基于Moldflow的薄壁注塑件翹曲優化分析
2015-05-22 03:06:26王善凱胡激濤孫曉盼范曉健
西安工程大學學報 2015年3期
王善凱,李 晶,胡激濤,孫曉盼,范曉健
(1.西安工程大學 機電工程學院,陜西 西安710048;2.惠州市銀寶山新科技有限公司,廣東 惠州516000)
0 引 言
隨著“以塑代鋼,以塑代木”研究的不斷深入,人們對于塑料制件的要求也越來越高.注塑件的翹曲變形是影響注塑件質量優劣的主要因素,而翹曲產生的原因很多.目前,針對注塑件翹曲變形的研究分析主要是從理論、實驗或者優化設計方面進行翹曲分析[1-4],文獻[5]通過調整工藝參數及優化冷卻系統來減少注塑件的翹曲變形.這些方面的研究往往只是局限于模具機構、塑料材料或工藝參數等單一因素,而沒有將諸多因素結合考慮,使得優化結果出現較大偏差.因此,對注塑件進行翹曲綜合因素分析與優化,具有一定的現實意義.
文中所要分析的對象為中興品牌的路由器前蓋,前蓋的整體結構較為簡單,側壁四周分布著卡扣和筋結構.前蓋一端具有一排圓孔,延伸出薄壁結構.路由器前蓋模具為大批量生產模具,采用Auto desk公司的Mold flow軟件對路由器前蓋的注塑成型過程進行分析,找出塑件在注塑成型過程中產生翹曲的原因,并對其進行一定優化,可以提高試模的成功率,降低模具生產成本,縮短模具開發周期.
1 分析前處理
1.1 網格劃分
首先在UG軟件中對路由器前蓋進行三維模型的創建,其三維尺寸為210mm×177mm×18mm.在UG中建模完成后導出x-t格式文件,并導入到cad doctor中進行模型修復與簡化,將模型中的自由邊修復,并將一些小的倒角、圓角及字體等特征簡化.將簡化后的模型導入到Moldflow中進行注塑成型過程分析.為提高Moldflow分析效率,在導入前蓋模型時選擇雙面網格模型,全局網格邊長設置為5mm,其余設置默認.由于網格劃分后存在自由邊、縱橫比過大等缺陷,同時在Moldflow中進行翹曲分析時需要相互匹配率達到90%以上,最大縱橫比在6~10以內,因此為提高Moldflow對模型分析的準確性,需要使用網格工具對網格的縱橫比及厚度等問題進行修復,確保網格沒有缺陷.最終的網格劃分統計情況如表1所示.

表1 網格統計信息Table 1 Information of mesh
1.2 澆口位置確定
澆口位置是決定注塑件最終品質的關鍵因素之一,產品的使用、外觀、設計和模具結構等都會對澆口位置的選擇產生影響[6].因此澆口位置選擇的正確與否,將直接影響塑料熔體在注塑模腔中的流動情況,對塑件成型后是否會產生欠注、熔接痕和翹曲量大小等問題也有很大影響.在Moldflow中,可以通過AMI中的“澆口位置”分析模塊快速準確分析出塑件的最佳澆口位置,從而提高模具設計效率及塑件質量.采用AMI中的“澆口位置”分析類型對前蓋進行最佳澆口位置分析,得到的最佳澆口如圖1所示,最佳澆口的設置區域為深色區域,其最佳澆口位置在N10858附近.
2 初始分析
2.1 澆注及冷卻系統創建
在產品進行成型分析之前需將模型的澆注系統及冷卻系統創建完成,并將分析類型由“澆口位置”改為“冷卻+填充+保壓+翹曲”類型.由澆口位置分析得知最佳澆口位置位于節點N10858附近,但由于注塑件為路由器前蓋,注塑件表面需要光滑平整,因此在初始方案中澆注系統的澆口采用潛伏式澆口,由手工進行創建.由于路由器前蓋結構較為平整,沒有復雜特征,因此結合實際生產情況,手動設計冷卻水路,水路數量為8條,其余設置默認.澆注系統及冷卻回路創建結果如圖2所示.
2.2 初始方案
2.2.1 材料選擇及工藝設置 路由器的前蓋需要有良好的抗沖擊性能且具有一定的熱穩定性.同時考慮到在填充時需要一定的流動特性,因此注塑材料選擇Chi Mei Corporation的Wonderloy 540型PC+ABS材料,其中,熔體密度為1.005 6g·cm-3,預出溫度為95℃,熔體溫度為200~260℃,最大剪切應力為0.4MPa,模具溫度為40~70℃.

