14.8 mm。與長方形凹槽相連的2個圓弧槽為三階式圓弧臺階,側(cè)邊斜面拔模角度為5.0°,圓弧半徑分別為6.096mm、8.128mm、9.144mm,其中8.128mm和9.144 mm兩圓弧曲面通過椎形曲面相連,最小曲面半徑為11.595mm。主體部位曲面跨度大,成鏟形曲面,由平面、斜面和圓弧曲面交叉構(gòu)成,曲面間形成的交線明顯,最小圓弧曲面半徑為1.536 mm。底部為兜形曲面,最小圓弧半徑為10.160 mm,深度為-47.289 mm。U型尾部底面為平整斜面,角度為-8.849°,兩側(cè)邊拔模角度為23.935°,中間為直壁邊,平整斜底面與側(cè)邊相連的圓弧曲面半徑為5.00 mm。
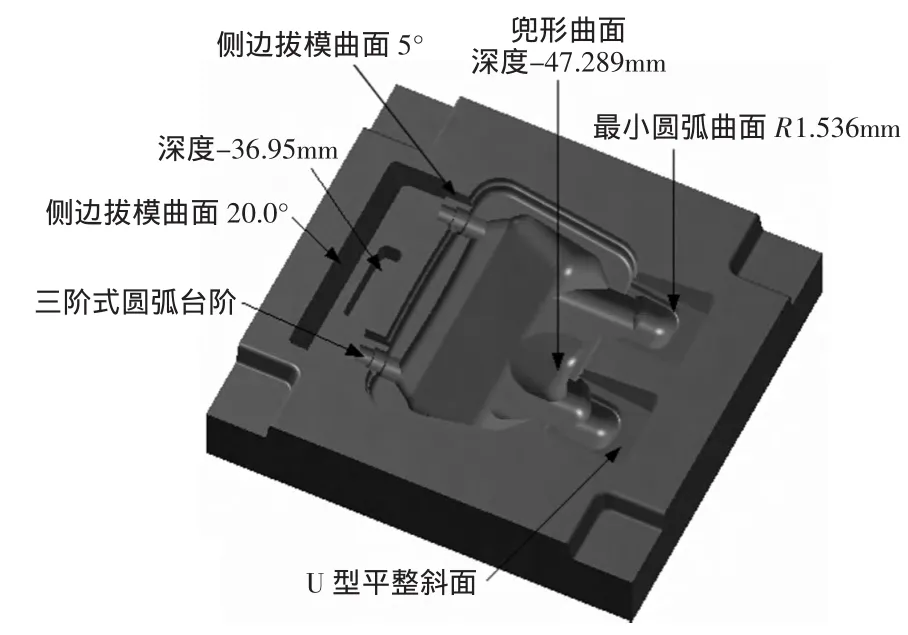
圖1 電器外殼凹模
加工時凹模材料選用P20預(yù)硬塑料模具鋼,硬度為30~42 HRC。零件表面粗糙度要求為Ra3.2,模具尺寸為300 mm×280 mm×60 mm。
2 加工難點分析與加工策略
曲面跨度大,平整面、不規(guī)則斜面與圓弧曲面交叉形成的復(fù)雜曲面是整個零件的加工難點,特別是細(xì)小曲面處的清角加工。同時,加工深度大,對刀具伸長裝夾剛性變差,易產(chǎn)生彈刀過切等問題,在加工過程中需特別注意。如何根據(jù)MasterCAM自身刀路特點選擇適合的方法進行加工,是保證加工質(zhì)量的前提。
現(xiàn)根據(jù)凹模的材質(zhì)和結(jié)構(gòu)特點,制定凹模加工方法與加工工藝,提出“整體開粗,區(qū)域優(yōu)化”的加工策略。
2.1 整體開粗,提高效率
電器外殼凹模主體為凹槽,選擇直徑為32 mm,圓角半徑為4 mm的圓鼻刀通過曲面挖槽粗加工刀路進行整體粗加工,主體曲面部分下刀時采用螺旋式進刀,螺旋半徑可設(shè)為刀具直徑的10%~30%,設(shè)置“沿著邊界漸降下刀”選項,以保證進刀成功,避免發(fā)生插刀現(xiàn)象,引起機床抖動。虎口處設(shè)為由外側(cè)進行,刀路效果如圖2所示。
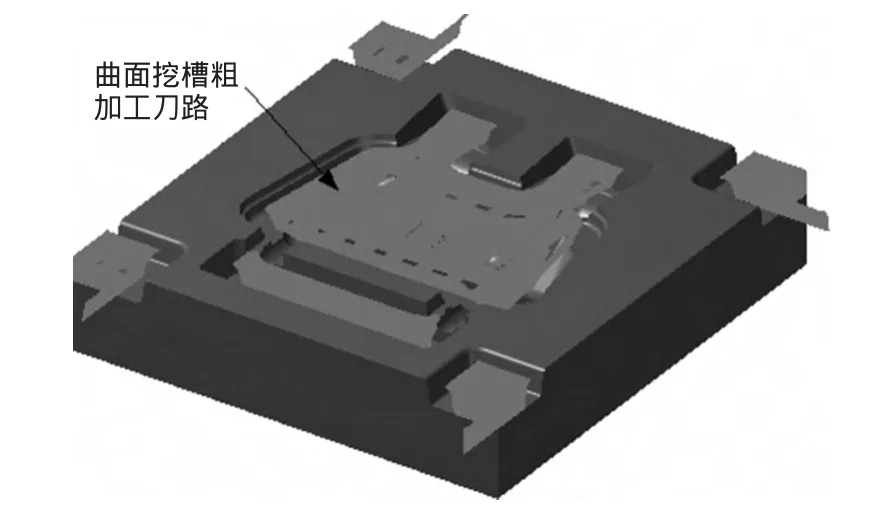
圖2 整體曲面挖槽粗加工刀路
然后繼續(xù)選擇直徑較小的圓鼻刀通過曲面等高外形精加工刀路進行整體二次粗加工,以進一步減小加工余量。
2.2 半精加工,線框控制
為了清除粗加工留下的余量,使精加工時余量均勻,需進行半精加工。零件曲面主要是斜面與圓弧曲面為主,主體曲面沿中心處下沉,因此半精加工與精加工時宜采用曲面等高外形刀路,形成分層加工。但是由于曲面間的過渡變化大,通常情況下采用曲面等高外形刀路進行精加工時,對于曲面造型變化大的位置往往會產(chǎn)生過多的跳刀或刀路間隙不均勻等情況。為避免這種情況的發(fā)生,除了常用的在XY方向范圍進行邊界控制外,還可添加通過投影等方式構(gòu)建而成的如圖3(a)所示Z方向控制線作為邊界,使生成的刀路緊貼加工曲面,曲面等高外形精加工刀路效果如圖3(b)所示,除繞開平坦位置外,其他的位置都平緩地加工到位,刀路的間隙得到有效控制,有利于獲得較好的表面質(zhì)量。
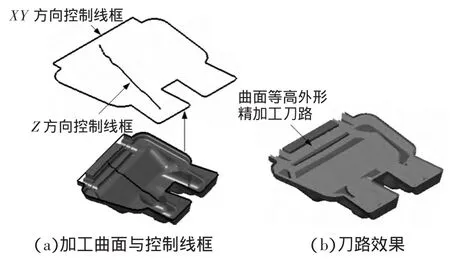
圖3 曲面等高外形精加工刀路
