多輥卷板機設計與研究
2015-05-07 09:48:44姜榮升于志新何三慧曹全德
機械工程師 2015年4期
姜榮升, 于志新, 何三慧, 曹全德
(長春工業大學機電工程學院,長春130012)
0 引言
我國是世界上卷板機產量最多的國家,但總體競爭力不強,特別是針對大型和重大型設備。本文的研究主要是在原有的四輥卷板機上進行改進,將四輥卷板機加工后的卷圓通過工作輥進行修正。
1 系統設計的主要功能
制造行業在材料加工尤其是重型工業領域的板材加工部分程序需要依賴于卷板機來實現,因而在四輥卷板機的基礎上對卷板機的結構和數控系統進行重新改進和研究,與以往的卷板機相比,新方案的特點和主要實現的功能是利用數控系統調節卷板機制作圓筒直徑。
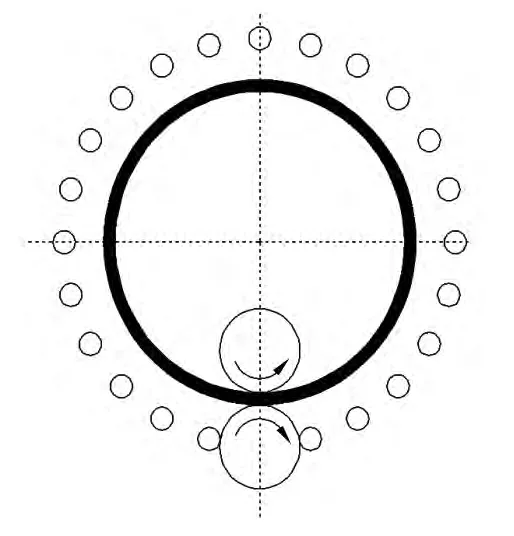
圖1 工作輥對加工板材進行直徑調節
通過控制工作輥上的各個電機的進退和旋轉控制卷板機各個工作輥之間的相對位置和彼此施加的相互作用,從而完成對板材的加工。四輥卷板機完成板材加工后,工作輥對卷圓進行矯圓。卷圓直徑的調節通過連接計算機終端,在計算機上由USB和控制器進行通信,在計算機終端的上位機軟件中輸入調節直徑,上位機軟件經過計算解析發送到主控制器,控制器會對23個伺服電機和尾部發出指令,最終實現調節直徑和尾部電機角度。在每次進行直徑調節的時候,控制器會讓23個伺服電機和尾部電機運動到原始位置,進行歸零,對直徑進行標定,而不是從原本調節好的位置進行調節,來減小累計誤差,如圖1所示。工作過程中,還可以手動控制各個伺服電機,以便修正誤差。
2 運動函數的解求
卷板機卷圓加工完成后,在調節卷板直徑的過程中,對各工作輥的工作狀態和運動位置進行修正。卷板機卷板過程中各輥工作狀態及局部圖如圖2所示。
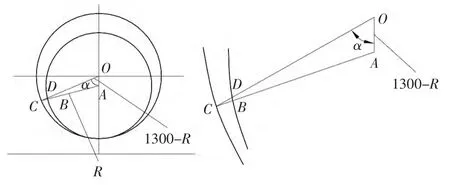
圖2 工作輥卷圓運動狀態
圖2中,以A為圓心的圓為卷板機目標加工的形狀,其半徑用R表示,即表示卷板機加工板材的半徑參數為R,以O為圓心的圓為卷板機各個工作輥在運動中所卷制的板材的實際形狀,其半徑用L1表示。
為減小加工誤差,必須對圓心O進行修正,使的圓心O能夠移到A點并且兩圓軌跡重合。具體分析為:OA表示兩圓心之間的距離,即現加工的卷圓圓心和目標加工卷圓圓心的距離,OA=1 300-R。式中:1 300為卷板機卷制半徑的最大卷制能力,以卷板機最大卷制能力為計算;AB為目標加工卷圓直徑,AB=R。∠AOC為C處工作輥和位于垂直線底部的主動輥之間的角度,∠AOC=α。在∠AOC中,已知OA長度,R為板材目標加工半徑(為已知量),OC=1 300,由余弦定理 a2+b2-2abcosα=c2可知,AC2=OA2+OC2-2cosα,整理得 AC=,由于AC=AB+BC,所以整理可知:

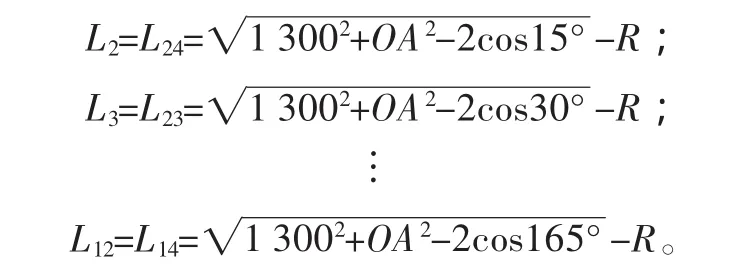
BC即為在此角度下所對應的卷板機工作輥為達到卷圓的目標曲率所需到達的位置,因為各個工作輥以圓心O為中心、每隔15°間隔分布的,由此可以推出,各個工作輥以O為圓心,與中心垂直線的夾角是已知的,板材卷制的目標半徑已知,OA已知,依次類推可以計算出23個輥目標位置的運動函數。
設定以垂直線的下半部分(水平中心線以下)為參考,向左偏15°的工作輥編號為2號,相對2號工作輥左偏15°編號為3,以此類推,則初始參考線右偏15°的工作輥編號為24,因為設計的對稱性,2號輥的位置和24號輥位置對稱,所以運動時也相互對稱,即運動函數相互對稱。設定L表示各個工作輥的移動距離,可知,L2=L24,L3=L23,L4=L22,L5=L21,L6=L20,L7=L19,L8=L18,L9=L17,L10=L16,L11=L15,L12=L14。L13是個特殊的位置,L13工作輥位于最頂端位置,其運動函數經過計算可知為L13=1 300-R/2,其余各處的運動函數由公式整理可得:
L表示各個工作輥的移動距離,在現有位置的基礎上,為實現板材目標卷制半徑和曲率,工作輥需要對現有位置進行修正,卷制過程中主動輥(動力輥)旋轉運動,壓迫板材向前運動,各個工作輥為實現加工板材的目標加工半徑和曲率,電機帶動傳動系統通過運動函數到達各輥制定位置,在移動時對板材施行受壓,進而達到目標產品要求。為實現板材不同曲率的加工需求,各個工作輥通過程序和手動,單獨運動和作用。
3 結論
以原有的四輥卷板機為基礎,通過設計多輥結構,對四輥卷板機的加工板材進行校正。經企業加工實踐驗證,該卷板機可以卷制10 mm的加工板材,實現了設計初調節板材筒徑快速化的目標。
[1] 刑偉榮.卷板機的現狀與發展 [J].鍛壓裝備與制造技術,2010(2):8-15.
[2] 孫廷波.特大型四輥卷板機的研發[D].青島:中國石油大學(華東),2009.
[3] 俞新陸,何德譽.鍛壓手冊:第三卷:鍛壓車間設備[M].3版.北京:機械工業出版社,2008.
[4] 楊樹平,馬悅山.四輥卷板機的數控實現[J].沈陽化工學院學報,2005(2):100-112.
[5] 成大先.機械設計手冊[M].北京:化學工業出版社,2001.
[6] 王國強.四輥型材卷彎機數控系統設計與研發[J].鍛壓裝備與制造技術,2010(45):1-3.