圖1 最佳澆口位置Fig.1 The best loction of sprue
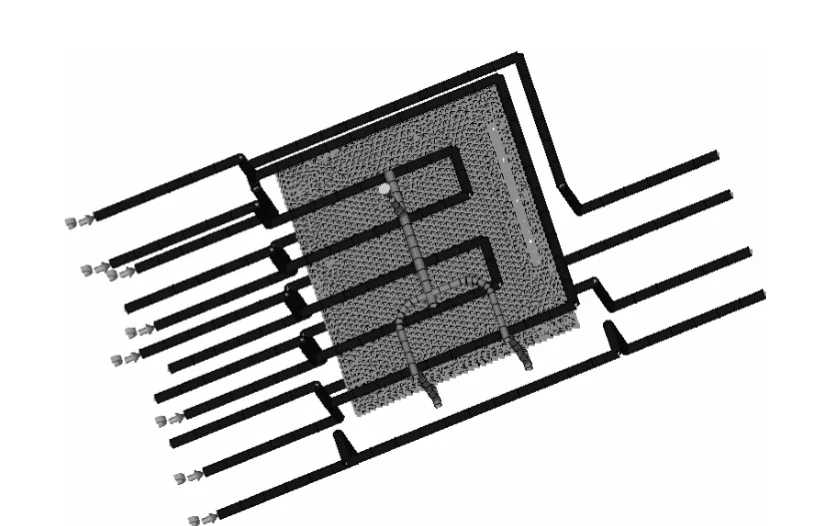
圖2 澆注系統和冷卻系統Fig.2 Cooling system and pouring system
工藝設置中,將“注射+保壓+冷卻時間”設置為“指定30s”,填充控制設置為注射時間2s,注射壓力達到120MPa時進行速度/壓力切換.保壓曲線設置:首先是6s的100%充填壓力保壓,然后進行5s的80%充填壓力保壓,再經過4s的60%充填壓力保壓,最后分離翹曲原因.工藝設置完成后開始注塑成型分析.
2.2.2 結果分析 分析完成后通過結果文件查看翹曲量,其結果如圖3所示.注塑件的翹曲主要發生在邊角處,所有因素引起的總翹曲量最大為0.416 0mm,而收縮不均和冷卻不均引起的最大翹曲變形量分別為0.424 7mm,0.032 7mm.取向因素所引起的翹曲量為0,由于冷卻及取向因素所引起的翹曲較小,可以忽略不計.
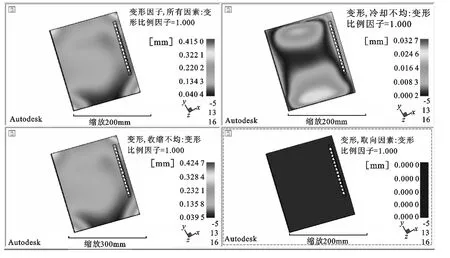
圖3 初始方案翹曲主因分析Fig.3 The warping result of initial solution
3 優化分析
3.1 溫度優化
在注塑成型過程中,溫度是導致注塑件產生收縮不均的主要原因之一[7].熔體溫度過低會使得熔體不易解取向,易于產生翹曲;熔體溫度較高時,會因冷卻時間變長而增加塑件收縮的機會,從而產生翹曲.而對于模具溫度,增加模具溫度,會增大塑件的成型收縮率,導致塑件脫模后變形較大;當模具溫度過低時,模具型腔內熔體流動性變差,容易使塑件出現短射等現象.因此,在一定范圍內選取適當模具溫度與注塑溫度有助于減小注塑件翹曲變形量[8].
在Moldflow中,系統推薦Wonderloy 540型PC+ABS材料的模具溫度范圍為40~70℃,而系統推薦的熔體溫度為200~260℃.按照系統推薦的模具溫度與熔體溫度,選取28組數據進行對比分析,模具溫度依次設置為40℃,50℃,60℃,70℃,注塑溫度依次設置為200℃,210℃,220℃,230℃,240℃,250℃,260℃.按照上述溫度設定尋找翹曲變形最小時的模具溫度與注塑溫度,結果如表2所示.

表2 不同模具溫度和注塑溫度下的翹曲量Table 2 The warpage of different die temperature and injection temperature mm
對比表2中的數據可以看出,在其他條件完全相同時,不同模具溫度與注塑溫度的設置,可導致不同注塑件的翹曲量.對比分析不同模具溫度與注塑溫度下的翹曲結果可知,當模具溫度和注塑溫度分別在50℃,220℃時翹曲量最小,為0.411 0mm.翹曲主要是由收縮不均引起的.
