異形槽加工刀具改進優化
2015-05-09 01:39:52常州寶菱重工機械有限公司江蘇213019張永潔
金屬加工(冷加工) 2015年21期
常州寶菱重工機械有限公司 (江蘇 213019) 張永潔
隨著數控機床在生產實際中的廣泛應用,其具有高速、高精加工特點,通過對異形槽公差要求進行分析,提出刀具優化方案,充分發揮數控機床特性和整體硬質合金刀具的高速切削特點,設計成形切削刀具實現多工序一次加工,在保證零件加工質量前提下提升生產效率,提升企業的經濟效益和創新能力。
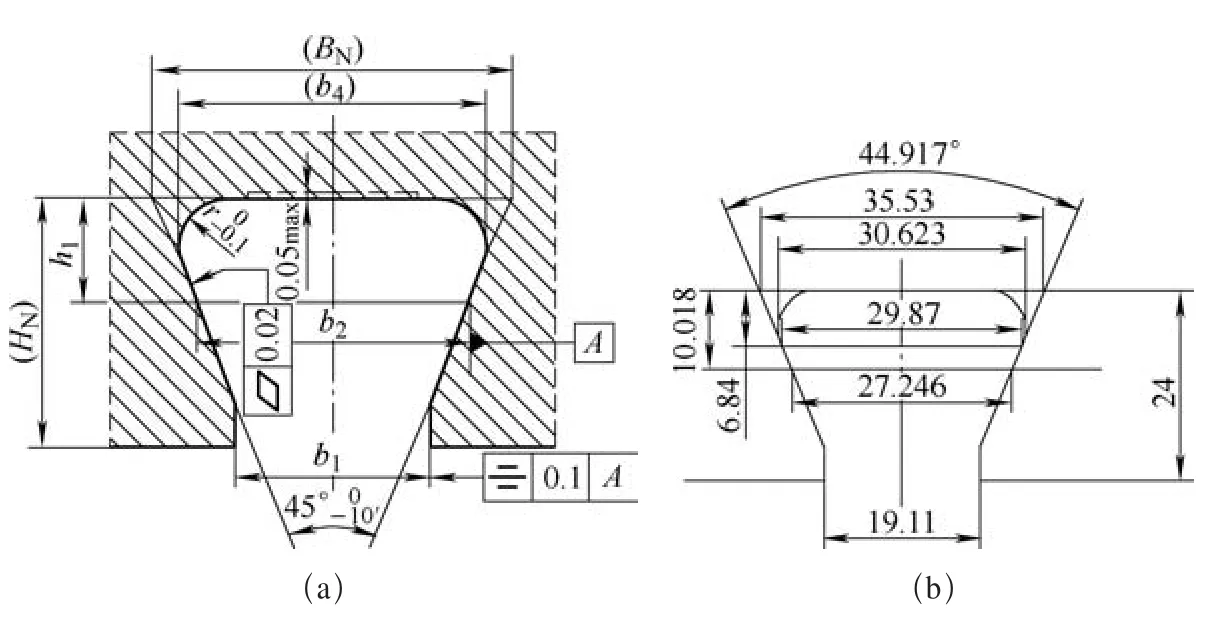
圖1 異形槽公差及尺寸圖