2.3 根據(jù)曲面特點選擇刀路,提高刀路適應(yīng)性
MasterCAM提供的刀路各有特點,適用的加工特征亦不相同,如三維刀路中曲面平行銑削刀路宜加工相對平緩的曲面,而曲面等高外形精加工刀路宜加工相對比較陡的曲面,特別是斜面。平整曲面加工除了可采用如標(biāo)準(zhǔn)挖槽和平面銑削等二維刀路外,還可采用三維曲面挖槽刀路。電器外殼鏟形主體曲面中的6個小平整曲面的精加工,考慮到方便加工范圍的控制采用了曲面挖槽刀路進行加工。分別提取6個平整曲面的邊界作為加工邊界線,生成刀路如圖4所示。
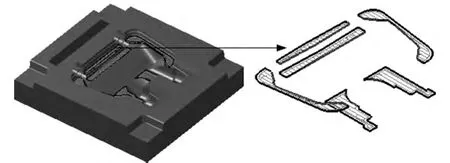
圖4 平整曲面加工
在曲面精加工時應(yīng)盡量順著曲面的紋路方向進行加工,以取得好的光潔度。考慮到各曲面間過渡位置的特點,采用曲面流線或平行銑削精加工刀路,為防止過切,應(yīng)將與加工曲面相連接的周邊曲面設(shè)為干涉曲面。
2.4 清角加工
圓鼻刀或球刀由于刀具幾何形狀的特點,在加工底部為平底面的拔模曲面時會留下一些殘留余量,余量高度通常約為所用刀具的一個圓角半徑。為此,精加工時需要對這些部位進行清角加工,一般采用平底立銑刀清角。對于其他不規(guī)則曲面的加工則需要根據(jù)其最小圓弧半徑選擇合適的球刀進行清角加工。曲面等高外形精加工刀路、曲面熔接精加工或曲面投影精加工刀路常作為清角加工刀路。
2.5 規(guī)劃工藝路線
根據(jù)凹模加工難點分析與加工策略,采用如表1所示的加工工藝安排。
3 后處理加工
將編制后的刀路進行調(diào)試檢查,實體仿真切削確認(rèn)無誤后,利用MasterCAM的后處理功能將加工刀具路徑的軌跡生成所需的NC代碼輸入加工中心進行加工,其中后處理生成的加工程序經(jīng)編輯如下:
%
N1 G21 G54
N2 G0 G17 G40 G49 G80 G90
N3 T1 M6
N4 G0 G90 G54 X-182.4 Y-139.7 S1600 M3
N5 G43 H1 Z5.M8
N6 Z.75
N7 G1 Z-.25 F500.
N8 X-118.11 F3000.
N9 Y-122.655
………
N9667 X60.472 Y58.951
N9668 Z-11.847 F200.
N9669 G0 Z5.
N9670 M5
N9673 M30
%
4結(jié)語
實踐加工中只有不斷嘗試總結(jié),在原有CAD圖檔的基礎(chǔ)上認(rèn)真分析零件的結(jié)構(gòu)特點和加工技術(shù)要求,并根據(jù)MasterCAM各種刀路的加工特點選擇相應(yīng)的加工對象,靈活構(gòu)建輔助曲線和曲面,將MasterCAM提供的CAD/CAM功能做到相輔相承,融為一體,才能充分發(fā)揮刀路的優(yōu)勢,優(yōu)化數(shù)控加工工藝,從而高效率、高質(zhì)量地完成加工任務(wù)。
[1] 黨新安,勞慶海.MasterCAM曲面加工參數(shù)的優(yōu)化選擇[J].煤礦機械,2006(9):127-130.
[2] 鄧奕.MasterCAM數(shù)控加工技術(shù)[M].北京:清華大學(xué)出版社,2004.
[3] 薛山.Mastercam X5實用教程[M].北京:清華大學(xué)出版社,2012.