3.2 保壓曲線優化
在上述優化的基礎上繼續對保壓曲線進行保壓優化分析.保壓曲線的優化與分析主要是通過調整保壓曲線,使注塑件的體積收縮率盡可能減小且分布均勻,從而降低由收縮不均引起的翹曲變形[9].為了使注塑件內應力最小化,同時避免發生縮壁現象,應使保壓壓力盡可能低.保壓壓力一般取充填壓力的80%~100%,也可以進行適當調整.
由前面優化可知,翹曲在0.411 0mm時最大鎖模力為440t,注射位置處最大壓力為120MPa.因此對保壓曲線進行如下調整:將保壓控制由“充填壓力與時間”改為“保壓壓力與時間”,先進行5s的120MPa壓力保壓,然后進行5s的90MPa壓力保壓,再經過3s的60MPa壓力保壓,最后經過2s的30MPa壓力保壓.保壓曲線調整后再次分析,其所有因素引起的翹曲變形結果如圖4所示,總翹曲量最大為0.387 5mm,相對于溫度優化時翹曲下降明顯.而引起翹曲變形的主要因素還是收縮不均(0.404 7mm),冷卻不均及取向因素所引起的翹曲忽略不計.
3.3 厚度優化
在所有影響注塑件翹曲的因素中,除保壓曲線外,對注塑件翹曲影響最大的是注塑件的壁厚[10].注塑件厚度的變化,會直接影響到冷卻時間、保壓壓力等參數的變化,從而會對注塑件的翹曲產生影響.對于不同類型的材料,壁厚的增加或降低對翹曲的影響也不同.對于結晶型材料,降低壁厚能夠減小產品收縮率變化,從而能夠降低翹曲;而對于無定型材料,增加壁厚能夠增加產品硬度,且能降低翹曲量.因此,在翹曲分析時合理優化產品壁厚能夠最大程度地降低產品翹曲.
路由器前蓋所采用的材料為Chi Mei Corporation的Won derloy 540型PC+ABS材料,為無定型材料,因此,在進行厚度優化時,可以通過適當增加產品厚度來降低翹曲.由上述翹曲分析可知,翹曲量變化較大區域主要分布在產品的邊角.通過Mold flow中的網格厚度檢測可知,網格厚度變化較大的區域同樣發生在產品的邊角上,在產品設計時考慮到裝配因素,將邊框部分厚度設置為1.4mm左右.
將厚度變化較大區域的厚度適度增厚至2.5mm左右,使厚度同其他區域厚度接近,同時將邊框部分的厚度增加到1.5mm.厚度優化后,繼續對翹曲進行分析,翹曲變形最大為0.134 7mm,其主要是由收縮不均所引起的(翹曲為0.130 9mm),Z方向上的翹曲由0.364 7mm,降低到0.073 0mm.
3.4 模具結構優化
在模具結構設計方面,澆注系統和冷卻系統是引起注塑件翹曲變形的主要因素.在澆注系統中,澆口位置不當、澆口太小或太大都會使得流長、流阻過大,而澆道、流道的不合理設計也會使注射壓力提高,同時高分子易被拉伸或壓擠,殘余應力過大,容易發生翹曲;澆注系統的不合理設計會導致凸凹模溫差過大,從而產生較大彎曲力矩,使塑件形狀發生改變,產生翹曲[11].

圖4 優化保壓曲線后翹曲變形量Fig.4 The warpage with the optimized presure maintaining curve
由上述分析優化可知,模具凸凹模之間溫差很小,而由冷卻導致的翹曲較小,冷卻系統的設計滿足要求,因此,模具結構優化以澆注系統的優化為主.首先將潛伏式澆口更改為測澆口并重新確定澆口位置,其次將流道直徑由原先的8mm,6mm分別減小至6mm,5mm,并將原8mm的流道長度縮短.澆注系統優化結束后,分析結果如圖5所示,翹曲變形縮小至為0.119 0mm,其主要是由收縮不均所引起的(翹曲為0.112 3mm).

圖5 澆注系統優化后的翹曲Fig.5 The warp after optimized the gating system
從上述優化的結果可以看出,注塑件的翹曲變形主要發生在邊角,且引起注塑件翹曲的主要因素是收縮不均.通過對注塑件壁厚以及模具溫度、熔體溫度、保壓曲線等工藝參數的優化,注塑件翹曲量已由初始方案的0.416 0mm縮小到0.119 0mm,達到了路由器模具設計所需要求.
