ABS材料紅外激光打標(biāo)工藝參數(shù)分析
2015-05-20 04:40:17蔣世磊楊國鋒張錦等
光學(xué)儀器 2015年2期
關(guān)鍵詞:評價方法
蔣世磊+楊國鋒+張錦+等


摘要: 分析激光打標(biāo)工藝參數(shù)對不同顏色基底ABS材料激光打標(biāo)效果和質(zhì)量的影響。采用Nd∶YAG1064 nm端泵激光打標(biāo)設(shè)備,使用不同功率、頻率、焦距等參數(shù),分別對白、粉、紅、藍(lán)和黑5種基底顏色的丙烯腈丁二烯苯乙烯共聚物(ABS)塑料進(jìn)行紅外激光打標(biāo),并對打標(biāo)后材料的微觀結(jié)構(gòu)進(jìn)行了表征。結(jié)果表明,不同顏色的ABS材料的打標(biāo)性能各不相同,ABS材料的基底顏色對激光打標(biāo)效果影響較大。實驗獲得了不同基底顏色ABS材料激光打標(biāo)的工藝參數(shù),為進(jìn)一步研究提供借鑒。
關(guān)鍵詞: 激光打標(biāo); ABS; 評價方法; 工藝參數(shù)
中圖分類號: TN 24文獻(xiàn)標(biāo)志碼: Adoi: 10.3969/j.issn.10055630.2015.02.011
Analysis of infrared laser marking technical parameters of
acrylonitrilebutadienestyrene copolymer
JIANG Shilei, YANG Guofeng, ZHANG Jin, SUN Guobin
(School of Photoelectrical Engineering, Xian Technological University, Xian 710021, China)
Abstract: In this paper, we analyze the influence of different color ABS materials over the laser marking performance. The acrylonitrilebutadienestyrene (ABS) materials with white, pink, red, blue and black are radiated by the Nd∶YAG1064 nm pump laser with different power, frequency, focal length and other parameters. Then we characterized the microstructure of materials. The results show that different colors of ABS materials have different emission characterisitics. The substrate color of ABS material has a greate incluence on laser emission. Finally we got the optimized parameters, providing a reference for further study.
Keywords: laser marking; ABS; evaluating method; technical parameters