圖2 粗加工直槽D16整體硬質合金波刃立銑刀

圖3 粗加工槽型D30整體硬質合金波刃成形刀

圖4 精加工直槽D16整體硬質合金立銑刀

圖5 精加工槽型D30整體硬質合金成形刀
1. 異形槽加工刀具優化
如圖1所示,要提高粗加工效率,必須選用合理刀具同時進行切削參數優化,傳統加工方法用D16(HSS材質)立銑刀進行粗加工直槽,然后用粗切成型刀進行槽型粗加工,D16(HSS材質)立銑刀進行精加工直槽,最后成型刀進行左右補償進行精加工,效率低,產品質量得不到保證,表面粗糙度值達不到3.2μm。按這種方法加工,發揮不出數控設備特性,且增加生產成本,因此必須進行刀具優化和切削改善。
原加工工步及選用刀具:D16高速鋼立銑刀粗加工直槽19.11mm至16mm→D30高速鋼粗切成形刀粗加工30.623mm至30mm,底部留量0.1mm→D16高速鋼立銑刀精銑19.11mm至成品→D30高速鋼成形銑刀精銑30.623mm至成品。
現加工工步及選用刀具:D16過中心鉆銑刀和D16整體硬質合金波刃立銑刀(見圖2)配合粗加工直槽19.11mm至16mm→D30整體硬質合金波刃成形刀(見圖3)粗加工30.623mm至30mm,底部留量0.1mm→D16整體硬質合金立銑刀(見圖4)精銑19.11mm至成品→D30整體硬質合金成形刀(見圖5)精銑30.623mm至成品。
在粗加工直槽時,我們選用過中心鉆銑刀先鉆出排孔(見圖6),然后再用波刃整體硬質合金立銑刀(見圖7)加工,效率高、刀具耐用且消耗較低。這種改善的效果對比分析如表1所示。
從表1可以看出此工序效率提高80.59%,得出雖然刀具成本增加了,但設備成本降低了,刀具壽命也大大提高。
從成形粗切、精切對比表(見表2~表4)中可以看出效率分別提高68.75%和64.55%。
現方法效率大幅提升,質量穩定,也給我們持續優化注入信心,我們進行設計開發組合式成形刀具,并進行制造和試切應用。
固化加工工步及選用刀具(見表5):D16過中心鉆銑刀 和D16整體硬質合金波刃立銑刀配合粗加工直槽19.11mm至16mm→D30.023組合式整體硬質合金波刃粗切刀粗加工30.623mm至30mm,19.1mm至18.5mm,底部、側面留量0.3mm→D30.023組合式整體硬質合金成形銑刀精銑19.1mm、30.623mm至成品(見表6)。
通過表4和表6對比,成形定寸銑刀無需通過半徑補償來回切削,切削長度從420mm降為210mm,所以加工時間大大縮短,同時復合刀具的成功應用使得多工步一次完成。
2. 結語
組合成形刀具的設計制作并應用于生產,配合正確的切削參數,55條異形槽槽型加工效率得到大幅度提升, 并且形成了標準化加工,不僅保證了產品的質量且提升了生產效率,最大限度的發揮出數控機床特性。

