級進模具鑲塊的單件加工
2015-05-07 09:48:48孟凡榮許恒斌顧佳超
機械工程師 2015年4期
關鍵詞:工藝
孟凡榮, 許恒斌, 顧佳超
(長春汽車工業高等專科學校機械工程學院,長春130013)
0 引言
級進模在工廠也稱為連續模,各個工位能夠按順序完成不同的加工,多個工序就可以在同一個模具中完成。與多套模相比,級進模一副模具內就可以完成沖裁、彎曲成型和拉伸等工序,生產效率高,可用于高速沖壓床。美國Datum公司級進模要求模具鑲塊全部單件加工,并且要求鑲塊間能夠互換,因此對底板和每件鑲塊的加工精度有很高的要求,此類鑲塊加工經驗不足,需要進一步完善加工工藝,在此針對幾種典型的鑲塊加工工藝進行介紹。
1 塊單件加工工藝路線制定
對于無多件連續型面和刃口,同組鑲塊安裝面等高,采用型面和其他結構面全部單件精加工到尺寸,并保證互換性,可以提高單件加工精度,實現標準化加工。
1.1 線切割刃口類鑲塊
線切割刃口類鑲塊,底面單向鍵,用銷孔定位進行組裝,如圖1所示。
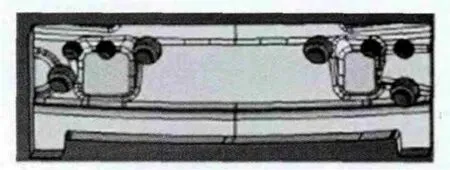
圖1 線切割刃口鑲塊
這類鑲塊加工方案如下:方料→磨四平面→鏜螺釘孔螺紋(包括反把工藝螺紋孔)、中心孔→鉆孔,包括銷孔空開、攻絲→數控銑背面(虎鉗裝夾),底面見光,鍵槽(單邊留量0.3 mm),鏜銷孔(小一號)→數控銑正面(銷孔定位工藝板裝夾),型面(留量0.5 mm),空開面→熱處理:真空淬火→磨底面、基面→電加工,按銷孔拉直找正,切刃口輪廓和銷孔→數控銑背面(Z型工藝板裝夾)鍵槽到尺寸,鏜銷孔(單邊留量0.5 mm)→數控銑正面(銷孔定位工藝板裝夾),型面精加工→鉗工裝配。
淬火后用Z型工藝板裝夾背面,用反把螺紋在鑲塊背面把3~4個Z型工藝板,將鑲塊底面向上固定(底面無螺紋的鑲塊增加工藝螺紋孔,位置編程投圖時直接給出),用鑲塊底面的鍵槽找正分中心確保各方向均勻有量,裝夾面保證無異物、無毛刺。
工藝板裝夾可通過快速定位鍵-鑲塊鍵槽確定機床坐標系與加工坐標系的相對位置,鑲塊根據編程員對刀示意圖裝夾工件。
1.2 孔定位加工型面類鑲塊
銷孔定位加工型面類鑲塊特性是底面無鍵,用銷孔定位組裝,如圖2所示。

圖2 孔定位鑲塊
此類鑲塊加工方案如下:方料→磨四平面→鏜螺釘孔螺紋(包括反把工藝螺紋孔)、中心孔→鉆孔,包括銷孔空開、攻絲→銑倒角→數控銑正面銷孔定位工藝板裝夾,型面(留量0.05 mm)→熱處理,真空淬火→磨底面,基面→鏜銷孔→數控銑正面(銷孔定位工藝板裝夾),型面精加工(編程中心按鍵槽交點設X0Y0)→鉗工裝配。
用銷孔定位工藝板裝夾,采用有工藝銷的十字鍵和長方鍵定位,用反把螺紋將鑲塊固定到工藝板上(鑲塊背面需增加工藝螺紋孔)。淬火前使用單邊小0.5 mm的工藝銷,淬火后使用標準尺寸工藝銷。
1.3 位加工型面類鑲塊
鍵槽定位加工型面類鑲塊特性是底面十字鍵,無銷孔,無結合面,如圖3所示。
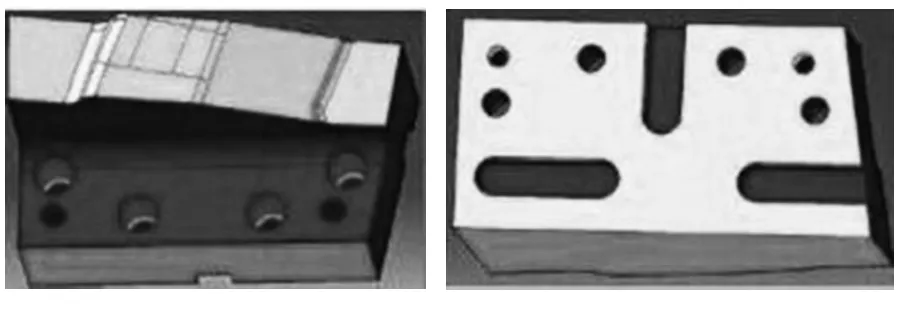
圖3 槽定位加工型面類鑲塊
這類鑲塊加工方案如下:方料→磨四平面→鏜螺釘孔螺紋(包括反把工藝螺紋孔)、中心孔→鉆孔,包括銷孔空開、攻絲→數控銑背面(虎鉗裝夾),底面見光,鍵槽、斜角→數控銑正面(鍵槽定位工藝板裝夾)、型面(留量0.5 mm)、空開面→熱處理,真空淬火→磨底面,靠死面,基面→數控銑背面工藝板裝夾,鍵槽到尺寸,鏜銷孔(單邊留量0.5 mm)→數控銑正面鍵定位工藝板裝夾,型面精加工,(編程中心按鍵槽交點設X0Y0)→鉗工裝配。
虎鉗裝夾背面加工,在工作臺上安裝虎鉗,對虎鉗進行拉直裝夾。操作者根據電算提供的數據,鑲塊底面到虎鉗頂面數值加長5 mm裝夾,操作者找正后根據電算提供程序劃痕以檢測工件中心是否正確,包括靠四面、接合面和輪廓。
2 機床及二級工具
通過試驗件加工,檢測小物數控和線切割機床的加工精度,慢走絲和中走絲線切割切擺角空刀功能進行驗證,確定具備加工條件的機床,對精度不好的機床及時進行維修調整,為正式模具加工做好準備。
通過工藝板定位鍵等二級工具等在試驗件加工中的使用,確認其實用性,確保二級工具在加工中對工件定位準確,固定牢靠,方便操作。
3結語
通過這次對級進模單件鑲塊的工藝編制,積累了完整的加工高端級進模的經驗,達到了國際大公司制造此類模具的技術水平,能夠應對國外高級模具的加工要求,為今后支撐自主模具的研發制造奠定了堅實的基礎。
[1] 郭鳴驥.某汽車車門玻璃導軌結構件多工位級進模設計[J].鍛壓技術,2014,39(9):97-101.
[2] 蔣震林.加快中小型企業中級進模的發展應用[J].中國高新技術企業,2013(33):66-68.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