引言激光打標(biāo)是利用激光束的高能量密度使工件表層材料發(fā)生化學(xué)或物理變化,從而在工件表面留下永久性標(biāo)記的技術(shù)[1]。與傳統(tǒng)的電化學(xué)、機械等標(biāo)記方法相比,激光打標(biāo)具有無污染、高速度、高質(zhì)量、靈活性大、不接觸工件等優(yōu)點,在工業(yè)、國防、科研等許多領(lǐng)域具有廣泛的用途[2]。近年來,隨著各類激光器的不斷發(fā)展,以及計算機控制技術(shù)的發(fā)展和光學(xué)器件可靠性的提高,目前激光打標(biāo)正逐漸取代傳統(tǒng)的標(biāo)刻方式,其應(yīng)用越來越廣,并成為行業(yè)的主流技術(shù),甚至形成新的工業(yè)標(biāo)準(zhǔn)[34]。ABS材料即丙烯腈丁二烯苯乙烯共聚物(acrylonitrilebutadienestyrene,ABS),是由丙烯腈、丁二烯和苯乙烯組成的三元共聚物。苯乙烯和丁二烯的結(jié)合,使得ABS樹脂具有耐熱、表面硬度高、尺寸穩(wěn)定、易于機械加工以及良好的化學(xué)性和電性能等優(yōu)異的綜合性能,在電子電器、儀器儀表、汽車、建材工業(yè)和日用制品等領(lǐng)域獲得廣泛的應(yīng)用[5]。為了使用的需要往往要求透過其表面在基底進(jìn)行標(biāo)識,在提高其易辨識性和可追溯性的同時,提高耐用性。激光打標(biāo)技術(shù)在ABS塑料制品標(biāo)識方面已經(jīng)得到了越來越廣泛的應(yīng)用[6]。1激光打標(biāo)工藝過程
1.1激光打標(biāo)系統(tǒng)
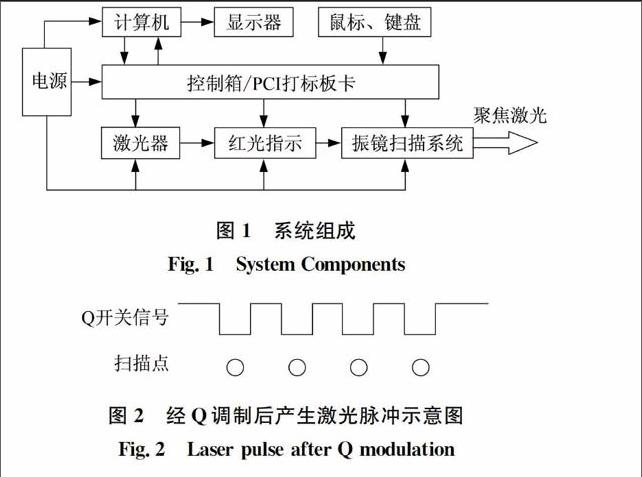
激光打標(biāo)系統(tǒng)是激光器、振鏡掃描系統(tǒng)、紅光指示器、控制箱、工控機和電源的高度集成系統(tǒng),其系統(tǒng)圖1系統(tǒng)組成
Fig.1System Components
圖2經(jīng)Q調(diào)制后產(chǎn)生激光脈沖示意圖
Fig.2Laser pulse after Q modulation
組成如圖1所示。打標(biāo)系統(tǒng)對材料的作用機理是:作用在材料上的激光束因熱效應(yīng)使局部材料快速氣化或引起材料性質(zhì)的改變,從而在材料上留下永久的標(biāo)記。其效果主要取決于激光束作用在工件材料上的功率密度及作用時間。Nd∶YAG激光打標(biāo)機的加工工藝過程如下:連續(xù)激光被Q調(diào)制后產(chǎn)生的激光脈沖,由安裝有X、Y軸的掃描振鏡控制并沿著圖形和文字的點陣路徑或矢量路徑進(jìn)行標(biāo)刻,其光斑距離為兩相鄰激光脈沖間的尺寸,Q調(diào)制后產(chǎn)生激光脈沖示意圖如圖2所示。光學(xué)儀器第37卷
第2期蔣世磊,等:ABS材料紅外激光打標(biāo)工藝參數(shù)分析
由圖1可以看出,激光束對材料的作用不僅取決于脈沖激光束的峰值功率、平均功率和光斑大小,還取決于激光脈沖在工件材料上的重疊度。其中光斑大小可根據(jù)需要選擇合適焦距的掃描鏡來確定,激光束的峰值功率、平均功率可由Q頻率和脈寬(占空比)控制,激光脈沖的重疊度則通過掃描速度及Q 頻率綜合調(diào)節(jié)[7]。
1.2打標(biāo)參數(shù)(1)電流:激光電源的電流設(shè)置直接關(guān)系到激光輸出的能量,能量越大可以適當(dāng)增加打標(biāo)的速度和聲光頻率,但不適合精細(xì)標(biāo)刻的要求。(2)頻率:是指單位時間內(nèi)激光出光數(shù)目。相同電流情況下,頻率低時有高的峰值功率,激光輸出能量大,但平均功率過低;頻率高時有高的平均功率,但峰值功率過低,相當(dāng)于連續(xù)激光輸出。 (3)速度:指單位時間內(nèi)激光所走的距離。速度一般和頻率有關(guān),當(dāng)速度太快、頻率太低時線條不連續(xù)。(4)離焦:一般焦點在加工平面以下為正偏焦,焦點在加工平面以上為負(fù)偏焦。是否采用離焦取決于打標(biāo)的材料及其想要的效果。