圖6 加工排孔

圖7 鉆銑刀

表1 異形槽直槽粗加工

表2 成形刀粗加工對比

表3 槽口精加工對比

表4 成形刀精加工對比
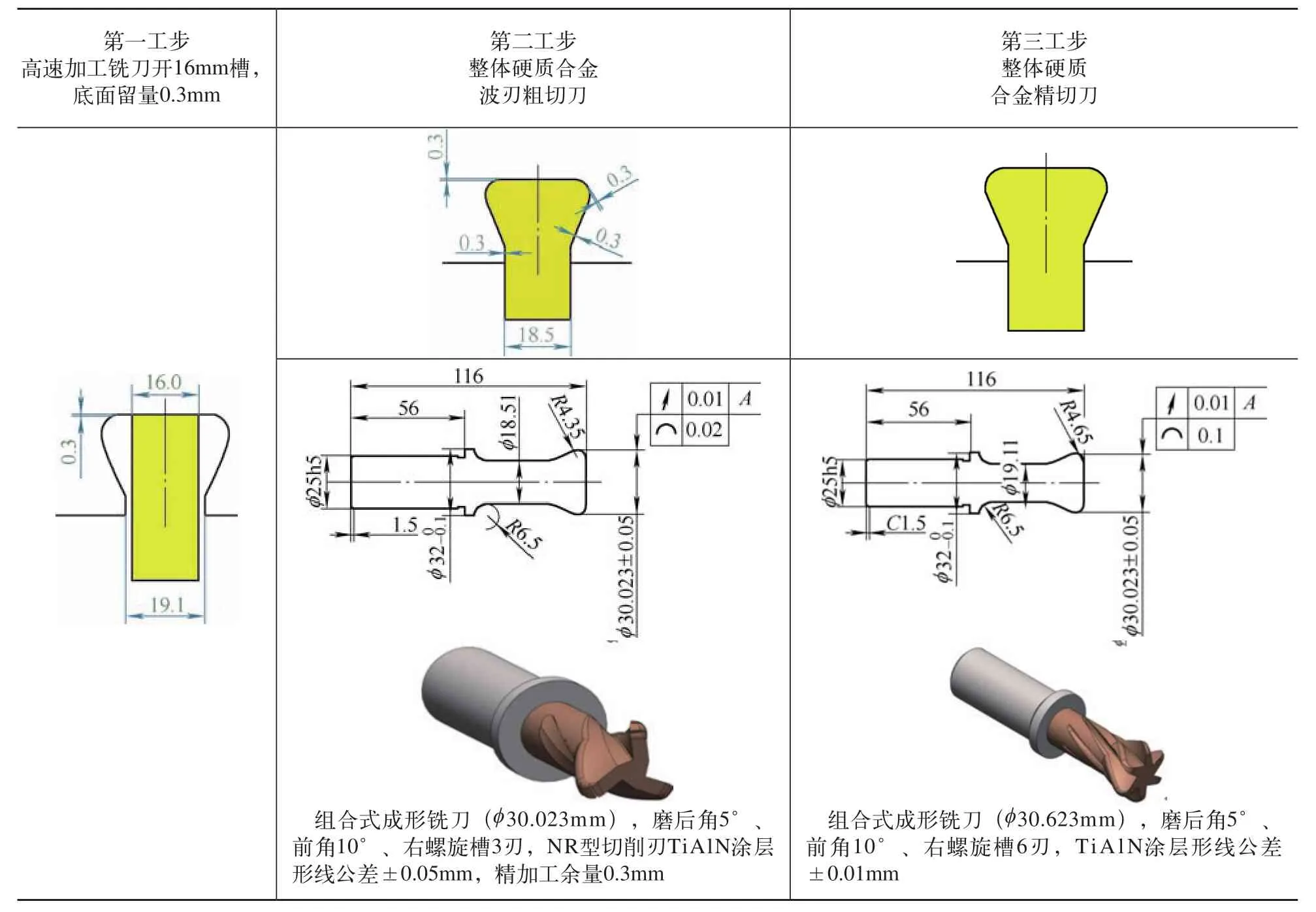
表5 組合式成形刀具加工流程
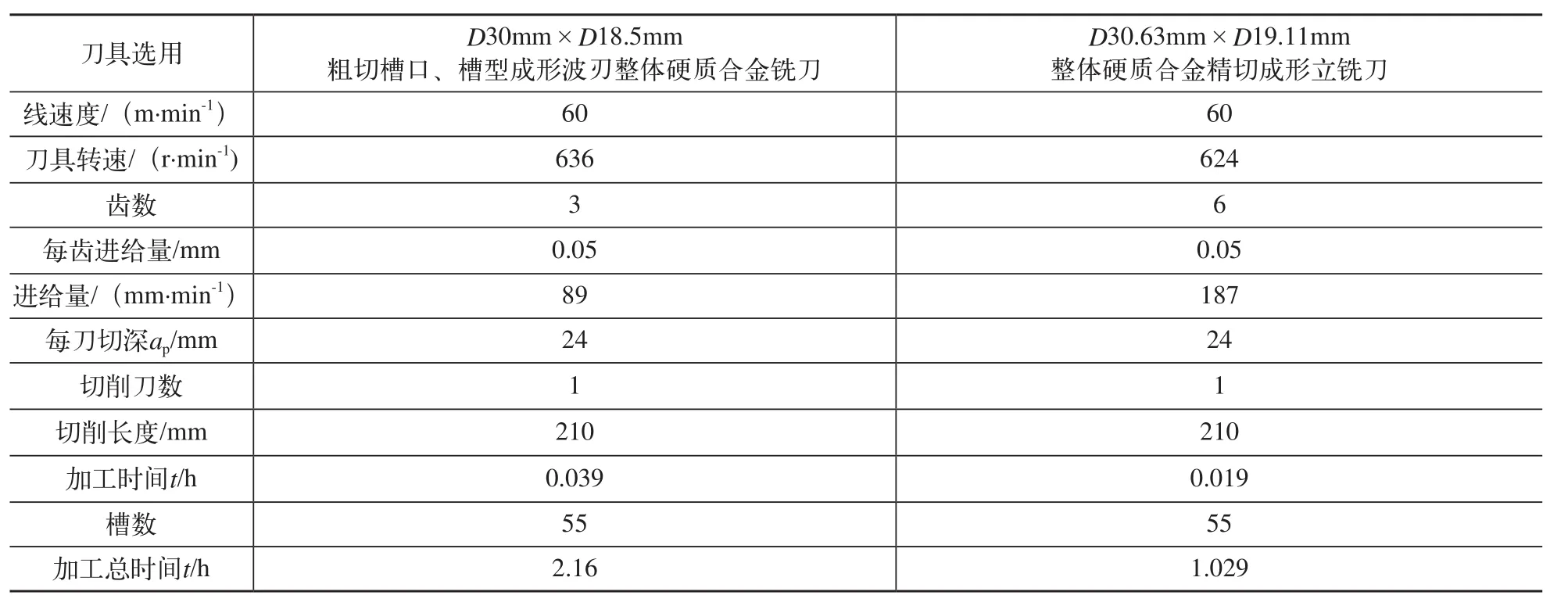
表6 組合式成形刀具實際效果