3.5 驗證
根據注塑件的質量及尺寸,結合Moldflow模擬分析結果,在實際試模中工藝參數設置為:模具溫度50℃,模具流道溫度225℃,塑料熔體加熱溫度215~225℃,注塑壓力、時間以及保壓壓力、時間按Moldflow分析結果設置,開模時間為5s.試模結束后,其結果與Moldflow最終優化結果相似,塑件翹曲變形量較小,完全在允許范圍之內.整個試模過程工藝穩定,塑件沒有明顯的飛邊、短射及熔接痕等缺陷,完全符合設計要求.
4 結 論
(1)文中利用Moldflow軟件對路由器前蓋的注塑成型過程進行了“冷卻+填充+保壓+翹曲”分析,通過分析路由器前蓋翹曲的產生原因可知,收縮不均及冷卻不均是注塑件產生翹曲的主要因素,而產品厚度以及溫度、保壓曲線的不合理設置等是注塑件產生收縮不均及冷卻不均的主要原因.
(2)使用Moldflow軟件對注塑成型過程進行分析、優化不僅可以有效減少模具設計生產中的反復試模、修模過程,做到一次試模成功,同時還可以縮短模具設計生產周期,降低生產成本,提高企業競爭力.
[1] 孫桂蘭,杜宏明.基于 Moldflow的風扇葉注塑模具冷卻系統的設計及分析[J].機械,2013,40(1):22-26.SUN Guilan,DU Hongming.The design and analysis of the cooling system for injection mould of the fan leaves based on Moldflow[J].Machinery,2013,40(1):22-26.
[2] 董金虎.基于CAE的壁厚不均勻注塑件的結構修正[J].中國塑料,2010,24(5):74-77.DONG Jinhu.Structure modification of injection molded plastics parts with uneven thickness based on CAE[J].China Plastics,2010,24(5):74-77.
[3] 陳建華.塑料注射制品翹曲變形研究[D].合肥:合肥工業大學,2006:16-21.Chen Jianhua.The research of injection plasties′warp degree[D].Hefei:Hefei University of Technology,2006:16-21.
[4] 趙建.基于翹曲分析的注塑模工藝參數的優化[J].中國塑料,2008,22(11):61-65.ZHAO Jian.Injection molding parameter optimization for plasties parts based on warpage[J].China Plastics,2008,22(11):61-65.
[5] 盧可,張永恒.基于 Mlodflow的注塑成型模具翹曲分析及其優化設計[J].輕工機械,2010,28(2):9-13.LU Ke,ZHANG Yongheng.Warpage analysis and optimization design of injection molding process based on Moldflow[J].Light Industry Machinery,2010,28(2):9-13.
[6] 李代敘.Moldflow模流分析從入門到精通[M].北京:清華大學出版社,2012:134-149.LI Daixu.From the introduction to the master on Moldflow mould flow analysis[M].Beijing:Tsinghua University Press,2012:134-149.
[7] 崔偉清,黃海闊,董良太.基于 Moldflow的電蚊香加熱器上蓋翹曲的優化分析[J].塑料工業,2013,41(11):33-35.CUI Weiqing,HUANG Haikuo,DONG Liangtai.Electric mosquito heater cover warpage optimization analysis based on Moldflow[J].China Plastics Industry,2013,41(11):33-35.
[8] 陳艷霞,陳如香,吳盛金.Moldflow 2010完全自學與速查手冊[M].北京:電子工業出版社,2010:279-298.CHEN Yanxia,CHEN Ruxiang,WU Shengjin.Completely self-study and handbook on Moldflow 2010[M].Beijing:E-lectronic Industry Press,2010:279-298.
[9] 趙龍志,趙明娟,付偉.現代注塑模具設計實用技術手冊[M].北京:機械工業出版社,2013:661-673.ZHAO Longzhi,ZHAO Mingjuan,FU Wei.Handbook of practical technology on modern design of the injection mould[M].Beijing:Machinery Industry Press,2013:661-673.
[10] 郭峰霞,樸賢德,謝鵬程.非均勻壁厚塑件的充填不平衡現象[J].塑料,2013,42(3):69-72.GUO Fengxia,PAK Hyondok,XIE Pengcheng.Filling imbalance of injection molding of plastics parts with different thickness[J].Plastics,2013,42(3):69-72.
[11] 楊虹.模具結構對典型注塑件翹曲的影響及優化方法[D].上海:上海交通大學,2008:12-20.YANG Hong.Improvement and structure optimization of injection molding based on warpage[D].Shanghai:Shanghai Jiaotong University,2008:12-20.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
