鐵路貨車制動管漏泄故障分析及制造工藝研究
2015-05-07 09:49:00袁玉紅
機械工程師 2015年4期
關鍵詞:工藝
袁玉紅
(南車二七車輛有限公司工藝技術部,北京 100072)
0 引言
近年來,隨著鐵路貨車的發展,鐵路貨車制動故障發生率較高,見圖1,制動管系漏泄故障在制動故障中所占比例也較高,鐵路貨車制動管聯接主要采用法蘭接頭聯接結構,接頭與制動管之間焊接聯接,制動管之間采用法蘭和螺栓聯接。
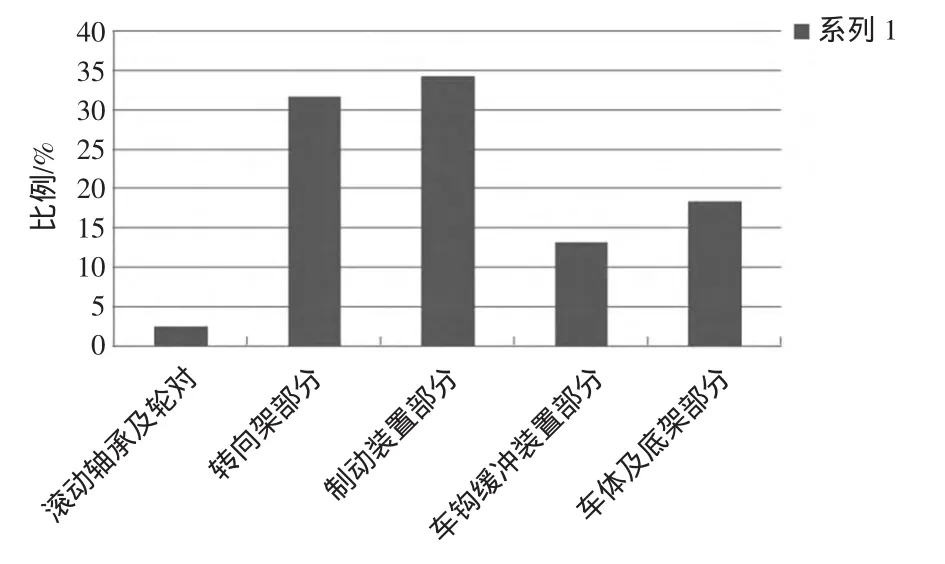
圖1 2014年春季鐵路貨車質量抽查故障統計表(新造)
1 制動管漏泄故障介紹及原因分析
通過分析,制動管漏泄主要是法蘭聯接處漏泄、接頭與不銹鋼管焊縫處裂紋導致漏泄、不銹鋼管裂紋導致漏泄等,見圖2~圖4。
合格的制動管在運用過程中發生漏泄,主要原因是制動管與相鄰件之間的內應力大小,當內應力達到疲勞極限,制動管焊縫就會產生疲勞裂紋,或者法蘭聯接螺栓松動等,制動管組裝后法蘭接頭處產生內應力的原因概括為以下幾個方面:1)底架附屬件與制動管組的相對位置偏差,導致管吊與管墊有間距,管吊卡緊固后,制動管產生相互作用力,從而產生內應力,見圖5。2)2個相鄰制動管錯位,即軸向中心偏離,兩法蘭接頭聯接后,會產生內應力,見圖6。

圖2 接頭與不銹鋼管聯接焊縫裂紋
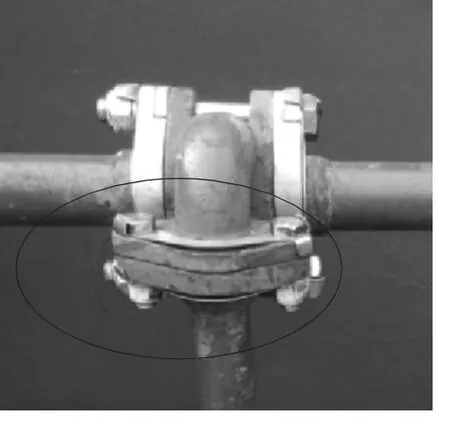
圖3 法蘭聯接處漏泄

圖4 不銹鋼管裂紋漏泄
因此分析接頭處的受力情況,找出切實可行的措施減少應力的產生,對降低制動管系漏泄故障意義重大,在制動管制造過程中,導致制動管產生漏泄的原因有以下幾個方面:1)底架附屬件的組焊尺寸有偏差,組裝制動管吊卡時,制動管與管吊的間隙大于兩個管卡墊,組裝單位強行將管吊卡緊固上,強行將主管拉到靠近底架附屬件一側,使得主管與相聯接的管系的相對位置超差,發生制動管抗力,在加上車輛在線路上運行振動,使得接頭處長期受力出現間隙,導致車輛漏風。2)橡膠密封墊圈本身存在質量問題,但從外觀無法看出內部缺陷,在車輛運行過程中出現橡膠密封圈老化破損,導致車輛漏風。3)橡膠密封圈組裝不正位,橡膠密封墊圈組裝后應套在接頭體的端頭外側,在法蘭體與接頭體之間的槽內,螺栓應均勻緊固;如果密封墊圈組裝不正位,會使密封圈產生非正常變形,在加上車輛在線路上運行振動,造成密封圈擠壓破損,導致車輛漏風。4)法蘭接頭處的螺栓緊固不均勻,或法蘭接頭緊固后出現不均勻的間隙,在車輛運行過程中,兩個相連的法蘭接頭之間局部出現間隙,導致車輛漏風。5)接頭體的端面與制動管中心線不垂直,兩個管系組裝時也會造成制動管抗力組裝,在車輛運行過程中,兩個相連的法蘭接頭之間局部出現間隙,導致車輛漏風。