一般標(biāo)刻加工面必須在焦點上,即光斑直徑最小、能量最高的點。而對于ABS材料要選擇正偏焦,這樣達(dá)標(biāo)效果會更好。2實驗結(jié)果與討論在不同材料、不同顏色及不同表面處理方法的工件上,對激光功率、重復(fù)頻率、標(biāo)刻速度、離焦等工藝參數(shù)進(jìn)行組合工藝試驗。對試驗結(jié)果進(jìn)行研究分析,找出各工藝參數(shù)單獨作用和共同作用時分別對ABS材料標(biāo)刻質(zhì)量的影響規(guī)律,不斷修正工藝參數(shù),以得到滿意的加工效果。實驗采用端泵浦激光打標(biāo)設(shè)備,其主要技術(shù)參數(shù)為:激光波長1 064 nm、激光功率10 W、場鏡焦距160 mm。試驗所用的各種基底顏色的ABS材料,均對1 064 nm波長激光吸收較好,能得到較好的標(biāo)刻質(zhì)量。激光打標(biāo)工藝參數(shù)及圖形對于ABS材料激光打標(biāo)性能具有顯著的影響,因此可以通過調(diào)整工藝參數(shù)表1不同顏色ABS材料調(diào)試參數(shù)
Tab.1Testing parameters of different color of
ABS materials
顏色加工次數(shù)/次速度/(mm·s-1)頻率/kHz黑65008藍(lán)52003.5紅42202.5粉11003白21202.35
來獲得令人滿意的激光打標(biāo)效果。分別測試了五種顏色樣品,表1為實驗結(jié)果,由表可見,顏色由深到淺參數(shù)都呈一定趨勢變化。實驗過程中激光功率為總功率的50%,填充線間距為0.05 mm,結(jié)合ABS材料性能分析,打標(biāo)的最佳效果不宜在焦點處,因此選擇正偏焦0.8 mm處。對這五種樣品從視覺效果來看,對樣品打標(biāo)的清晰度和醒目度最好。圖3為不同基底ABS材料打示效果圖。
圖3不同基底ABS材料打標(biāo)效果圖
Fig.3Photos of laser marking with different substrate colors
以上工藝條件下的激光打標(biāo)效果對比度高,可視為最佳工藝參數(shù),通過肉眼很難判斷,并且每個人的評價標(biāo)準(zhǔn)也相差很大,因此以上數(shù)據(jù)均取平均值并給出放大后的圖片。圖4為白色ABS材料的3種激光打標(biāo)效果圖:圖4(a)樣品打標(biāo)效果顏色發(fā)黑,主要原因是激光能量過大,打點間隔過近(工藝參數(shù)為加工
圖4白色ABS激光打標(biāo)效果評價圖
Fig.4The comparison of white ABS laser marking effect
次數(shù)6次、速度300 mm·s-1、頻率5 kHz);圖4(b)樣品打標(biāo)效果顏色不均勻,主要原因是激光能量略大,打點速度過慢(工藝參數(shù)為加工次數(shù)6次、速度400 mm·s-1、頻率8 kHz);圖4(c)樣品打標(biāo)效果顏色均勻(工藝參數(shù)為加工次數(shù)2次、速度120 mm·s-1、頻率2.35 kHz)。圖5為藍(lán)色ABS材料的3種激光打標(biāo)效果圖:圖5(a)樣品打標(biāo)效果顏色不均勻,對比度差,主要原因是激光能量過大,打點間隔和線填充間距過近(工藝參數(shù)為加工次數(shù)7次、速度300 mm·s-1、頻率5 kHz);圖5(b)樣品打標(biāo)效果顏色不夠飽滿,主要原因是打點間隔和線填充間距過近(工藝參數(shù)為加工次數(shù)6次、速度200 mm·s-1、頻率5 kHz);圖5(c)樣品打標(biāo)效果顏色均勻,對比度清晰(工藝參數(shù)為加工次數(shù)5次、速度200 mm·s-1、頻率3.5 kHz)。5種不同顏色ABS材料最佳工藝參數(shù)如表1所示。
