論正弦曲線類零件在數(shù)控車床上的加工方法
2015-05-30 12:04:13蘇冰張勇
職業(yè)·中旬 2015年8期
蘇冰?張勇
摘 要:本文著重介紹了在數(shù)控車床上加工正弦曲線類零件的相關(guān)的理論知識(shí)、工藝知識(shí)及宏程序編制。
關(guān)鍵詞:正弦曲線 零件圖樣分析 加工方案分析
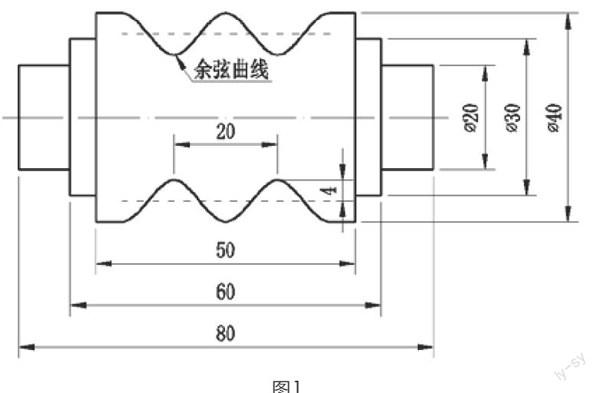
隨著機(jī)械制造業(yè)的發(fā)展,數(shù)控技術(shù)也在飛快發(fā)展,對(duì)于數(shù)控加工專業(yè)從業(yè)人員來說,不僅要掌握系統(tǒng)而扎實(shí)的數(shù)控理論知識(shí),更要有過硬的實(shí)踐能力,對(duì)特殊零件也應(yīng)不斷研究,不斷實(shí)踐,例如正弦曲線類零件在數(shù)控車床上的加工,如圖1所示。
圖1
筆者結(jié)合多年的教學(xué)及實(shí)際操作經(jīng)驗(yàn),探討正弦曲線類零件在數(shù)控車床上的加工工藝。
一、相關(guān)的理論知識(shí)
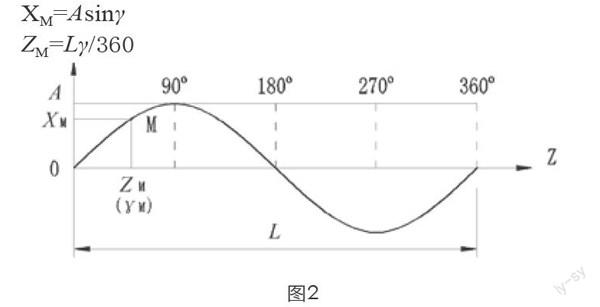
正弦曲線(圖2)的峰值為A,則該曲線是X的正弦函數(shù)。
其中X為半徑值,設(shè)曲線上任一點(diǎn)M的Z坐標(biāo)值為ZM,對(duì)應(yīng)的角度為γM。由于曲線一個(gè)周期為360?,對(duì)應(yīng)在Z軸上的長度為L,則:ZM /L=γM /360,M點(diǎn)在曲線方程中對(duì)應(yīng)的角度為:
γM = ZM×360/L
若以角度γ為自變量,則正弦曲線上任一點(diǎn)M的Z坐標(biāo)值、X坐標(biāo)值(半徑值)的方程為:
XM=Asinγ
ZM=Lγ/360
圖2
二、加工準(zhǔn)備
根據(jù)零件圖,選擇FANUC數(shù)控車床,φ45mm的鋁合金棒料;選擇35°的外圓機(jī)夾刀、4mm切斷刀、游標(biāo)卡尺、千分尺等。
三、工藝知識(shí)
1.零件圖樣分析
本例中難點(diǎn)是零件曲線部分由兩個(gè)周期的余弦曲線組成,一個(gè)周期對(duì)應(yīng)的Z向長度L為20mm,曲線的峰值A(chǔ)為4mm。我們可將余弦曲線轉(zhuǎn)化成正弦曲線形式,看成是正弦曲線在Z向平移后得到的,即起點(diǎn)位置不同的正弦曲線,這樣就可以用上述相關(guān)方程。對(duì)于這類可以用公式描述的曲線,一般都不能直接進(jìn)行編程,必須經(jīng)過數(shù)學(xué)處理后,以直線或圓弧逼近的方法來實(shí)現(xiàn)。但這樣工作量大,因此最好采用計(jì)算機(jī)自動(dòng)編程軟件或宏程序編程。在這里,我們采用直線逼近法進(jìn)行手工編制宏程序。
2.確定工件坐標(biāo)系
以工件的右端面與軸心線相交的點(diǎn)為工件原點(diǎn),采用手動(dòng)試切法對(duì)刀,確定工件坐標(biāo)系。
3.加工方案分析
(1)用三爪自定心卡盤裝夾毛坯外圓,一次裝夾,完成工件φ20mm、φ30mm、φ40mm外圓的粗精加工,保證外圓各項(xiàng)尺寸。
(2)不拆除工件,用宏程序完成余弦曲線的粗精加工。
(3)保證總長用切斷刀切斷工件。
(4)去毛刺倒棱,并對(duì)工件進(jìn)行檢測。
4.確定切削用量
切削用量根據(jù)機(jī)床性能、相關(guān)的手冊(cè)并結(jié)合實(shí)際經(jīng)驗(yàn)確定。
5.變量設(shè)定
(1)選擇自變量。以角度γ為自變量,設(shè)為#101;正弦曲線上任一點(diǎn)M的X、Z坐標(biāo)分別用#102、#103表示。
(2)確定自變量起止點(diǎn)的坐標(biāo)值(即自變量的定義域):[810°,90°]。
(3)用自變量表示因變量的表達(dá)式。將已知量A=4mm,L=20mm和自變量帶入M點(diǎn)的函數(shù)關(guān)系方程即可。
四、編制余弦曲線粗精加工程序
用條件轉(zhuǎn)移語句(IF語句)編制宏程序。余弦曲線精加工參考程序:
O6666 ;
…
#1=810 ;
N5 #2=4*SIN[#1] ;
#3=20*#1/360 ;
G01 X[2*#2+34] Z[#3-65] F0.2 ;
#1=#1-0.2 ;
IF [#1GE90] GOTO5 ;
…
M30 ;
成品圖如圖3所示。
五、小結(jié)
本例中零件加工的關(guān)鍵是余弦曲線的宏程序編程。在宏程序的編制中,除了采用IF語句外,也可以采用WHILE語句,進(jìn)行宏程序編程。另一關(guān)鍵點(diǎn)是在加工余弦曲線時(shí)刀具的正確選擇,以避免在余弦曲線加工過程中,刀具的副刀刃與零件輪廓曲面發(fā)生干涉現(xiàn)象,造成工件表面缺陷。在此選用35°菱形刀片的外圓機(jī)夾刀。只有在實(shí)際加工中發(fā)現(xiàn)問題、解決問題,才能更好地將理論知識(shí)運(yùn)用在實(shí)際工作中,更好地為企業(yè)、社會(huì)服務(wù)。
參考文獻(xiàn):
[1]杜軍.輕松掌握FANUC宏程序——編程技巧與實(shí)例講解[M].北京:化學(xué)工業(yè)出版社,2011.
(作者單位:蘇冰,洛陽軸承高級(jí)技工學(xué)校;張勇,洛陽LYC軸承有限公司球軸承事業(yè)部精密電機(jī)廠)