圖5 底架附屬件與制動管相對位置偏差

圖6 制動管軸向偏離
2 制動管、底架附屬件、制動組裝制造工藝要求
制動管及與其相連的底架附屬件的制造、組裝質量直接決定制動管在運用過程中是否漏泄,在制造過程中應從以下幾方面進行控制。
2.1 底架附屬件制造

圖7 底架附屬件定位工裝
在進行產品設計和工藝分析時關注制動和底架附屬件組裝的定位基準統一,將產品設計基準進行轉換,統一上、下工序的工藝基準和檢測基準;針對附屬件之間的相對位置尺寸控制難度較大的特點,底架附屬件原則上以車體縱向中心線、車體橫向中心線和120閥吊座組成中心為定位基準,在專用工藝裝備上組裝底架附屬件,見圖7,減少因公差累積導致的配合誤差。
2.2 制動管制造
不銹鋼管加工過程中會產生飛邊、毛刺,會影響管系與接頭體的配合,從而影響法蘭接頭端面與制動管中心線的垂直度,同時也會對制動系統的清潔帶來隱患,因此在下料后應徹底清除飛邊、毛刺。不銹鋼管采用數控彎管設備保障彎管的空間尺寸合格,見圖8。
管系漏泄故障很大程度上取決于管系的焊接質量,首先應對室內溫度進行實施監測,保證在任何季節焊接工作區域溫度不低于5℃,風速不大于1 m/s,為管系焊接質量提供客觀保障。通過對焊接電極端部角度、焊槍的位置和角度、夾具的調整等進行控制,保證管系焊接的一次合格率;接頭體內圓與管系的配合間隙的配合間隙過大導致焊接不良,在進行制動管焊接前用塞尺測量,對接頭體進行選配,保證制動管焊接質量。
為了保證兩法蘭組裝后相鄰制動管的同軸度,既保證制動管中心與法蘭端面的垂直度,制動管焊接采用專用裝備進行定位,制動管焊接后進行垂直度檢測和氣密性試驗,見圖10和圖11。

圖8 數控彎管設備

圖9 接頭體內圓與管系的配合

圖10 制動管垂直度檢測

圖11 制動管氣密性試驗
2.3 制動管組裝質量
制動管組裝時,統一組裝順序,控制公差累計,將制動管的公差累計到車體兩端,因此,從車體中心開始先組裝主管三通及連接的制動管的法蘭螺栓,然后以主管三通為中心向車體兩端按順序分別組裝各管法蘭聯接螺栓螺母,確認制動管不抗力,最后連接制動管吊卡與底架附屬件。
由于制動管大多為空間結構,制動管組裝后與相鄰件之間必然產生內應力,從而導致制動管發生變形,鋼管在內應力作用下變形產生的變形量為δ=F·L/(E·A)。式中:F為載荷的大小,N;L為鋼管的長度,m;E為鋼管的彈性模量;A為鋼管的截面積,m2。
在制動組裝時嚴格控制變形量δ,減少制動管在運行過程中的漏泄風險。

圖12 主管三通及其連接的制動管
制動管的受力與制動管長度成正比,與相鄰件的錯位量成正比,根據制造工藝分析,通過經驗對比分析制定制造工藝要求,并結合制造實際情況,制定工藝要求,如表1所示。

表1 不同管系管吊與管墊間隙、兩法蘭接頭錯位要求
為了控制制動管組裝產生的受力變形,除了控制表1的要求,還要對制動管的制造、組裝工藝進行規范:1)控制法蘭端面與制動管軸線的垂直度,管系彎曲后,直端長度越短,管系剛性越大,產生的內應力會越大,這種管系垂直度控制在0.5 mm以內,減少兩法蘭組裝后產生的內應力。2)三通處受力復雜,管吊與三通的距離較近,一般在0.3 m以內,為了減少因組裝因素造成的內應力,因此將三通處的管吊與管墊相對間隙內控到3 mm以內,各管系與三通的軸向錯位不大于5 mm。
3結語
為了滿足鐵路貨物運輸“提速、重載”的要求,使得制動系統性能穩定,逐漸減少制動管系漏風的缺陷,就要保證制動管系及其相連接件的制造質量,制動組裝工藝以及試驗和檢驗方法,全面提高貨車的制動系統技術水平和制造質量。
[1] 王志祥,梁志釗,孫國模,等.管道應力分析與現狀[M].北京:水利電力出版社,1983.
[2] 饒忠.列車制動[M].北京:中國鐵道出版社,1998.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