圖5藍(lán)色ABS激光打標(biāo)效果評價圖
Fig.5The comparison of blue ABS laser marking effect
根據(jù)實驗可以得到以下結(jié)果:(1)深色背景顯示淺色標(biāo)記深色基底ABS材料在激光照射下會有效吸收激光束能量,表面的黑色顏料在高溫下會蒸發(fā)掉并露出深層白色顏料并在深色ABS材料表面產(chǎn)生對比強烈的淺色標(biāo)記,一般淺色為黃色或白色,標(biāo)記越白對比度就越突出,打標(biāo)效果就越好,對比度主要受頻率影響。由于深色對激光吸收效果強,結(jié)合ABS材料本身性能等因素,采用小功率激光,多次加工,這樣打標(biāo)效果顏色均勻,對比度更為突出。(2)淺色背景顯示深色標(biāo)記與深色ABS材料容易進(jìn)行激光打標(biāo)相比,白色ABS材料的激光打標(biāo)性能則要差很多。這是因為白色ABS材料對1 064 nm波長的激光吸收性沒有黑色強,不能將大部分光能轉(zhuǎn)化成為熱能。因此白色ABS需要在打標(biāo)工藝參數(shù)設(shè)定、頻率和填充的線間距要求很高的情況下才能打出滿意的激光標(biāo)記。3結(jié)論通過標(biāo)刻實驗,獲得的不同基底顏色ABS材料的最佳工藝參數(shù),對不同工藝條件下的打標(biāo)樣品進(jìn)行了微觀觀測,準(zhǔn)確地評價ABS材料的激光打標(biāo)效果,詳細(xì)分析了激光工藝參數(shù)對標(biāo)刻質(zhì)量的影響。所得結(jié)果已經(jīng)在企業(yè)中投入使用。參考文獻(xiàn):
[1]曹鳳國.激光加工技術(shù)[M].北京:科學(xué)出版社,2007.
[2]王建平,李正佳,范曉紅.激光打標(biāo)系統(tǒng)及工藝參數(shù)的分析[J].光學(xué)與光電技術(shù),2005,3(3):3235.
[3]周永飛,趙海峰,黃子強.激光打標(biāo)系統(tǒng)及工藝研究[J].電子設(shè)計工程,2011,19(2):126129.
[4]袁根福.激光加工技術(shù)的應(yīng)用與發(fā)展現(xiàn)狀[J].安徽建筑工業(yè)學(xué)院學(xué)報:自然科學(xué)版,2004,12(1):3034.
[5]孟繁博.ABS材料的市場需求和競爭力[J].天津商學(xué)院學(xué)報,2007,27(6):7174.
[6]李姣.PMMA/ABS熱塑性塑料激光透射焊接機理和工藝的研究[D].上海:上海交通大學(xué),2008.
[7]思源.聚碳酸酯和ABS樹脂激光標(biāo)記的研究[D].上海:上海交通大學(xué),2010.
(編輯:張磊)
猜你喜歡
中國綠色畫報(2016年7期)2016-12-26 18:20:14
未來英才(2016年2期)2016-12-26 09:57:17
科技創(chuàng)新與應(yīng)用(2016年34期)2016-12-23 19:06:08
中學(xué)課程輔導(dǎo)·教學(xué)研究(2016年14期)2016-12-23 17:02:58
商情(2016年43期)2016-12-23 14:31:42
計算機教育(2016年9期)2016-12-21 00:54:05
汽車科技(2016年6期)2016-12-19 20:28:28
成長·讀寫月刊(2016年11期)2016-12-14 18:29:14
都市家教·下半月(2016年10期)2016-11-30 22:20:37
企業(yè)導(dǎo)報(2016年11期)2016-06-16 15:58:19